Предлагаемая конструкция штампа обеспечивает точность и постоянство размеров прессуемых заготовок без предварительной точной дозировки стекла. По сравнению с существующими конструкциями штампов, предлагаемая конструкция позволяет легко достигать значительного уменьщения припусков па обработку линз шлифованием.
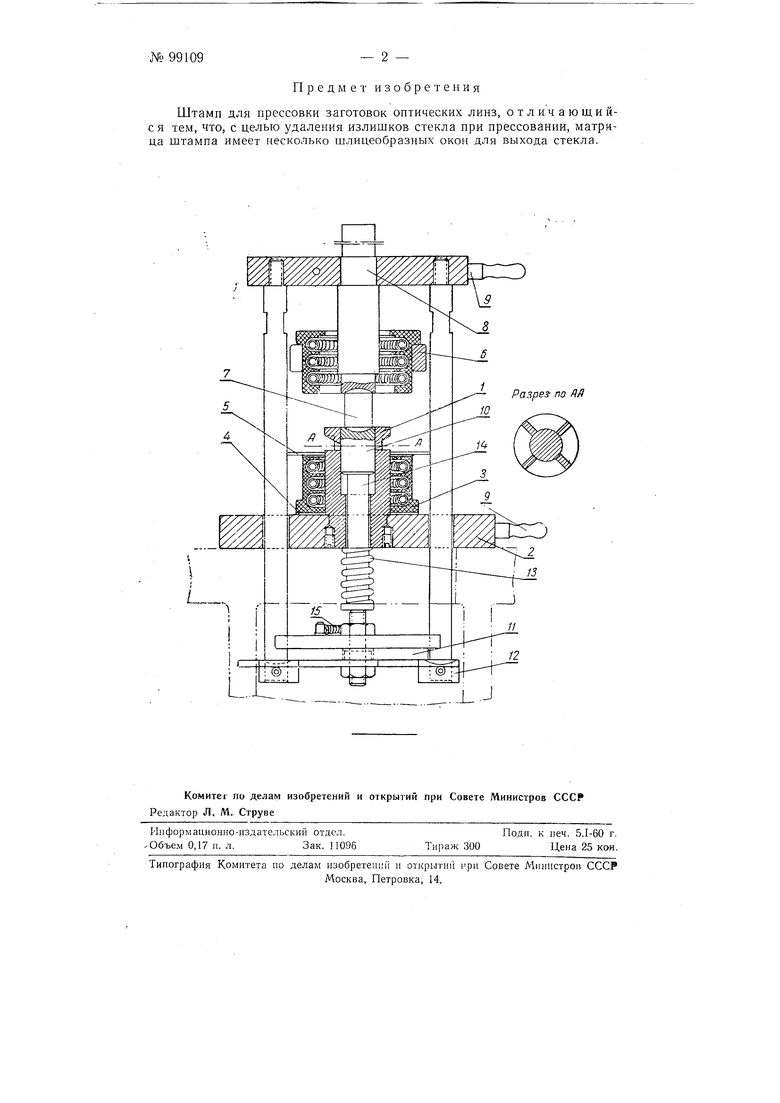
На чертеже показана конструкция штампа.
Матрица / штампа, запрессованная в нижнее основание 2, снабжена нагревателем 5, закрепленным на основании скобами, изолированным асбестовыми прокладками 4 и закрытым сверху диском-щитком 5. Таким же нагревателем (уложенным в хомут 6, укрепленный на стойке 7, которая ввинчена в нижнее основание с задней стороны штампа) снабжен и пуансон 8. Для охлаждения нижнего и верхнего оснований в них через ниппели 9 подается вода.
Особенностью матрицы является то, что на заданной высоте ее находятся четыре щлицеобразных окна, через которые при прессовании выходит излишнее стекло, попадающее затем на диск-щиток.
При работе штампа для опускания выталкивателя 10 на заданное расстояние, рассчитанное на удобный прием заготовки, поворачивают помощью ручки (не показана на чертеже) диск // на 60-90°, причем он скользит имеющимися на нем скосами но шайбам 12 и под действием пружины 13 опускается вместе со стержнем 14 и выталкивателем на зеличину скосов вниз.
В начале рабочего хода ползуна нресса выталкиватель вместе о всем нижним механизмом штампа движется вниз, пока не ляжет нижней своей плоскостью на дно матрицы. После этого под действием пружины 15 диск // возвращается в прежнее положение. В конце рабочего хоца пуансон доходит своим заплечгком до ннжней плоскости окон матрицы, выдавливая излишнее стекло в окна. В полости между матрицей, пуансоном и выталкивателем остае1ся заготовка заданных размеров. При обратном ходе ползуна выталкиватель своей кромкой срезает выдавленные в окна излишки стекла и выдает отпрессованную заготовку на уровень верхней плоскости матрицы.
№ 99109 Предмет изобретеыия
Штамп для преесовки заготовок оптических линз, отличающийся тем, что, с целью удаления излишков стекла при прессовании, матрица штампа имеет несколько шлицеобразных окон для выхода стекла.
- 2 - 
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| АВТОМАТ ДЛЯ ГИБКИ ЛИСТОВЫХ ЗАГОТОВОК | 1970 |
|
SU263554A1 |
| Автоматизированный комплекс горячей штамповки | 1988 |
|
SU1602602A1 |
| Штамп для резки П-образных профилей | 1989 |
|
SU1620224A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Штамп совмещенного действия | 1980 |
|
SU902931A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
1,J
