Изобретение относится к тяжелому машиностроению и может быть испопь- зовано для оборудования поточных автоматических линий обработки и сборки
Целью изобретения является автоматизация процесса кассетирования и ориентированной подачи кассет из магазинов в установку для термомагнитной обработки.
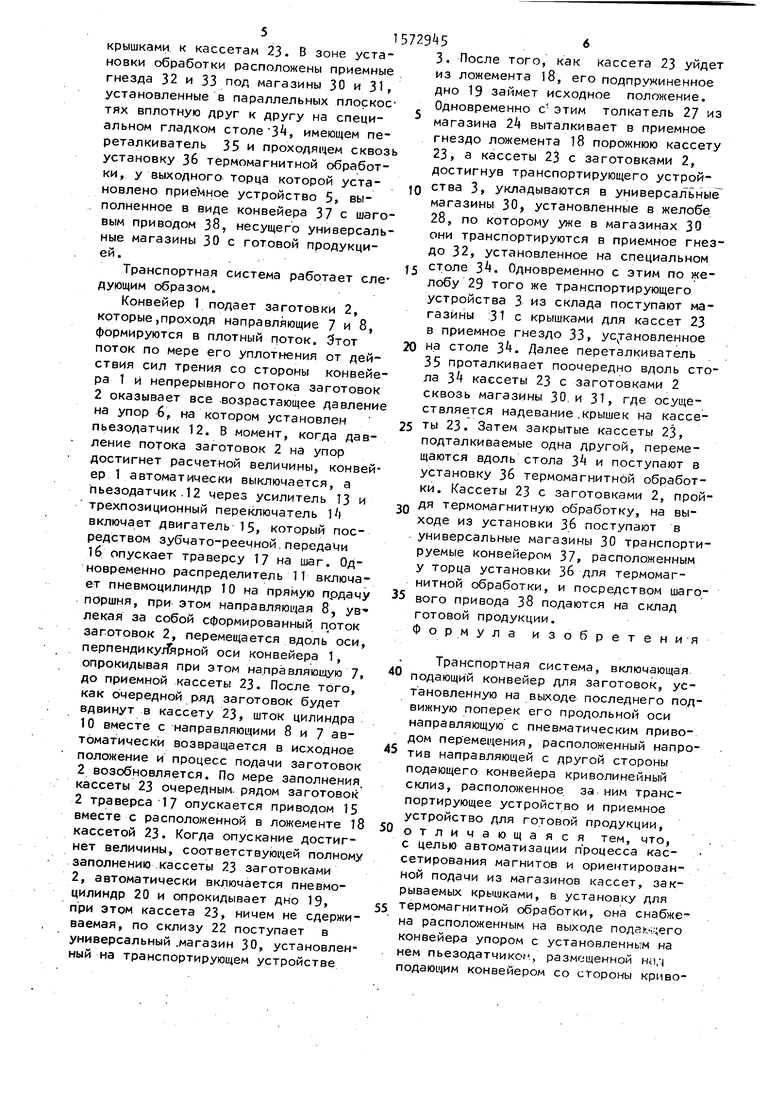
На фиг, 1 изображена транспортная система, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. Z - вид Б на фч г. 1 .
Транспортная система включает установленные по ходу технологического процесса подающий конвейер 1 для заготовок 2, транспортирующее устройство 3 установку 4 обработки и приемное устройство 5 для готовой продукции. Конвейер 1, несущий заго товки 2, имеет установленный в его конце упор 6 с направляющими 7 и 8, формирующими плотный поток заготовок 2, при этом направляющая установлена с возможностью принудительного поворота заготовками 2, а направляющая 8 поперечного перемещения вдоль оси, перпендикулярной продольной оси тягового органа 9 конвейера 1, и снабжена пневматическим приводом перемещения,, выполненным в виде пневмоцилиндра 10 с промышленной пневмо- системой. На упоре 6 смонтирована следящая система, представляющая собой электрически соединенный с управляющим реле распределителя 11 пье
зодатчик 12, а также посредством усилителя 13 и трехпозиционного переключателя 14 - с приводом вертикального перемещения в виде шагового реверсивного двигателя 15, который кинематически посредством зубчато- реечной передачи 16 соединен с подвижной траверсой 17, установленной у окончания конвейера 1, на которой закреплен ложемент 18 кассеты, имеющий подпружиненное дно 19, установленное с возможностью поворота вокруг
оси, параллельной оси конвейера 1, и снабженный приводом его опрокидывания, выполненным в виде пневмоцилиндра 20 с четырехлинейным двухпозиционным распределителем 21 автоматического действия„ У основания ложемента 18 кассеты установлен криволинейный склиз 22, несущий кассеты 23 с заготовками 2, нижний конец которого опирается на раму транспортирующего устройства 3.
