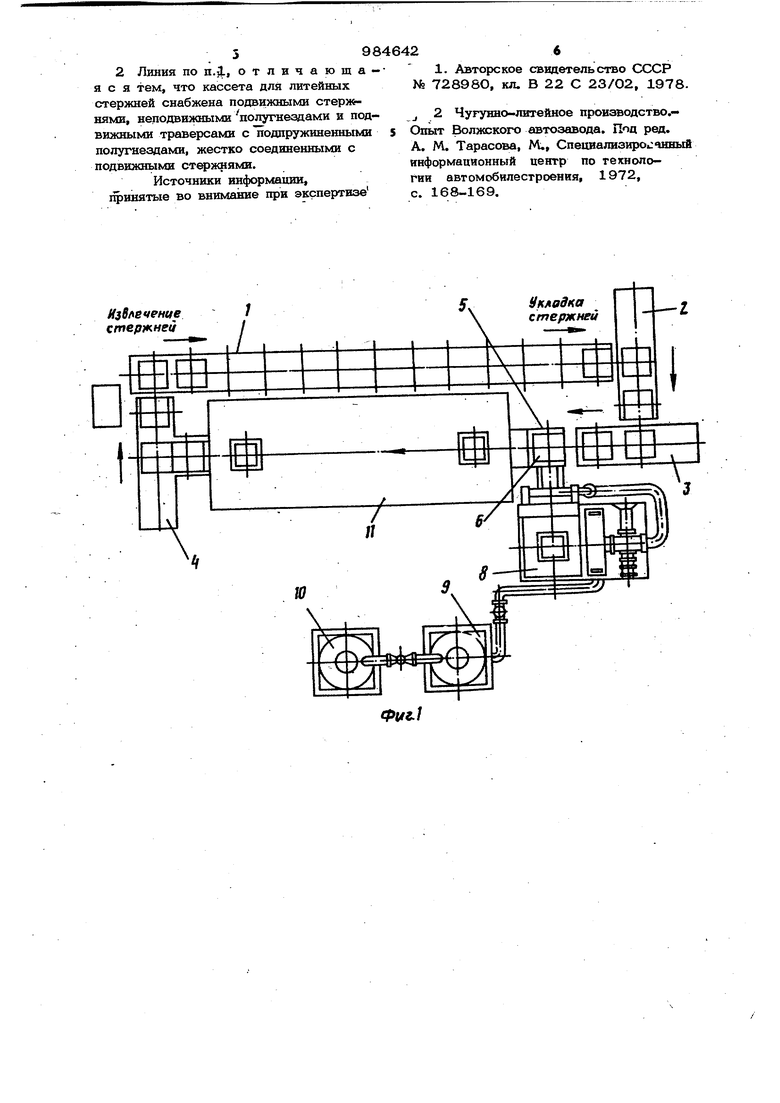
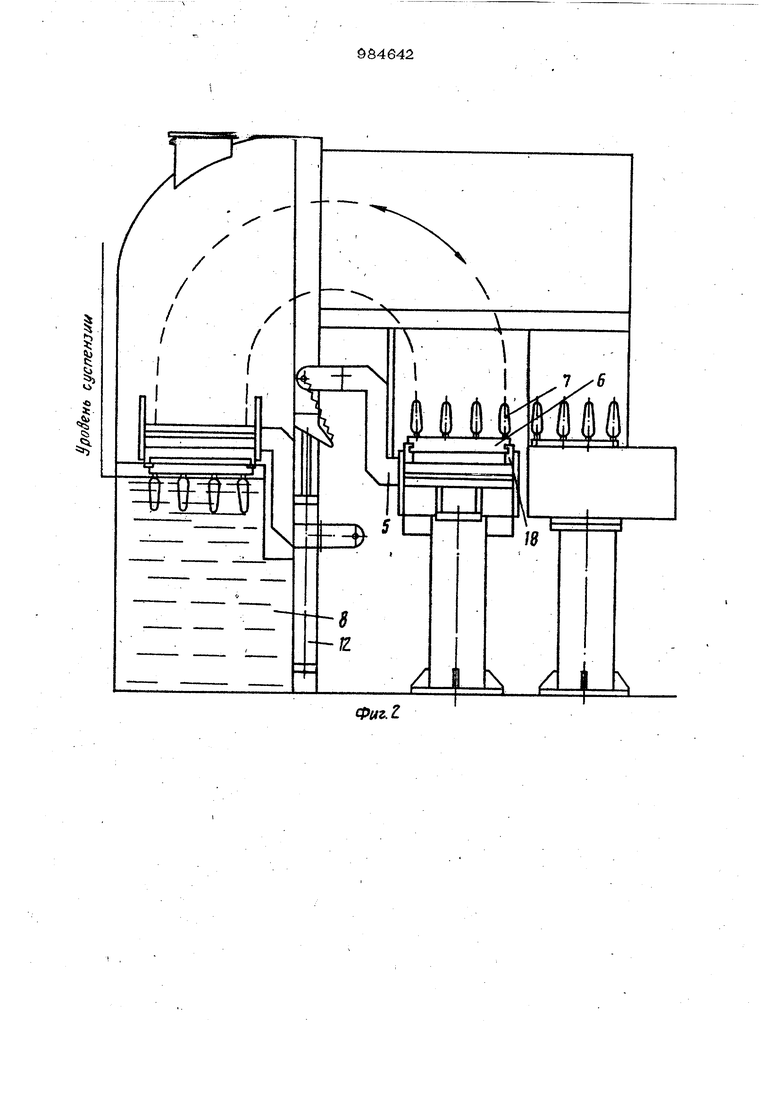
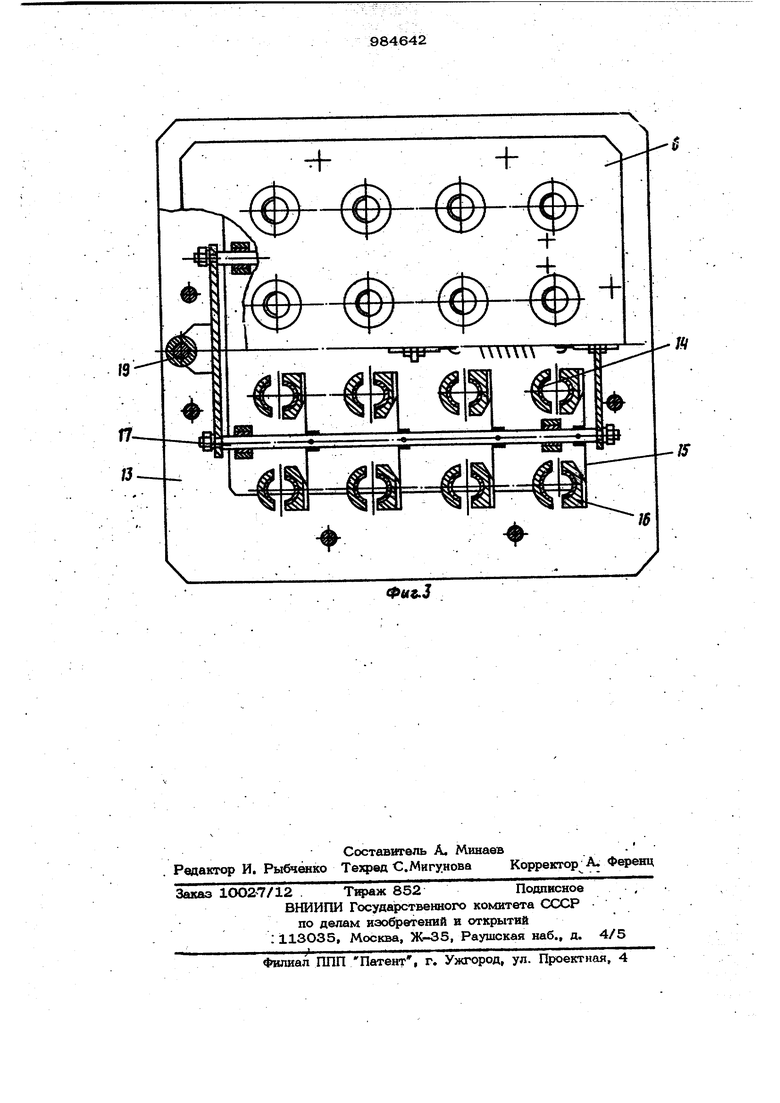
(54) МЕХАНИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ОКРАСКИ ЛИТЕЙНЫХ СТЕРЖНЕЙ Изобретение относится к литейному производству, а именно к изготовлению, .литейных стержней , применяемых при литье корпусных деталей. Известно устройство для окрашивания стержней окунанием С1 . Однако данное устройство не предусматривает сушку стержней. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является механизированная поточная линия окраски литейных стержней, содержащая установленные по ходу технологического процесса ванну окраск с рамой и камеру сушки, связанные тра спортными средствами с кассетами для литейных стержней t2 Описанной механизированной лгаии присуща большая потребная плошадь, что затрудняет ее применение в действующих литейных цехах. При обдуве окрашен ных стержней сжатым воздухом на их поверхности образуются характерные следы движения суспензии, нарушающие чистоту поверхности стержня (а следовате 1ьно, и отливки), что недопустимо в производстве точных корпусных деталей. Кроме того, стержни погружают в суспензию вместе со знаковой частью (стержни устанавливаются зн 1ковымв частями .в центры и прижимаются сверху планкой), а высокие требования к размерной точности литых корпусов не допускают окраску знаковой части сте ьжня. Цель изобретения - повышение производительности труда качества нанесения покрытия. Указанная цель достигается тем, что мех/анизированная поточная линия окраски литейных стержней, содержащая установленные по ходу технологического процесса ваниу окраски с рамой и камеру сушки, связанные транспортными средствами с каЬсетами для литейных стери ней, снабжена поворотным в вертикальной плоскости столом с механизмом захвата кассеты для литейных стержней. установленным соосно с камерой сушки и шарнирно закрепленным HJa раме ванны окраски. Кассета для литейных стержней сна& жена подвижными стерГжнями, неподвижными полугнеэдами и подвижными травер сами с подпружиненными полугнездами, жестко соединенными с подвижными стер жнями. На фиг. 1 изображена механизированная поточная линия окраски литейных стержней, общий вид, в плане; на фиг. 2 ванна окраски с поворотным столом и .