(54) АВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ или ЛЕНТЫ | 1966 |
|
SU184236A1 |
| Автомат для изготовления деталей из проволоки | 1972 |
|
SU444592A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| Автомат для отрезки и гибки проволочных деталей | 1979 |
|
SU874246A1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |
| Автомат для отрезки и гибки проволочных деталей | 1960 |
|
SU136301A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| Автомат цепевязальный | 1980 |
|
SU925512A1 |
1
Изобретение относится к обработке металлов давлением, а более конкретно - к получению изделий из проволоки посредством гибки.
Известно устройство для формовки выводов микросхем, в котором изготовление скоб осуществляется исполнительными механизмами с возратно-поступательным движением, что определяет их низкую производительность 1.
Известен автомат для изготовления деталей из проволоки, содержащий механизм подачи, отрезки заготовки и гибки, причем всё механизмы работают в заданной последовательности, что снижает его производительность. 2.
Более высокая производительность может быть достигнута на устройствах непрерывного действия, например в автомате для изготовления скоб, в котором операция гибки осуществляется при непрерывном наматывании провода на оправку с помощью вращающейся планшайбы 3.
Недостатком устройства явояется необходимость перемотки провода со стандартной катушки на ступицу планшайбы, что
создает неудобства в работе и снижает производительность.
Наиболее близким к изобретению по технической сущности является автомат для изготовления деталей из проволоки, содержащий размещенные на корпусе держатель катущки с проволокой, механизм подачи проволоки и механизм съема готовых изделий с управляющим кулачком, поворотные гибочные оправки с рабочим выступом и отрезные втулки 4.
10
Недостатком устройства является последовательность операций подачи, гибки, резки и съема готового изделия, что снижает производительность автомата для изготовления деталей из проволоки.
Цель изобретения является увеличение
15 производительности.
Указанная цель достигается тем, что автомат для гибки проволоки, содержащий размещенные на корпусе держатель катушки с проволокой, механизм подачи прово20локи и механизм съема готовых изделий с управляющим кулачком, поворотные гибочные оправки с- рабочим выступом и отрезные втулки, он имеет закрепленные на корпусе сектор и упор, а гибочный механизм имеет роторную головку н жестко закрепленные на ней отрезные втулки, причем гибочные оправки установлены в отрезных втулках с возможностью поворота и на них жестко закреплены подпружиненные рычаги с толкателями для взаимодействия с упорным сектором и упором, при этом каждая отрезная втулка имеет выступ для взаимодействия с выступом соответствующей оправки. Кроме того, в автомате для гибки проволоки оправки подпружинены в осевом направлении, а механизм съема готовых профилей выполнен в --виде управляющего кулачка, взаимодействующего с оправками.
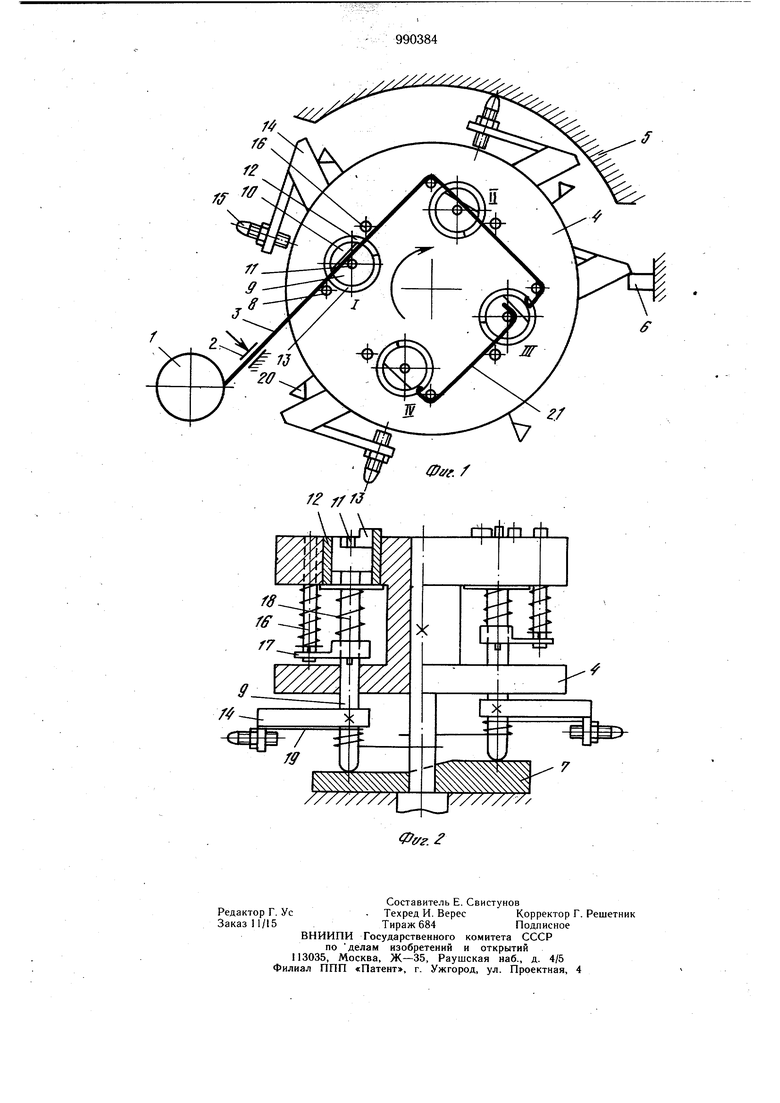
На фиг. 1 показана схема автомата; на фиг. 2 - роторная, головка, разрез.