В плоскости, параллельной плоскости ложемента 18 кассеты, жестко закреплен магазин 24 подачи Порожних кассет 23, выполненный в виде корпуса 25 с подпружиненной крышкой 26 и толкателя 27, установленного в нем с возможностью перемещения вдоль оси, параллельной плоскости ложемента 18 кассеты.
Транспортирующее устройство 3 содержит два наклонных желоба 28 и 29, транспортирующих соответственно универсальные магазины 30 с загруженными кассетами 23 и магазинами 31 с
крышками к кассетам 23. В зоне установки обработки расположены приемные гнезда 32 и 33 под магазины 30 и 31, установленные в параллельных плоское тях вплотную друг к другу на специальном гладком столе 3k, имеющем пе- реталкиватель 35 и проходящем сквоз установку 36 термомагнитной обработки, у выходного торца которой установлено приемное устройство 5, выполненное в виде конвейера 37 с шаговым приводом 38, несущего универсальные магазины 30 с готовой продукцией.
Транспортная система работает следующим образом.
Конвейер 1 подает заготовки 2, которые,проходя направляющие 7 и 8, формируются в плотный поток. Этот поток по мере его уплотнения от действия сил трения со стороны конвейера 1 и непрерывного потока заготовок 2 оказывает все возрастающее давлени на упор 6, на котором установлен пьезодатчик 12. В момент, когда давление потока заготовок 2 на упор достигнет расчетной величины, конвейер 1 автоматически выключается, а пьезодатчик 12 через усилитель 13 и трехпозиционный переключатель включает двигатель 15, который посредством зубчато-реечной передачи 16 опускает траверсу 17 на шаг. Одновременно распределитель 11 включает пневмоцилиндр 10 на прямую прдачу поршня, при этом направляющая 8, ув лекая за собой сформированный поток заготовок 2, перемещается вдоль оси, перпендикулярной оси конвейера 1, опрокидывая при этом направляющую 7. до приемной кассеты 23. После того, как очередной ряд заготовок будет вдвинут в кассету 23, шток цилиндра 10 вместе с направляющими 8 и 7 автоматически возвращается в исходное положение и процесс подачи заготовок 2 возобновляется. По мере заполнения. кассеты 23 очередным рядом заготовок 2 траверса 17 опускается приводом 15 вместе с расположенной в ложементе 18 кассетой 23. Когда опускание достигнет величины, соответствующей полному заполнению кассеты 23 заготовками 2, автоматически включается пневмоцилиндр 20 и опрокидывает дно 19, при этом кассета 23, ничем не сдерживаемая, по склизу 22 поступает в универсальный .магазин 30, установленный на транспортирующем устройстве
ь 0
56
3. После того, как кассета 23 уйдет из ложемента 18, его подпружиненное дно 19 займет исходное положение. Одновременно с этим толкатель 27 из магазина 2k выталкивает в приемное гнездо ложемента 18 порожнюю кассету 23, а кассеты 23 с заготовками 2, достигнув транспортирующего устройства 3, укладываются в универсальные магазины 30, установленные в желобе 28, по которому уже в магазинах 30 они транспортируются в приемное гнездо 32, установленное на специальном