подвижной рамой; йа фиг. 3 - кассета С самозапирающимисй гнездами для крепления литейных стержней. Механизирова1шая поточная линия сос тоит из напольного шагового транспортера 1 с гидравлическим приводом, трех перегрузчиков 2, 3 и 4 с гидроприводом поворотного стола 5 с механизмом захвата кассеты 6, установленного по оси движения кассеты 6 со стержнями 7, опрокидывающимися в ванну 8 окраски, двух реакторов 9 и 1О для приготовл&ния и автоматической подачи суспензии противопригарного покрытия, камеры 11 сушки. На ванне 8 окраски смонтирована подвижная рама 12, шарнирно соедине ная с поворотным столом 5. Кассета 6, в свою очередь, состоит из несущей рамы 13 с укрепленными на ней неподвижными полугнездами 14, подвижных траверс 15 с подпружиненными полугнеэ дами 16, жестко соединенными с полвижными стержнями 17. Поворотный стол снабжен механизмом 18 захвата к упором 19. Механизированная поточная линия окраски литейных стержней работает еледующим образом. В кассету 6 устанавливаются литейные стержни 7 (по 16 стЬржней в кассо те) знаковой частью вниз (знаковые части прижимаются подпружиненными полугнездами). С помощью напольного шагового транспортера 1 кассета 6 транспортируется до конечного переключателя перегрузчика 2. Перегрузчик 2 перем&щает кассету со стержнями до конечного переключателя 3, который, в свою оч&редь, переталкивает кассету в механизм 18 захвата поворотного стола 5, Поворотом на 180 в вертикальной плоскости поворотный стол 5 переносит кассету 6 в ванну 8 окраски, ориентируя стержни 7 знаками вверх, при этом в процессе поворота кассеты 6 подвижные стержни 17, освобожденные от упора 19, через траверсы 15 прижимают подвижные полугнезда 16 к неподвижным полугнездам 14 и тем самым наделано удерживают литейные стержни 7 в перевернутом положении. Затем подвижная рама 12, поворотный стол 5 вместе с кассетой 6 опускаются до требуемого уровня окраски стержня 7 (знаковая часть не окрашивается). После заданной вьздержки подвижная рама 12 поднимает ся в исходное положение и после вьщержки, необходимой для стекания излишков суспензии, поворотный стол 5 возвращается в исходное положение. Очередная кассета перегрузчиком 3 сталкивается на поворотный стол 5, а кассета с окрашенными стержнями переталкивается в камеру 11 сушки, в которой при 80-100 С