(54) УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ПАНЕЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формообразования панелей | 1986 |
|
SU1333440A2 |
| Штамп для обтяжки с растяжением листовых деталей | 1989 |
|
SU1690902A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| УСТАНОВКА ДЛЯ ФОРМИРОВАНИЯ ПРОДОЛЬНЫХ УГЛУБЛЕНИЙ НА ОБЕЧАЙКАХ | 2004 |
|
RU2264878C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ | 2001 |
|
RU2216421C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Машина для гидравлического формования сильфонов | 1977 |
|
SU704698A1 |
| ПРЕСС ГИДРОПУЛЬСАЦИОННО-ШАГОВОГО ДЕЙСТВИЯ | 1994 |
|
RU2101121C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272710C1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1999 |
|
RU2174056C2 |
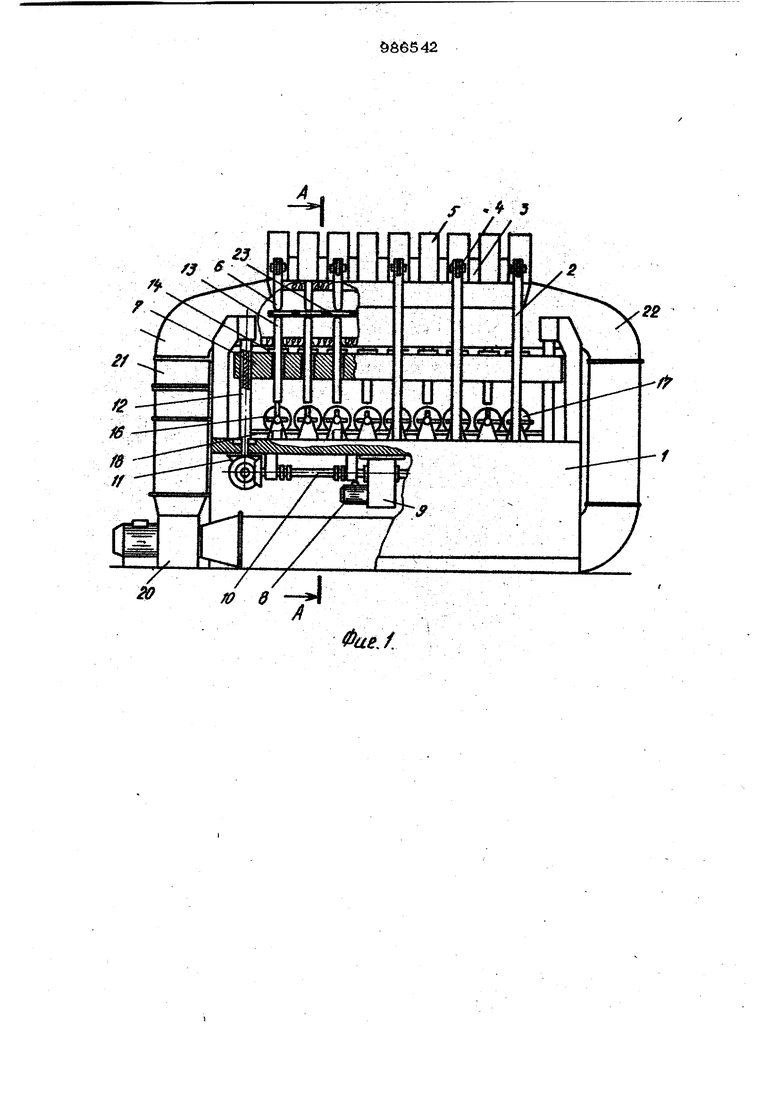
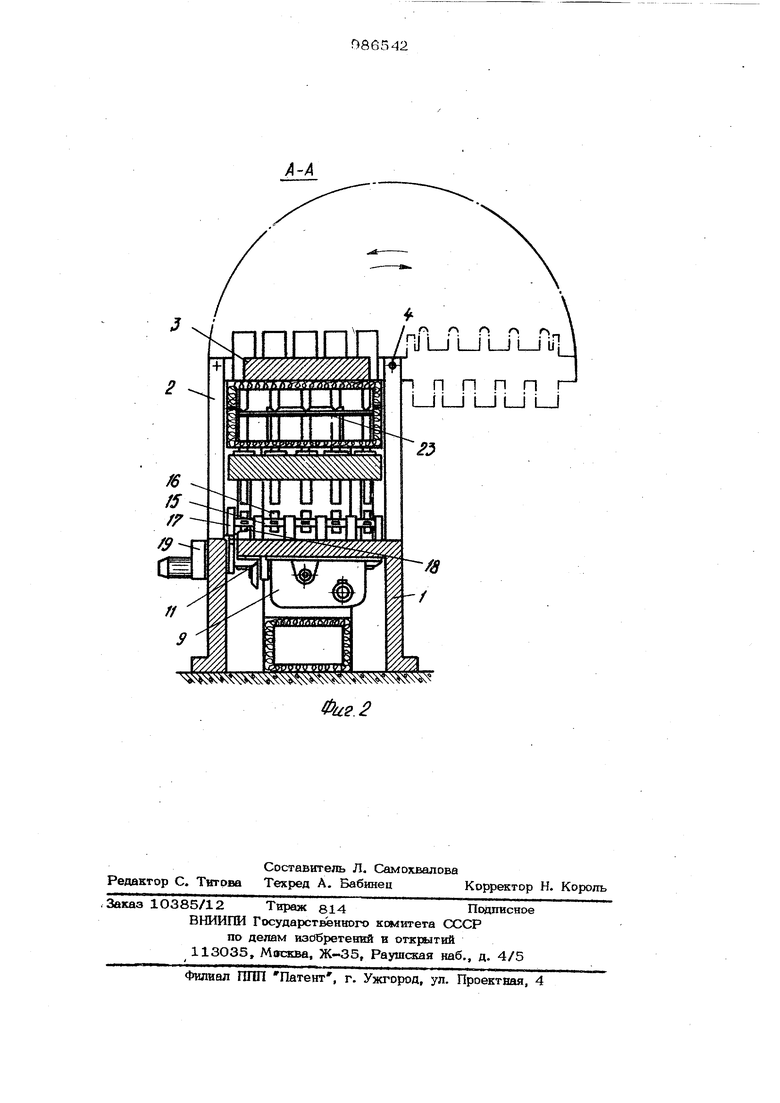
Изобретение относится к обработке металлов давлением и может быть испол аовано для формообразования толстолиотовых обшивок и панелей переменной жесткости. Известно устройство для гибки судов обшивки, содержащее механизм нагружу ния, выполненный в виде гвдрощшиндров штоки которых являются верхними пуа сонами, и нижнюю опорную плиту с нижними опорными пуансонами, установленными соосно со штоками гидроцияиндров и выполненными каждый с индквидуаш ным приводом .ТНедостатком известного устройства является низкое качество изделий, им&ющих переменную жесткость из-за н равгомерного распределения напряжений растяжения при формообразовании. Целью изобретения является повыше ние качества деталей переменной жест кости за счет равномерного распределения напряжений при формовке. С ЭТОЙ целью устройство для формс образования панелей, содержащее меха- низм нагружения, выполненный в виде гидротшиндров, штоки которых являются пуансонами, и отгорную плиту, в отверстиях которой размещены опоры в виде стержней, установленные соосно со штоками гидротшлиндров, снабжено нагреватет ным узлом и . корпусом с огкидной крышкой, гидроцилиндры закреплены аз этой крышке, а опорная плита с опорами размш1юва внутри корпуса, при атом опоры выполнены с буртами, контактирующими с верхней поверхностью плиты, и .