(5) УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ БИМЕТАЛЛИЧЕСКИХ . ИЗДЕЛИЙ ИЗ-ПОРОШКОВ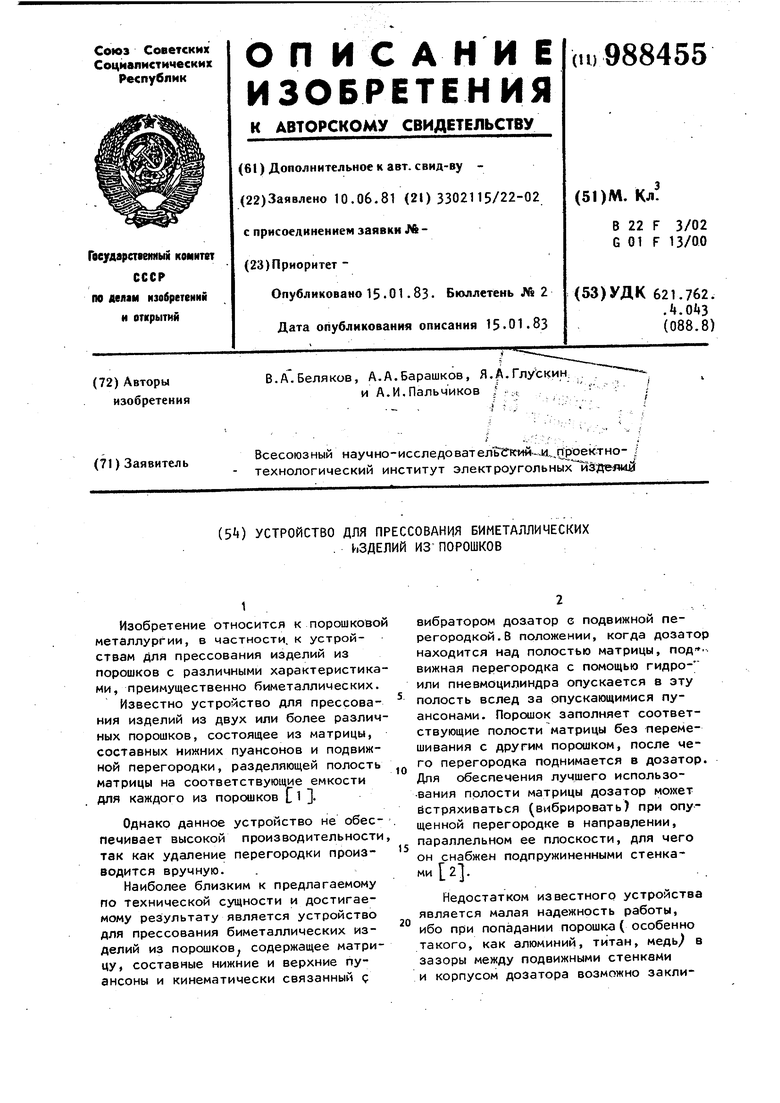
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования изделий из порошка | 1990 |
|
SU1776489A1 |
| Многоместная пресс-форма для прессования порошка | 1982 |
|
SU1036450A1 |
| РОТОРНАЯ МАШИНА ДЛЯ ПРЕССОВАНИЯ ПОСТОЯННЫХ МАГНИТОВ ИЗ ПОРОШКОВ СПЛАВА НЕОДИМ-ЖЕЛЕЗО-БОР | 1992 |
|
RU2043929C1 |
| Устройство для прессования биметаллических изделий из порошка | 1988 |
|
SU1569079A1 |
| Устройство для прессования биметаллических изделий из порошков | 1987 |
|
SU1507538A1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
| Устройство для прессования изделий из порошков | 1989 |
|
SU1734949A1 |
| Пресс-форма для изготовления анизотропных ферромагнитных изделий | 1981 |
|
SU986591A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ЦЕЛЬНОПРЕССОВАННЫХ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111086C1 |
| Способ изготовления многослойных изделий и устройство для его осуществления | 1980 |
|
SU935214A1 |
1
Изобретение относится к порошковой металлургии, в частности, к устройствам для прессования изделий из порошков с различными характеристиками, преимущественно биметаллических.