осуществляется сушка окрашенных стержней. Кассета с просушенными стержнями на выходе из камеры сушки перемешается перегрузчиком 4 к позиции выгрузки, где из нее извлекаются литейные стери ни и отправляются на скдад готовой хфодукцин. Освободившаяся кассета напольНБ1М шаговым транспортером 1 перемешается на позицию укладки стержней. Внедрение механизированной поточной линии окраски литейных стержней позволит повысить качество окраски, а следовательно, и качество отливок корпусных деталей, снизить трудоемкость изготовленная в 1,5-1,7 раза, высвободить 20 чел. основных рабочих и получить экономический эффект свыше 160 тыс. руб, от внедрения одной механизированной линии. Формула изобретения 1. Механизированная поточная линия окраски литейных стержней, содержащая установленные по ходу технологического процесса ванну окраски о рамой и. кам&ру сушки, связанные траТнспортными средствами с кассетами для литейных стержней, отличающаяся тем, что, с целью повьпиенйя производительности труда н качества нанесения покрытия, она снабжена поворотным в вер тикальной плоскости столом с механизмом захвата кассеты для литейных стержней, устан6вле1шым соосно с камерой сушки и шарнирно закрепленным на раме ванны окраски. 598 Линия по п., отлнчающая с я тем, что кассета для питейных стержней снабжена подвижными стерлбнями, неподвижными полугнеадами и подвижными траверсами с подпружиненными полугнездами, жестко соединенными с подвижнь1ми стержнями. Источники информации, щ}шштые во внимание при экспертизе 2 1. Авторское свидетельство СССР № 728980, кл. В 22 С 23/02, 1978. ,j .2 Чугунно-литейное проиаводство,Опыт Волжского автозавода. Под ред. А. М. Тарасова, М., Специализиро. информационный центр по технологии автомобилестроения, 1972, с. 168-169.

| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортная система | 1988 |
|
SU1572945A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Установка для съема кирпича с по-лОчНОй ВАгОНЕТКи и уКлАдКи ЕгО НАпЕчНую ВАгОНЕТКу | 1978 |
|
SU837887A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| Линия для изготовления литейных стержней | 1981 |
|
SU969430A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Механизированная поточная линия | 1978 |
|
SU766807A1 |
Извлечение стержней
Фиг.1 5у{(кладка стержней
Put-3