|г столе 3. Одновременно с этим по желобу 29 того же транспортирующего устройства 3 из склада поступают магазины 31 с крышками для кассет 23 в приемное гнездо 33, установленное
20 на столе . Далее переталкиватель 35 проталкивает поочередно вдоль стола 3 кассеты 23 с заготовками 2 сквозь магазины 30 и 31, где осуществляется надевание .крышек на кассе25 ты 23. Затем закрытые кассеты 23, подталкиваемые одна другой, перемещаются вдоль стола 3 и поступают в установку 36 термомагнитной обработки. Кассеты 23 с заготовками 2, прой30 дя термомагнитную обработку, на выходе из установки 36 поступают в универсальные магазины 30 транспортируемые конвейером 37, расположенным у торца установки 36 для термома - нитной обработки, и посредством шагового привода 38 подаются на склад готовой продукции. Формула изобретения
35
0
5
0
5
Транспортная система, включающая подающий конвейер для заготовок, установленную на выходе последнего подвижную поперек его продольной оси направляющую с пневматическим приводом перемещения, расположенный напротив направляющей с другой стороны подающего конвейера криволинейный склиз, расположенное за ним транспортирующее устройство и приемное устройство для готовой продукции, отличающаяся тем, что, с целью автоматизации процесса кас- сетирования магнитов и ориентированной подачи из магазинов кассет, закрываемых крышками, в установку для термомагнитной обработки, она снабжена расположенным на выходе подаь;его конвейера упором с установленном на нем пьезодатчиком, размещенной Нс),ч подающим конвейером со стороны криволинейного склиза поворотной- от воздействия заготовок направляющей, расположенными в зоне передачи изделий с подающего конвейера на криволинейный склиз магазином подачи порожних кассет и траверсой с подпружиненным ложементом для кассет, установленным посредством оси, параллельной продольной оси подающего конвейеpa, с возможностью поворота в направлении к криволинейному склизу, с приводом вертикального перемещения и с приводом опрокидывания подпружиненного ложемента, выполненным в виде пневмоцилиндра с четырехлинейным двух позиционным распределителем, и размещенным между транспортирующим и приемным устройствами и проходящим через установку для термической обработки столом с переталкивателем и приемными гнездами для магазинов, расположенными напротив транспортирующего устройства вплотную друг к другу, при этом транспортирующее устройство выполнено в виде двух наклонных желобов соответственно для перемещения магазинов под кассеты и магазинов под крышки к кассетам, магазин подачи порожних кассет выполнен в виде корпуса с подпружиненной крышкой и толкателя, установленного с возможностью перемещения вдоль продольной оси подпружиненного ложемента, а привод вертикального перемещения траверсы - в виде связанного электрически с пьезодатчиком посредством усилителя и трехпозиционного переключателя шагового реверсивного двигателя, соединенного с траверсой посредством зубчато-реечной передачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Устройство для накопления заготовок | 1982 |