Известно устройство для прессования изделий из двух или более различных порошков, состоящее из матрицы, составных нижних пуансонов и подвижной перегородки, разделяющей полость матрицы на соответствующие емкости для каждого из порошков С ООднако данное устройство не обеспечивает высокой производительности, так как удаление перегородки производится вручную.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для прессования биметаллических изделий из порошков содержащее матрицу, составные нижние и верхние пуансоны и кинематически связанный с
вибратором дозатор с подвижной перегородкой. В положении, когда дозатор находится над полостью матрицы, под вижная перегородка с помощью гидро- или пневмоцилиндра опускается в эту полость вслед за опускающимися пуансонами. Порошок заполняет соответствующие полости матрицы без перемешивания с другим порошком, после че го перегородка поднимается в дозатор.
10 Для обеспечения лучшего использования полости матрицы дозатор может йстряхиваться (вибрировать) при опущенной перегородке в направлении, параллельном ее плоскости, для чего
15 он снабжен подпружиненными стенками 2.
Недостатком известного устройства является малая надежность работы,
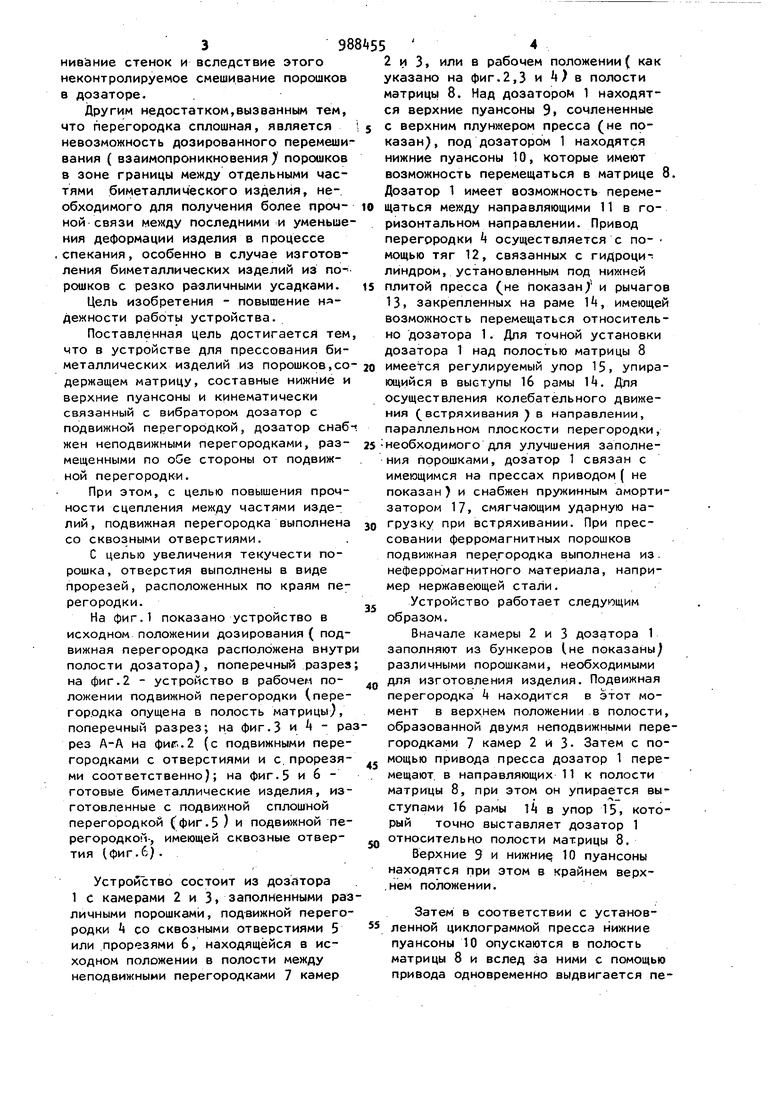
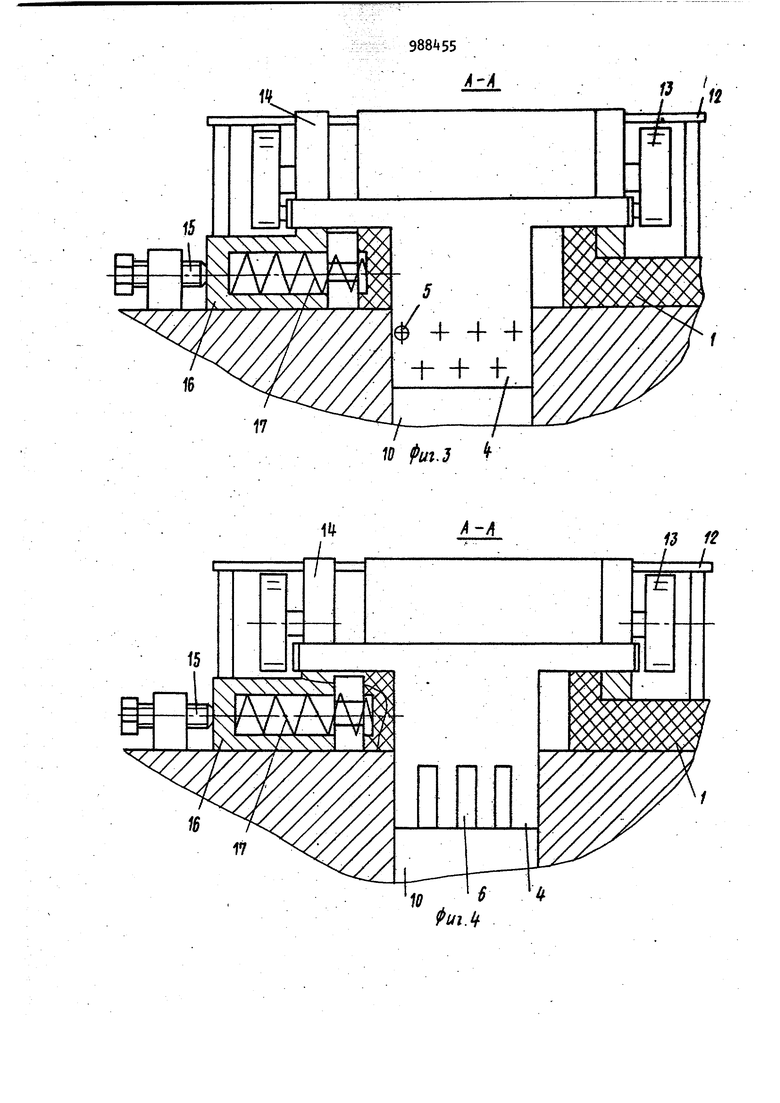
20 ибо при попадании порошка( особенно такого, как алюминий, титан, медь в зазоры между подвижными стенками и корпусом дозатора возможно закли9нивйние стенок и вследствие этого неконтролируемое смешивание порошков в дозаторе. Другим недостатком,вызванным тем, что перегородка сплошная, является невозможность дозированного перемеши вания ( взаимопроникновения ) порошков в зоне границы между отдельными частями биметаллического изделия, необходимого для получения более прочной связи между последними и уменьше ния деформации изделия в процессе . спекания, особенно в случае изготовления биметаллических изделий из по- рошков с резко различными усадками. Цель изобретения - повышение н дежности работы устройства. Поставленная цель достигается тем что в устройстве для прессования