Изобретение относится к обработке металлов давлением, может быть использовано для формообразования толстолистовых обшивок и панелей переменной жесткости, и является усовершенствованием известного устройства по основному авт. св. № 986542.
Цель изобретения - повышение качества формообразования деталей.
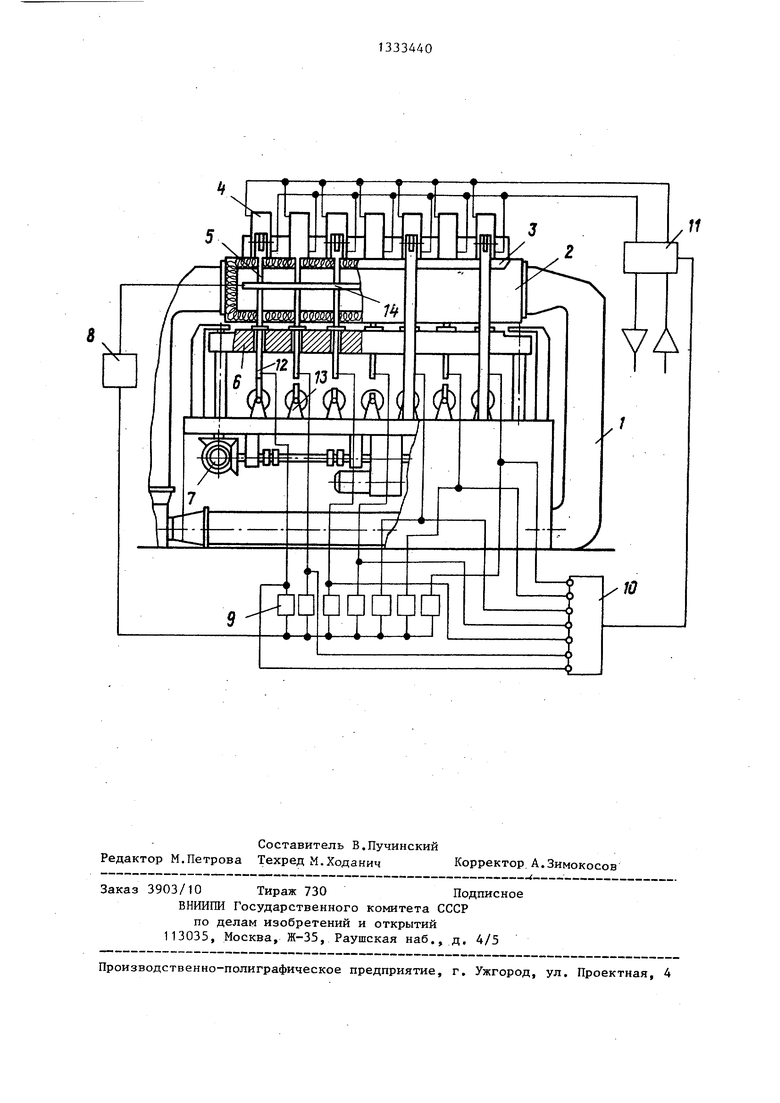
На чертеже приведена функциональная схема предлагаемого устройства.
Устройство содержит нагревательный узел 1, корпус 2 с откидной крышкой 3, гидроцилиндры 4 со штоками 5, образующие механизмы нагружения,опорную плиту 6 с приводом 7 вертикального перемещения, источник 8 напряжения, сигнализатор 9, выполненныр, о например, в виде лампочки, элемент ИЛИ 10, устройство 11 автоматического регулирования давления.
В отверстиях опорной плиты 6 соос- но со штоками гидродилиндров 4 распо
ложены опоры 12 с буртами. Под каждым 25 лизаторов 9 панель примет форму, зарядом опор установлены ограничители 13 хода. Высотой ограничителей хода задается форма деталей.
Источник 8 напряжения одним концом присоединен к панели 14, а другим через последовательно включенный сигнализатор 9 - к опоре 12. Каждая опора соединена с инверсным входом элемента ИЛИ 10, выход которого подключен к управляющему входу устройст- тированного совпадения формы детали
5О i
ва 11 автоматического регулирования давления.
Устройство работает следующим образом.
Ограничителями 13 хода опор задается форма детали. Панель 14 устанавливают на опоры 12, закрывают откидную крышку 3. Штоками 5 гидроцилиндров 4 фиксируют панель 14 на опорах
40
с формой, заданной ограничителями хода.
