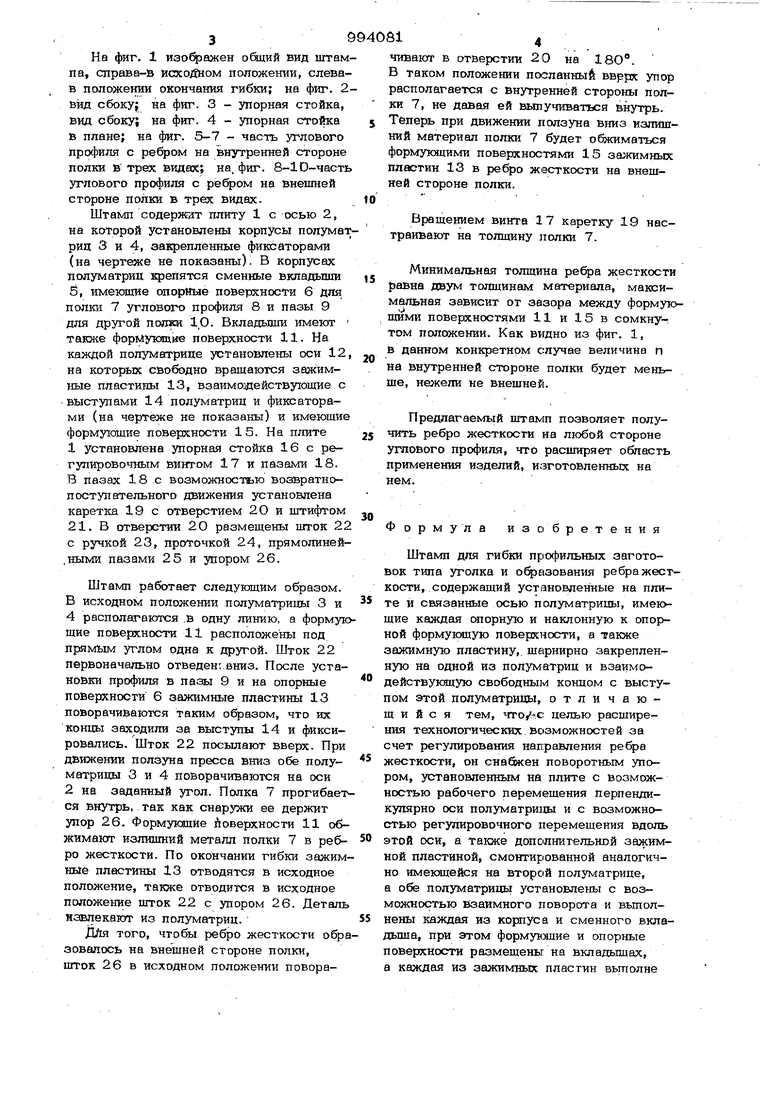
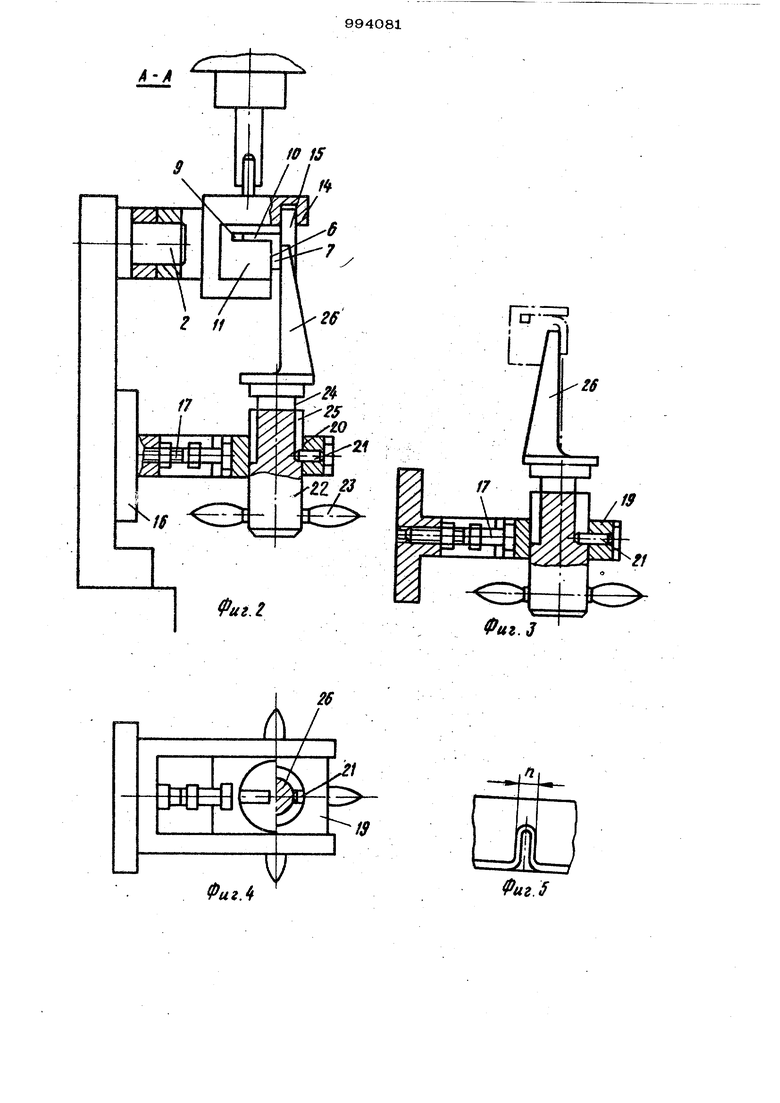
- . . . Изобретение относится к офаботке металлов давлением, предназначено, в частности, для гибки угловых профилей. Известен штамп для гибки профильных заготовок типа уголка и образование ребра жесткости, содержащий уотЕьновленные на плите и связанные осью полумаггриды с опорной и наклонной к оп ной формукнцей поверхностями каждая, а также зажимную пластину, шарнирно зак репленную на одной I из полуматриц и взаимодействующую свободным кошюм с выступом этой полуматрицы ll . -. Однако на известном штампе может быть изготовлен изогнутый профиль с рефом жесткости только на внешней ст роне полки. Целью данного изобретения является расширение технологических возможностей за счет регулирования направления ребра жесткости. Указанная цель достигается тем, что штамп для гибки профиль.ньгх заготовок типа уголка и образования ребра жестко сти, содержащий установленные на штате и связанные осью полуматрицы, имеющие каждая опорную поверхность н наклонную к опорной формукяцую, а также зажимнзпю пластину, шарнирно закрепленную на одной из полуматриц, и взаимодействукщую свободным концом с выступом этой полуматрицы, сна&сен поворотным упором, установленным на плите с возмоишостыо рабочего перемещения перпенш1кз рно . оси полуматрипы и с возможностью регулировочного перемещения вдоль этой оси, а также дополнительной зажимной плести-. ной, смонтированной аналогично имекшеДся на второй полуматрице, а обе полумаггрицы установлены с возможностью взаиМ кого поворота и выполнены каждая из корпуса и сменного вкладыша; при этом формирукшгае и опорные поверхности ревмещены на вкладьпиах, а каждая из зажимных пластин выполнена с формирук щей поверхностью, расположенной пйраплельно формующей поверхности соответственно сменного вкладьпиа. На фиг. 1 изофажен общий вид штампа, справа-в исэсойном положении, слевав положении окончания гибки; на фиг. 2 вйд c6oKyj на фиг. 3 - упорная стойка, вид сбоку; на фиг. 4 - упорная стойка в плане; на фиг. 5-7 - часть углового профиля с ребром на внутренней стороне полки в трех видах; на, фиг. 8-10-часть углового профиля с ребром на внешней стороне полки в трех видах. Штамп