биметаллических изделий из порошков,со держащем матрицу, составные нижние и верхние пуансоны и кинематически связанный с вибратором дозатор с подвижной перегородкой, дозатор снаб жен неподвижными перегородками, размещенными по oGe стороны от подвижной перегородки. При этом, с целью повышения прочности сцепления между частями изделий, подвижная перегородка выполнена со сквозными отверстиями. С целью увеличения текучести порошка, отверстия выполнены в виде прорезей, расположенных по краям перегородки. На фиг.1 показано устройство в исходном положении дозирования ( подвижная перегородка расположена внутр полости дозатора), поперечный разрез на фиг.2 - устройство в рабочем положении подвижной перегородки (перегородка опущена в полость матрицы), поперечный разрез; на фиг.З и - ра рез А-А на фиг..2 (с подвижными перегородками с отверстиями и с. прорезями соответственно); на фиг.5 и 6 готовые биметаллические изделия, изготовленные с подвижной сплошной перегородкой (фиг.5 ) и подвижной перегородкой-, имеющей сквозные отвертия (фиг.6). Устройство состоит из дозатора 1 с камерами 2 и 3, заполненными раз личными порошками, подвижной перего родки k со сквозными отверстиями 5 или прорезями 6, находящейся в исходном положении в полости между неподвижными перегородками 7 камер 4 2 и 3, или в рабочем положении( как указано на фиг.2,3 и А) в полости матриць 8. Над дозатором 1 находятся верхние пуансоны 9 сочлененные с верхним плунжером пресса (не прказан), под дозатором 1 находятся нижние пуансоны 10, которые имеют возможность перемещаться в матрице 8. Дозатор 1 имеет возможность перемещаться между направляющими 11 в горизонтальном направлении. Привод перегородки k осуществляется с по- мощью тяг 12, связанных с гидроцилиндром, установленным под них{ней плитой пресса (не показан/ и рычагов 13, закрепленных на раме 1, имеющей возможность перемещаться относительно дозатора 1. Для точной установки дозатора 1 над полостью матрицы 8 имеется регулируемый упор 15, упирающийся в выступы 16 рамы 1. Для осуществления колебательного движения (встряхивания J в направлении, параллельном плоскости перегородки, необходимого для улучшения заполнения порошками, дозатор 1 связан с имеющимся на прессах приводом ( не показан) и снабжен пружинным амортизатором 17, смягчающим ударную нагрузку при встряхивании. При прессовании ферромагнитных порошков подвижная пере.