|
SU1060285A1 |
| Автомат для сборки и сварки угловых швов деталей таврового сечения | 1971 |
|
SU381255A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| ПОТОЧНАЯ АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2009042C1 |
| Устройство для лужения выводов радиоэлементов | 1990 |
|
SU1787717A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Полуавтомат для клепки тормозных колодок | 1984 |
|
SU1224083A1 |
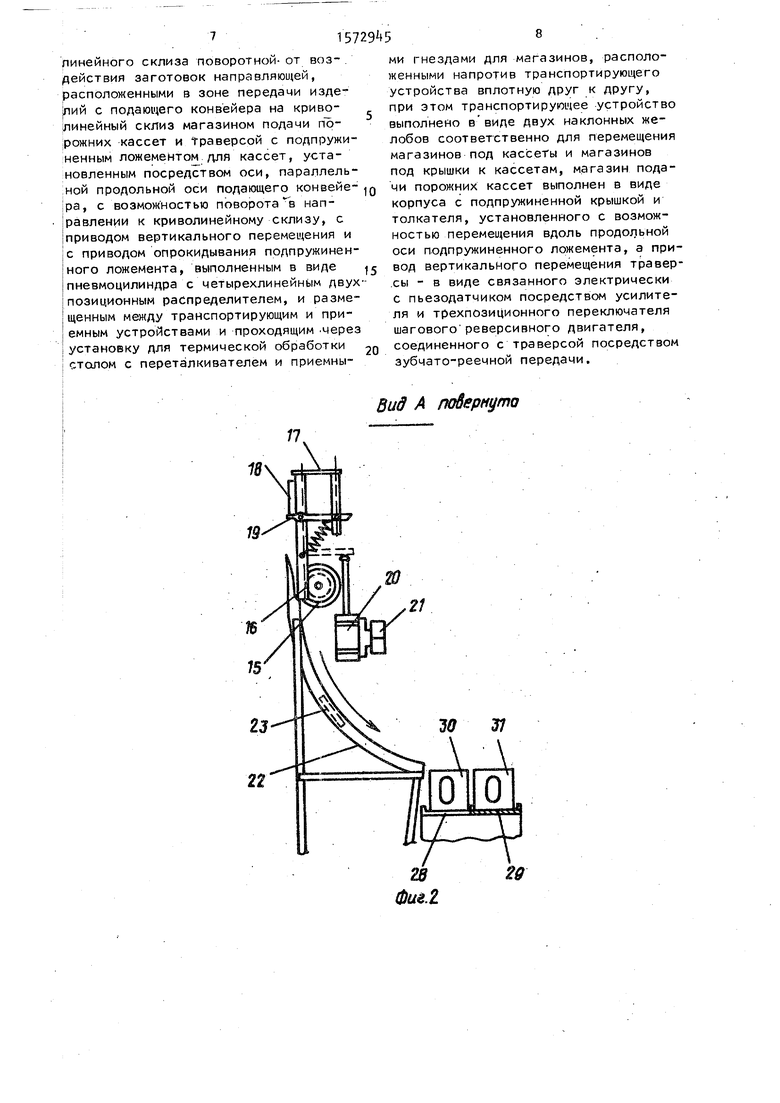

Изобретение относится к тяжелому машиностроению и позволяет автоматизировать процесс кассетирования магнитов и ориентированную подачу из магазинов (М) кассет. Система содержит подающий конвейер (К) 1 для заготовок 2, установленную на его выходе подвижную поперек его продольной оси направляющую (Н) 8 с пневматическим приводом перемещения, расположенный с другой стороны К 1 напротив Н 8 криволинейный склиз 22, расположенное за ним транспортирующее устройство 3 в виде наклонных желобов 28, 29, стол 34 и приемное устройство 5 для готовой продукции. На выходе К 1 установлен упор 6 с пьезодатчиком 12, а над К 1 с противоположной от Н 8 стороны установлен М 24 подачи порожних кассет 23, состоящий из корпуса 25 с подпружиненной крышкой 26 и толкателем 27. Между Н 7 и склизом 22 установлена траверса, соединенная через зубчато-реечную передачу с приводом вертикального перемещения, выполненного в виде шагового реверсивного двигателя, электрически связанного с пьезодатчиком 12 через усилитель 13 и трехпозиционный переключатель 14. На траверсе 17 установлен на оси , параллельной продольной оси К 1, подпружиненный ложемент 18 для кассет 23. Ложемент имеет привод опрокидывания, выполненный в виде пневмоцилиндра с четырехлинейным двухпозиционным распределителем. Стол 34 проходит через установку для термической обработки 36 и имеет переталкиватель 35 и расположенные напротив устройства 3 вплотную друг к другу приемные гнезда 32, 33 соответственно для М 30, 31. Изделия 2 подаются К 1 к упору 6 и при срабатывании пьезодатчика 12 переталкиваются Н 8 на поданную из М 24 в ложемент 18 кассету 23. После включения привода опрокидывания ложемента 18 кассета 23 передается на склиз 22, а с него попадает в М 30, установленный в желобе 28. По желобу 29 подается М 31 с крышками. Затем М 30, 31 поступают в гнезда 32, 33 и из них переталкивателем 35 кассеты 23, расположенные в крышках, передаются через установку 36 в М 30 на устройство 5. 3 ил.
Вид А повернуто
37,
35
////////////,
Фиг.З
г
///////////////////t.
| Устройство для ориентации и подачи деталей | 1981 |
|
SU977323A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для ориентированной подачи штучных изделий | 1978 |
|
SU776968A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| ($k) ТРАНСПОРТНАЯ СИСТЕМА | |||