содержат плиту 1 с осью 2, на которой установлены корпусы полумат рия 3 и 4, закрепленные фиксаторами (на чертике не показаны). В корпусах лолуматриц крепятся сменные вкладьшга 5, имеющие опорные поверхности 6 для полки 7 углового профиля 8 и пазы 9 для другой попхи ip. Вкладьшга имеют формующие поверхности 11. На каждой полуматрице установлены оси 12 на которых свободно вращаются зажимные пластины 13, взаимоздействуюидае с выступами 14 полуматриц и фиксаторами (на чертеже не показаны) и имеющие формующие поверхности 15. На плите 1 установлена упорная стойка 16 с регулкровочвым винтом 17 и пазами 18. В пазах 18с возможностью возвратнопоступательного движения установлена каретка 19 с отверстием 20 и штифтом 21. В отверстии 20 размещены шток 22 с ручкой 23, проточкой 24, прямолкней,ными пазами 25 и упором 26. Штамп работает следующим образом. В исходном положении полуматрицы 3 и 4 располагаются .в одну линию, а формую щие поверхности 11 расположены под прямЬ1м углом одна к другой. Шток 22 первоначально отведенгвниз. После установки профиля в пазы 9 и на опорные поверхности 6 зажимные пластины 13 поворачиваются таким образом, что их концы заходили за выступы 14 и фиксировались. Шток 22 посылают вверх. При движении ползуна пресса вниз обе полуматрицы 3 и 4 поворачиваются на оси 2 на заданный угол. Полка 7 прогибает ся внутрь, так как снаружи ее держит упор 26. Формующие Ловерхности 11 обжимают излишний металл полки 7 в ребро жесткости. По окончании гибки зажим ные пластины 13 отводятся в исходное положение, также отводится в исходное положение шток 22 с упором 26. Деталь извлекают из полуматриц. ДЛя того, чтобы ребро жесткости обр зовалось на внешней стороне полки, шток 26 в исходном положении поворачивают в отверстии 2О на 180°. В таком положении по гланныб ввррк упор располагается с внутренней стороны полки 7, не давая ей вьш учиваться внутрь. Теперь при движении ползуна вниз излишний материал полки 7 будет обжиматься формукнцими поверхностями 15 за кимных пластин 13 в ребро жесткости на внешней стороне полки. Вращением винта 17 каретку 19 настраивают на толщину полки 7. Минимальная толщина ребра жесткости равна двум толщинам материала, максимальная зависит от