городка выполнена из. неферромагнитного материала, например нержавеющей стали. Устройство работает следующим образом. Вначале камеры 2 и 3 дозатора 1 заполняют из бункеров 1не показаны) различными порошками, необходимыми для изготовления изделия. Подвижная перегородка k находится в этот момент в верхнем положении в полости, образованной двумя неподвижными перегородками 7 камер 2 и 3. Затем с помощью привода пресса дозатор 1 перемещают. в направляющих 11 к полости матрицы 8, при этом он упирается вы..--Ч - ступами 16 рамы 1 в упор 15, который точно выставляет дозатор 1 относительно полости матрицы 8. Верхние 9 и нижни 10 пуансоны находятся при этом в крайнем верх.нем положении. Затем в соответствии с установленной циклограммой пресса нижние пуансоны 10 опускаются в по1гасть матрицы 8 и вслед за ними с помощью привода одновременно выдвигается перегородка k. Порошки из камер 2 и 3 дозатора 1 заполняют полость матрицы 8. При этом в зоне границы между отдельными частями изделия через отверстия 5 или прорези 6 в подвижной s перегородке k происходит дозированное перетекание hopOTiKOB.изодной полости матрицы 8 в другую(направление перетекания и его скорость может при необходимости регулировать- О я известными способами изменения екучести порошков, например, грауляцией и сечением отверстий или рорезей.
После опускания подвижной перего; t5 родки и пуансонов 10 в нижнее положение дозатор 1 для улучшения заполнения порошком полости матрицы совершает колебательные движения ; встряхивания с помощью привода и 20 амортизатора 17. Затем подвижную перегородку поднимают с помощью тяг 12 и рычагов 13, дозатор 1 отхо- дит в исходное положение, освобождая межштамповое пространство. Верхний 25 пуансон 9 опускается для осуществления прессования изделия.