снабжены копирами, взаимодействующими с их нижними торцами, а опорная штата установлена с возможностью вертикального пер0«1ещевия. На фнг. 1 вэображено устройство, вид сбоку; ва фвг. 2 - разрез А-А на фвг; 1. Устройство содержит корпус, состояппасй из освовавия 1, стоек 2 и откидной крликки 3, которая крепится к стойкам шарвв.г раьги 4 с одной стороны и замками (не показаны) с другой стороны. К откидной крз1шке крепятся гндрототандры 5 со што ками б, образующие мехашим нагружения Опорная штата 7 снабжена приводсм вертикального перемещения, который состоит вз электродвигателя 8, редуктора 9, валов 10, коикческих передач 11 и ходовых винтов 12, установленных по углам опорной плиты. В отверстиях опорной плиты 7 соооно со штоками гидроцилиндров распопож& ны опоры 13, опирающиеся на шдату буртами 14. Под каждым рядом опор устано лены копиры, выполненные в виде многоопорного вала 15 с ограничителями 16 хода опор. Высотой ограничителей хода задается форма изделия. Для синхронной смены ограничителей хода опор валы 15 копиров соединены шестернями 17 и аубчатой рейкой 18 между собой с првн водом поворота опор 19. Система нагрева состоит из вентилятора 2О, калор фера 21 и теплоизолированных воздухо водов 22. Откидная крышка 3 вместе с гидрошищндрами 5 и частыо воздухорода может откидываться на шарнирах 4 (см. фиг. 2) для загрузки или выгрузки панели 23 из устройства. Устройство работает следующим образом. Панель 23 .устанавливают на опоры 13, закрывают откидной крышкой 3, Kt Topyjo скрепляют со стойками 2 замками. Штсжами 6 гидрошшивдров 5 фиксируют панель 23 на опорах 13 и, вклю« чив систему нагрева, нагревают заготовку до необходимой температуры. Затем нагружают заготовку усилиями, cooTBei ствующими жесткости в каждой зоне и включают привод вертикального перемещения. Опорная плита 7 вместе с опордми 13 панелью 23 и штоками б начинает перемещаться вниз ходовыми