(54) ПРОТЯЖНОЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжной станок | 1979 |
|
SU856694A2 |
| ТОНКОРАСТОЧНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ И ТОРЦОВ КОРЕННЫХ ОПОР В БЛОКАХ ДВИГАТЕЛЕЙ | 1971 |
|
SU301020A1 |
| Многопозиционный станок | 1985 |
|
SU1284788A1 |
| Зубодолбежный станок | 1986 |
|
SU1518092A1 |
| Протяжной станок | 1984 |
|
SU1261754A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Протяжной станок | 1980 |
|
SU891262A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Протяжной станок | 1980 |
|
SU865560A2 |
| СПОСОБ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ВКЛАДЫШЕЙ ПОДШИПНИКОВ | 2003 |
|
RU2245230C2 |
1
Изобретение относится к станкостроению и предназначено для обработки деталей методом наружного протягивания.
Известен протяжной станок, содержащий неподвижно закрепленный на станине инструмент, салазки, установленные с возможностью перемещения и несущие за}{(имное приспособление с упорным базовым элементом, а .также загрузочное устройство 1.
Недостатками известного станка являются низкая- производительность из-за малой скорости перемещения салазок, что снижает стойкость инструмента, кроме того, попадание на базовые поверхности зажимного приспособления стружки снижает точность обработки, а также загрузка изделий в зажимное приспособление осуществляется путем свободного падения, из-за возможных отскоков и ударов при падении детали снижается надежность и долговечность работы станка.
Цель изобретения - повышение точности обработки и упрощение конструкции.
Указанная цель достигается тем, что зажимное приспособление снабжено упругим элементом и размещено на упомянутых салазках в плоскости, перпендикулярной к
плоскости их перемещения, причем в станок вреден толкатель, предназначенный для ввода обрабатываемого изделия между упорным базовым элементом, установленным на салазках над инструментом, и упругим элементом, размещенным на салазках под базовым элементом.
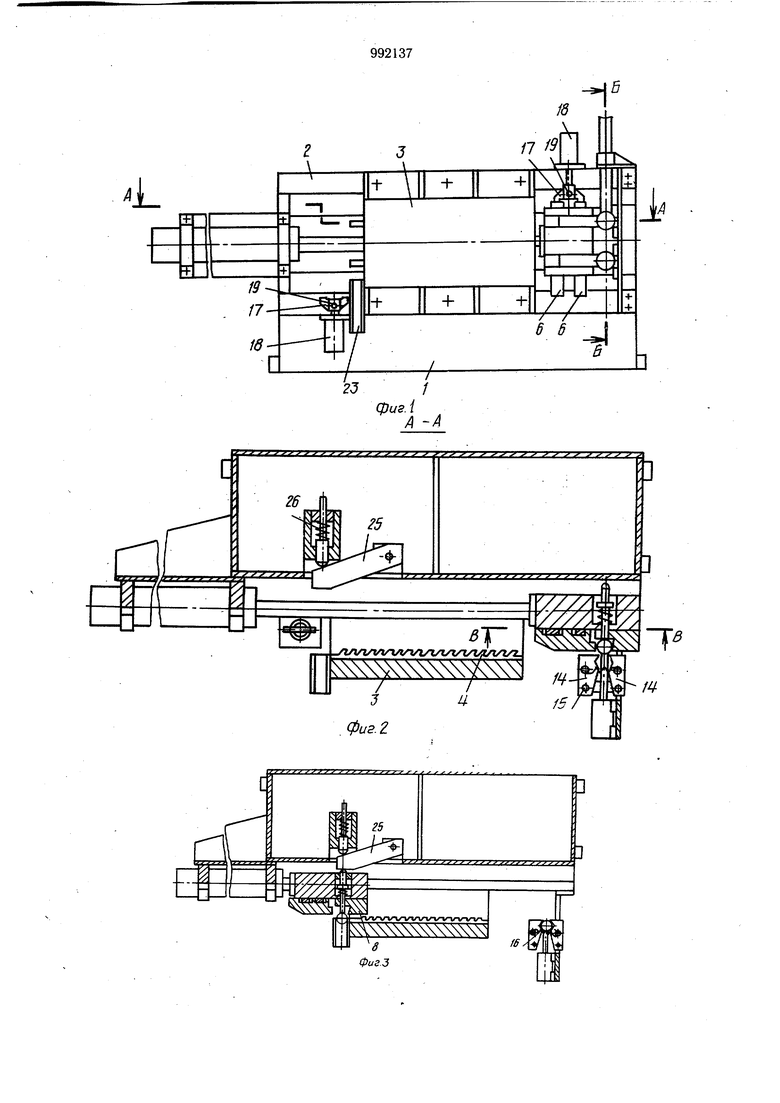
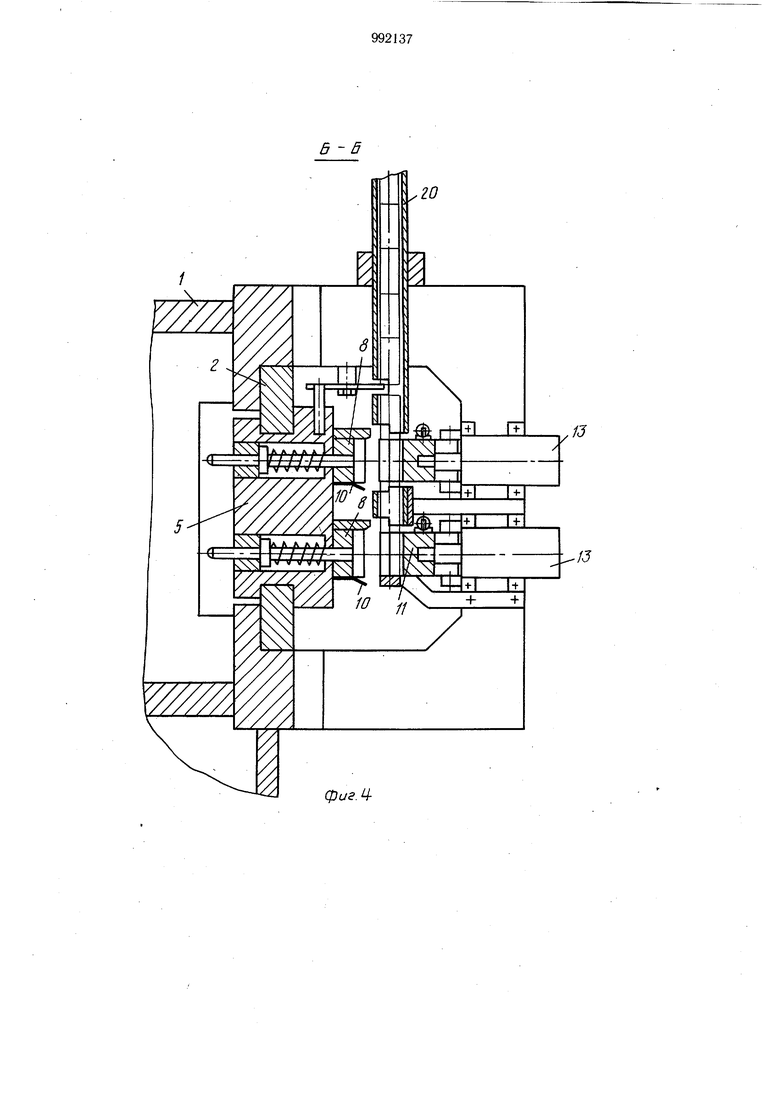
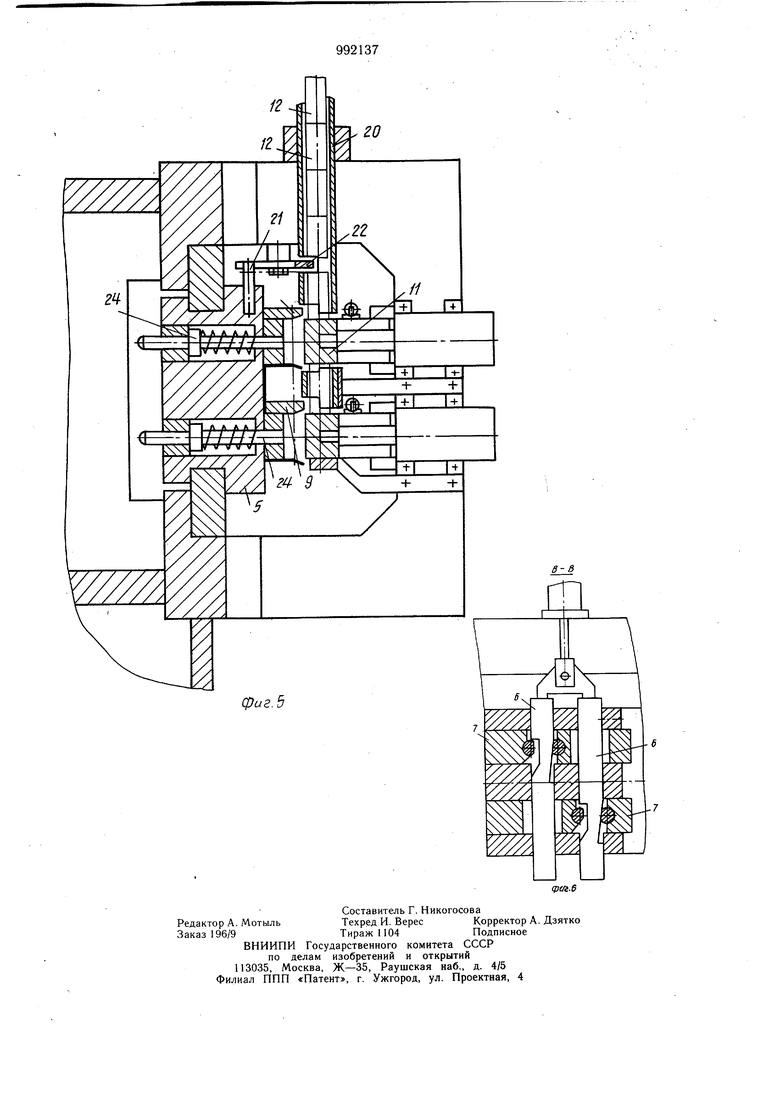
На фиг. 1 изображен протяжной станок, общий вид; на фиг. 2 - разрез А-А на фиг. 1, положение салазок в начале обработки; на фиг. 3 - то же, положение- салазок в конце обработки; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - то же, в момент зажима обрабатЬшаемого изделия; на фиг. 6 - разрез В-В на фиг. 2.