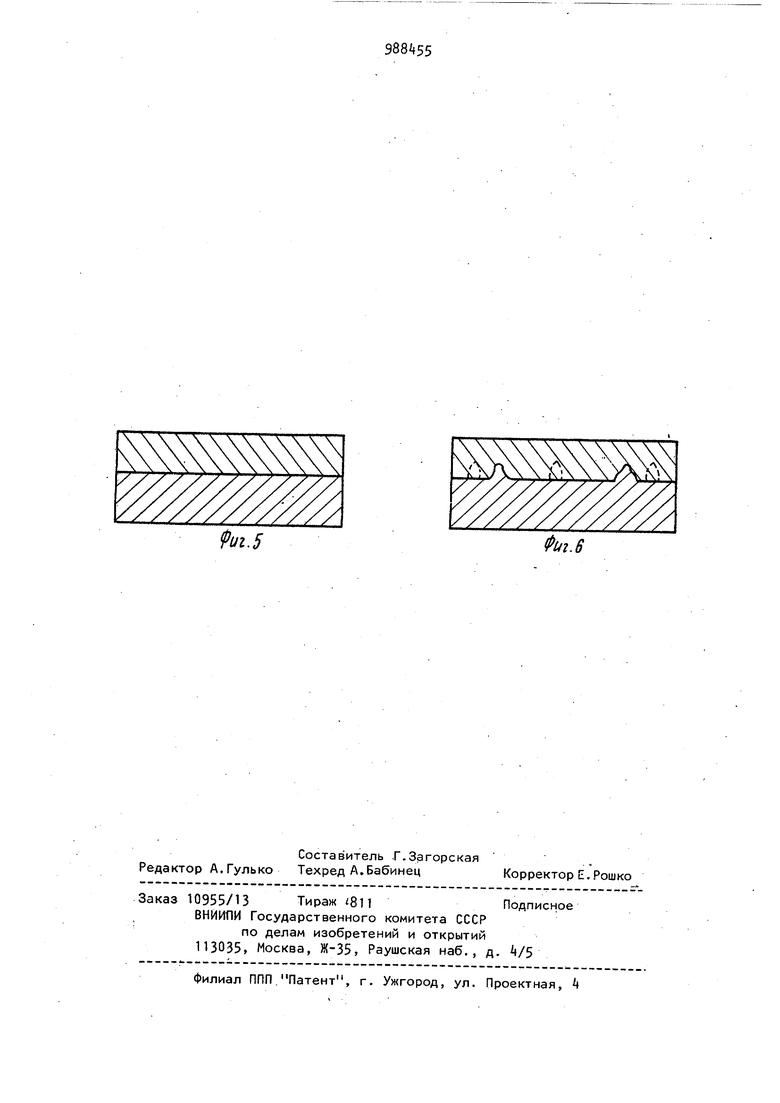
На фиг,5 и 6 показаны схемы биметалличейких пластин , полученных с помощью устройства со сплошной зо перегородкойД фиг.5 и перегородкой, имеющей отверстия (фиг.б) . На границе раздела во втором случае имеются выступы в виде шипов,существенно повышающие прочность связи между отдельными частями изделия.
При применении предлагаемого устройства уменьшается количество подвижных частей дозатора, непосредственно контактирующих с порошками, ис- , - ; ключается во.зможность перемешивания порошков в дозаторе в процессе встряхивания или вибрации последнего,т.е повышается надежность работы устройства. За счет дозированного перемешивания порошков в зоне границы Аежду отдельными частями изделия обеспечивается более высокая прочность связи между ними, т.е. улу1шается качество биметаллических изделий.
Формула изобретения
от подвижной перегородки.
Источники информации, принятые во внимание при экспертизе
W риг. IS 12
fut.S
Фиг.6