зазора между формующими поверхностями 11 и 15 в сомкнутом положении. Как видно из фиг. 1, в данном конкретном случае величина п на внутренней стороне полки будет меньше, нежели не внешней. Предлагаемый штак-сп позволяет получить ребро жесткости на любой стороне углового профиля, что расширяет область применения изделий, изготовленных на нем. изобретения о р м у л а Штамп для гибки прюфильных заготовок типа уголка и офазования ребра жесткости, содержащий установленные на плите и связанньш осью полуматрицы, имеющие каждая опорную и наклонную к опорной формукнцую поверхности, а также зажимную пластину,, шарнирно закрепленную на одной из полуматриц и взаимодействующую свободным концом с выступом этой полуматрицы, отличающийся тем, целью расширения технологических возможностей за счет регулирования направления ребра жесткости, он поворотным упором, установленным на плите с возможностью рабочего перемещения перпенликутшрно оси полуматрицы и с возможностью регулировочного перемещения вдоль этой оси, а также дополнительной зажимной пластиной, смонтирюванной аналогично имеквдейся на второй полуматрице, а обе полуматриць установлены с возможностью взаимного поворота и вьшолнены каждая из корпуса и сменного вкладьш1а, при этом формуимдие и опорные поверхности размещены: на вкладьшах, а каждая из зажимных пластин вьшолне
59940S16
на с формующей поверхностью,расположен-Исгочники ивформашт,i
кой параллельно формующей поверкно-принятые во внимание, при эвспёртвэе сти со« тветствующего сменного вклады-1 Авторское свидетельсглю СССР
ша.№ 654327, кп. В 21 D 7/О2, 1976.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки | 1976 |
|
SU654327A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Штамп для угловой гибки | 1980 |
|
SU978977A1 |
| Штамп для гибки уголков | 1985 |
|
SU1324710A1 |
| Штамп для гибки с подгибкой заготовок из упругих материалов | 1984 |
|
SU1344461A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТОНКОЛИСТОВОГО УГЛОВОГО ПРОФИЛЯ | 1999 |
|
RU2158643C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
| Штамп для гибки | 1985 |
|
SU1444028A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |

CJL3
iC
А Фи1.1
Z6
19
//
Фиг.З
6-6
Фиг,7
Фиг.д
i:js
Ш Iff