Формула изобретения
Устройство для формообразования панелей по авт. св. № 986542, отличающееся тем, что, с целью повышения качества деталей,в
12 и, включив систему нагрева, нагре- него введены устройство автоматичес- вают панель до необходимой температу- кого регулирования дайления, уста- ры
, Включают источник 8 напряжения и, если хотя бы одна из опор 12 не соприкасается с панелью 14, то через инверсный вход элемента ИЛИ 10 подается сигнал на управляющий вход устройства 11 автоматического регулирования давления и давление в гидроцилиндрах 4 повьш1ается до тех пор, пока все опоры не соприкоснутся с панелью 14. При этом давление в гид50
55
новленное в цепи питания гидро:ци- линдров, сигнализатор, элемент ИЛИ, источник напряжения, один конец которого присоединен к детали, а другой через последовательно включенный сигнализатор - к каждой опоре, соединенной с инверсным входом элемента ИЛИ, выход которого подключен к управляющему входу устройства автоматического регулирования давления.
0
роцилиндрах 4 фиксируется устройством 11 автоматического регулирования давления на заданном уровне и все сигнализаторы 9 включены. Включают привод 7 вертикального перемещения. Опорная плита 6 вместе с опорами 12 начинает перемещаться вниз. Панель 14 под действием гидроцилиндров 4 начинает деформироваться, повторяя форму, заданную опорами 12.
Во время формообразования в тех местах панели, где задана наибольшая величина деформации или имеется локальное увеличение жесткос,ти, из-за недостаточной величины усилия формообразования появляется зазор между опорой 12 и панелью. При этом элемент ИЛИ 10 включает устройство 11 автоматического регулирования и происходит увеличение давления в гидроцилиндрах 4 до устранения зазора.После остановки всех опор 12 ограничителями 13 хода и включения всех сигна0
данную ограничителями 13 хода. Затем привод вертикального перемещения и |систему нагрева выключают, гидроцилиндры 4 поднимают в верхнее положение , открывают крышку 2 и вынимают панель. .
Использование изобретения позволяет повысить качество деталей и исключить доводочные работы за счет гаранi
с формой, заданной ограничителями хода.
Формула изобретения
Устройство для формообразования панелей по авт. св. № 986542, отличающееся тем, что, с целью повышения качества деталей,в
него введены устройство автоматичес- кого регулирования дайления, уста-
новленное в цепи питания гидро:ци- линдров, сигнализатор, элемент ИЛИ, источник напряжения, один конец которого присоединен к детали, а другой через последовательно включенный сигнализатор - к каждой опоре, соединенной с инверсным входом элемента ИЛИ, выход которого подключен к управляющему входу устройства автоматического регулирования давления.
53ffi
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формообразования панелей | 1981 |
|
SU986542A1 |
| Способ формообразования деталей из высокопрочных алюминиевых сплавов | 1980 |
|
SU933790A1 |
| Устройство для термофиксации крупногабаритных деталей | 1979 |
|
SU854502A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЯЧЕИСТЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2050239C1 |
| Растяжно - обтяжной пресс | 1989 |
|
SU1738426A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ | 2001 |
|
RU2216421C2 |
| Способ формообразования деталей | 1981 |
|
SU967613A1 |
| УСТРОЙСТВО ФОРМОВАНИЯ | 2002 |
|
RU2251464C2 |
| Устройство для изготовления деталей двойной кривизны | 1979 |
|
SU872054A1 |
| Штамп для формообразования панелей | 2019 |
|
RU2707024C1 |
Изобретение относится к обработке -металлов давлением и может быть использовано для формообразования толстолистовьк обшивок и панелей переменной жесткости. Цель изобретения - повышение качества формообразования деталей. Устройство содержит нагревательный узел, механизм нагружения, выполненный в виде гидроцилиндров (Г), опоры с буртами в виде стержней, размещенные в отверстиях опорной плиты, имеющей возможность вертикального перемещения, ограничители хода опор. Имеется также устройство автоматического регулирования давления (УАРД), установ- ,ленное в цепи питания Г, сигнализа- .тор, элемент ИЛИ, источник напряжения. Источник напряжения подключен одним концом к детали, а другим через последовательно включенный сиг- : нализатор - к каждой опоре, которая соединена с инверсным входом элемента ИЛИ. Выход элемента ИЛИ подключен к управляющему входу УАРД. В процессе формообразования при появлении зазора между деталью и фор- мозадающими опорами элемент ИЛИ вклю- .чает УАРД, при этом давление в Г будет возрастать до тех пор, пока не устранится зазор. Окончание процесса формообразования происходит при включении всех сигнализаторов. 1 ил. (3 00 со 00
Составитель В.Пучииский Редактор М.Петрова Техред М.Ходанич Корректор. А.Зимокосов
Заказ 3903/10 Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Прибор для проверки центров паровозных осей | 1925 |
|
SU9865A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ,(54) УСТРОЙСТВО ДПЯ ФОРМООБРАЗОВАНИЯ ПАНЕЛЕЙ | |||
| . | |||