Автомат содержит привод (не показан), держатель катущки 1, тормоз 2 для натяга проволоки 3, роторную головку 4, упорный сектор 5, упор 6 и кулачок 7. На роторной головке 4 установлены четыре щтифта 8, четыре подпружиненные поворотные гибочные оправки 9 с рабочим выступом 10 и щтифтом 11, а также через отрезные втулки 12 с выступом 13.
Нодпружиненный V-образный рычаг 14 с толкателем 15 жестко связан с поворотной гибочной оправкой 9. Подпружиненный упор 16 через толкатель 17 связан с поворотной гибрчной оправкой 9 с возможностью поворота гибочной оправки 9 в толкателе 17 и в отрезной втулке 12, причем гибочная оправка 9 снабжена пружинами 18 и 19. Подпружиненный V-образный рычаг 14 взаимодействует с упором 20 для освобождения и выбрасывания готовой детали 21.
Автомат работает следующим образом.
Во время непрерывного вращения роторной головки 4 в направлении по часовой стрелке проволока 3 протягивается через тормоз 2 и при ее наматывании на штифты 8 происходит гибка. В момент, когда направление проволоки 3 совпадает с плоскостью рабочего выступа 10, поворотная гибочная оправка 9, взаимодействуя с кулачком 7, надвигается на проволоку 3. В это время проволока находится между рабочим выступом 10 и щтифтом 11 (по; зиция 1). При поступательном перемещении гибочной оправки 9 вдоль сои перемещения и подпружиненный упор 16.
Подача проволоки происходит благодаря тому, что она зажимается между рабочим выступом 10 и выступом 13 отрезной втулки 12 (пЬзиция II), так как гибочная оправка поворачивается при взаимодействии толкателя 15 V-образного рычага 14 с упорным сектором 5.
-образный рычаг 14, взаимодействуя с упором 6, поворачивает на заданный угол гибочную оправку 9, которая при помощи рабочего выступа Ю изгибает конец детали (позиция III), причем выступ 10 перед гибкой, взаимодействуя с выступом 13 отрезной втулки 12, отрезает заготовку, у которой один из концов уже согнут при наматывании проволоки 3 на щтифты 8. После соскальзывания V-образного рычага 14 с упора 6, гибочная оправка 9 под действием пружин 18 и 19, при взаимодействии с кулачком 7, возвращается в исходное положение. V -образный рычаг 14 ложится на упор 20 (позиция 1У), при этом освобождая и выбрасывая готовую деталь 21.
Технико-экономический эффект от внедрения предложенного автомат для гибки проволоки заключается в более высокой производительности по сравнению с известными автоматами того же назначения.
Формула изобретения
. Автомат для гибки проволоки, содержащий размещенные на корпусе держатель катущки с проволокой, механизм подачи проволоки и механизм съема готовых изделий с управляющим кулачком, поворотные гибочные оправки с рабочим выступом и отрезные втулки, отличающийся тем, что, с целью повыщения производительности, автомат имеет закрепленные на корпусе сектор и упор, а гибочный механизм имеет роторную головку и жестко закрепленные на ней отрезные втулки, причем гибочные оправки установлены в отрезных втулках с возможностью поворота и на них жестко закреплены подпружиненные рычаги с толкателями для взаимодействия с упорным сектором и упором, при этом каждая отрезная втулка имеет выступ для взаимодействия с выступом соответствующей оправки.
принятые во внимание при экспертихе