Протяжной станок содержит станину 1
15 с направляющими 2, неподвижно закрепленный на станине режущий инструмент, выполненный в виде инструментального блока 3 с протяжками 4. На направляющих 2 установлены с возможностью перемещения салазки 5, несущие зажимные приспособления,
° выполненные в виде клиновой самотормозящей пары 6, прижима 7 и призм 8, причем зажимные приспособления установлены на салазках в плоскости, перпендикулярной плоскости их перемещения. Зажимные приспособления снабжены упорными базовыми элементами 9, базовые поверхности которых обращены вниз, противоположно базовым поверхностям упорных базовых элементов 9 установлены упругие элементы 10.
Станок снабжен толкателями 11 для принудительного ввода обрабатываемого изделия 12 в зажимные приспособления между упорными базовыми элементами 9 и упругими элементами 10. Толкатели 11 закреплены на штоках цилиндров 13, установленных на станине 1. Станок имеет ряд вспомогательных держателей, выполненных в виде призм 14, установленных на осях 15, подпружиненных пружинами 16. На станине 1 по обе стороны от инструментального блока 3 размещены средства зажима (разжима) обрабатываемых изделий 12 в зажимном приспособлении, включающие приводные рычаги 17, установленные на штоках цилиндров 18 с возможностью поворота на осях 19. Станок имеет загрузочное устройство в виде лотка 20, упора 21, закрепленного на салазках 5, и отсекателей 22. Для выгрузки обработанных изделий имеется лоток 23 выгрузки. Для выталкивания изделий из зажимных приспособлений в лоток 23 выгрузки имеются толкатели 24, взаимодействующие с кулачком 25, поддерживаемым пружиной 26.
Станок работает следующим образом.
Салазки 5 с раскрыты.ми зажи.мными приспособлениями находятся в крайнем правом положении, при этом толкатели 11 отведены вправо. Лоток 20 и призмы 14 вспомогательных держателей заполнены изделиями 12. Нажатием кнопки на пульте управления (не показан) толкатели 11 перемещаются влево и вводят изделия 12 в промежутки между базовыми поверхностями упорных базовых элементов 9 и упругими элементами 10 до упора изделий в призмы 8. Упругие элементы 10 досылают изделия 12 к базовым поверхностям упорных базовых элементов 9.
Конечный путевой переключатель (не показан) дает команду на зажим изделий. После этого щток цилиндра 18 перемещает приводной рычаг 17, который, взаимодействуя с клиновыми самотормозящими парами 6, зажимает изделие 12 между призмами 8 и прижимами 7. При этом, толкатели 11 посредством цилиндров 13 поджимают изделия к опорным базовым поверхностям призм 8 до окончания зажима. Далее, по команде от конечного переключателя (не показан) происходит отвод приводного рычага 17 и толкателей 11 в исходное положение и дается команда на рабочий ход. Изделия 12, . зажатые в зажимных приспособлениях, перемещаются влево относительно режущего инструмента 4, происходит обработка изделий. После завершения рабочего хода и останова салазок 5 подается команда на разжим обрабатываемых изделий. При этом шток цилиндра 18 перемещает приводной рычаг 17, который расклинивает самотормозящие клиновые пары. После выгрузки издеЛИЙ происходит отвод приводного рычага 17 и подается команда на обратный ход салазок 5 вправо. Цикл работы станка повторяется.
Применение предлагаемого устройства повышает производительность труда за
счет обеспечения возможности увеличения скорости обработки путем снижения веса подвижных частей станка. Увеличение скорости обработки в свою очередь повыщает стойкость инструмента и улучшает чистоту обрабатываемой поверхности. Точность обработки повышается за счет исключения возможности попадания стружки на базовые поверхности приспс собления. Упрощается конструкция и повышается надежность загрузки, зажима и выгрузки изделий за счет
осуществления их в крайних положениях зажимного приспособления от отдельного .привода.
Формула изобретения
Протяжной станок, содержащий неподвижно закрепленный на станине инструмент, салазки, установленные с возможностью перемещения и несущие зажимное приспособление с упорным базовым элементом, а также загрузочное устройство, отличающийся тем, что, с целью повышения точности обработки и упрощения конструкции, зажимное приспособление снабжено упругим элементом и размещено на упомянутых салазках
в плоскости, перпендикулярной к плоскости их перемещения, причем в станок введен толкатель, предназначенный для ввода обрабатываемого изделия между упорным базовым элементом, установленным на салазках над инструментом, и упругим элементом,
размещенным на салазках под базовым элементом.
Источники информации, принятые во внимание при экспертизе 1- Авторское свидетельство СССР № 639665, кл. В 23 D 37/06, 1976. , фиг.2