винтами 12. После касания какой-либо опорой ограничителя хода опоры 16 она останавливается, а остальные продолж ют движение вместе с опорной плитой 7, изгибая панель. Напряжения растяжения в заготовке при этом будут зависеть от усилия пздроцилиндра, расположенного над опорой. После остановки всех опор ограничителями хода панель примет }юрму, заданную копиром. Привод вертикального перемещения и систему нагр&ва выключают, штоки б поднимают в верхнее положение, откдавают аткидную К1а.1шку 3, вынимают панель 23. Приводом вертикального перемещения воовращают опорную плиту в первоначальное положение. При необходимости проводить формообразование панели с другой заданной формой приводом, поворота опор 19 разворачивают валы 15, подводя под опоры 13 ох нйчители хода опор 16 другой длины. Затем в устройство загружают следующую панель. Внедрение заявляемого устройства позволит повысить качество изделий и снизить процент брака изделий с переменной жесткостью за счет более равномерного распределения напряжений по заготовке при формообразовании. Формула изобретения Устройство для формообразования панелей, содержащее механизм нагружения, выполненный в виде гидроцилиндров, штоки которых являются пуансонами, и caiopную плиту, в отверстиях которой размещены опоры в виде стержней, установленные соосно со штоками гидроциливдров, отличающееся тем, что, с целью повышения качества деталей пере менной жесткости за счет равномерного распределения напряжений при формовке, устройство снабжено нагревательным узч. лом и закрытым корпусом с откидной крышкой, гидроцилиндры закреплены на этой кртшке, а опорная плита с опорвмя размещена внутри корпуса, при этом опоры выполнены с буртами, контакт рующкмн с верхней поверхностью опорной плиты, и снабжены копирами, взаимоде& сгвуюЩ1 ми с их нижними торцами, а опорная плита установлена с возможностью вертикального перемещения. Источники информации, принятые во внимание при вксперт«Еэё 1. Патент Японии, кл. 12С 3131 № 52-5018, шублвк. 09.02.77 (прототип). /-:
0aef «
е.
