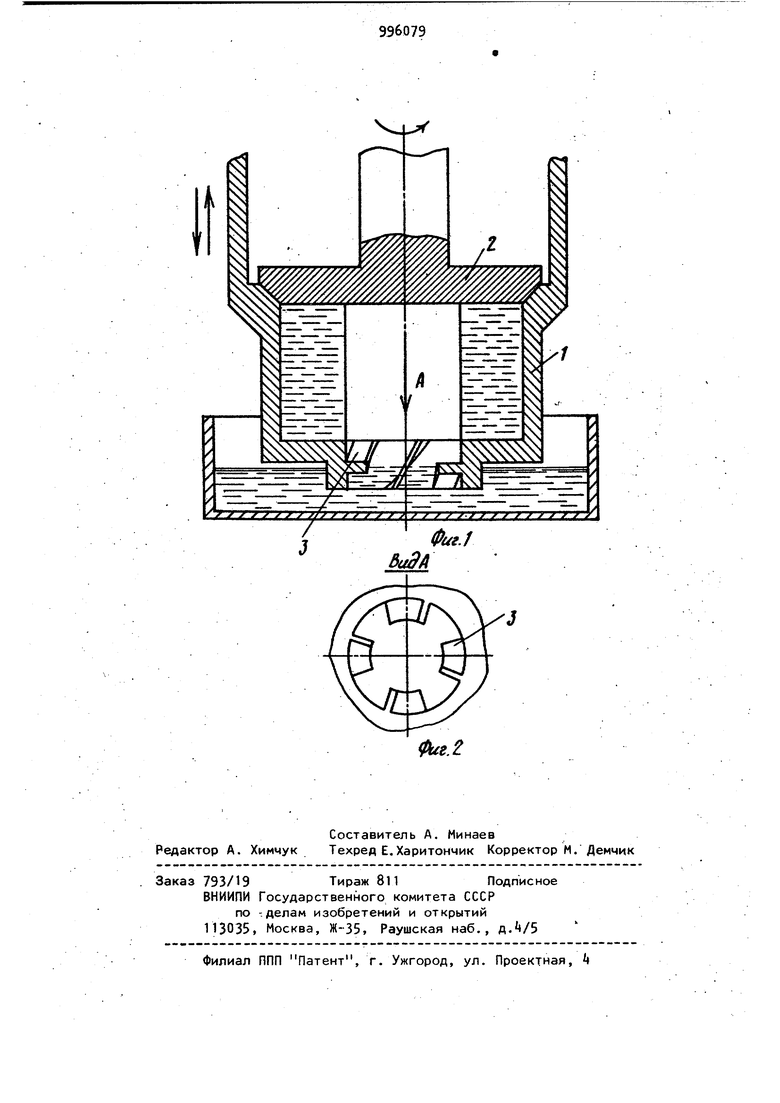
Изобретение относится к литейному производству изделий из металла, а также стекла, керамики, пласт масс, а именно к устройствам для по дачи расплава в форму снизу при центробежном литье. Известно устройство для забора .расплава в форму снизу с помощью .конусообразного расплавозаборника. При работе нижняя часть вращающейся формы погружается в расплав, который под действием центробежных су поднимается в форму по внутренней стенке отверстия 3Недостатком этого устройства является высокие скорости вращения ме таляозаборника, что на практике при водит к расслоению составляющих рас лава по их удельным массам (ликвации). Это резко снижает качество отливок и увеличивает потери металла за счет образования прибыли в конусе заборника. Наиболее близким к предлагаемому является устройство для забора расп лава в форму снизу при центробежном литьё, содержащее форму с расплавозаборником, выполненном в виде винтообразной пластины, установленной в центральной части форм, вдоль ее оси вращения. Наличие металлозаборника в виде винтообразной пластины позволяет существенно уменьшить скорость вращения формы, чем исключаемся ликвация расплава и улучшается качество отливок, а также позволяет избежать образования прибыли t.2. Недостатком известного устройства является снижение количества подаваемого расплава в форму при отливке детали с малым центральным отверстием, так как при этом эффективность расплавозаборника в виде винтообразной пластины резко снижается за счет перекрытия им центрального отверстияв форме. Цель изобретения - повышение про иэводите/1ьности забора расплава а форму при отливке деталей с малым центральным отверстием и упрощение конструкции устройства, Поставленная цель достигается тем, что в устройстве для центробежного литья расплавозаборник выполнен в виде винтовых выступов, расположенных по .периметру отверсти формы причем направление наклона выступов совпадает с направлением вращения формы. На фиг. 1 схематически показано предлагаемое устройство для центробежного литья, разрез; на фиг.2-рас положение винтообразных выступов расплавозаборника (вид А на фиг.1). I Устройство для центробежного литья состоит из формы 1 и крышки 2, связанных общим приводом вращения и приводом вертикального перемещения. В донной части формы имеется централ ное отверстие, снабженное расплавоз борником в виде винтообразных высту пов 3, расположенных по его периметр Наклон выctyпoв совпадает с направлением вращения формы. Устройство для центробежного лит работает следующим образом. Вращающаяся форма 1 и крышка 2 совместно опускаются в расплав таки образом, чтобы нижняя часть фррмы 1 о винтообразными выступами 3 погрузилась в расплав. После погружения дойной части формы в расплав винто-: вые выступы подхватывают его и за счет центробежных сил забрасывают В форму. После заполнения формы расплавом, ее извлекают из тигля. Доза расплава и внутренний диаметр отлив| и определяются объемом формы и диа метром отверстия в ее донной части. Технико-экономические преимущества от применения предлагаемого устройства для центробежного , заключаются в повышении производительности подачи расплава в форму при отливке деталей с малым центральным отверстием, а также в упрощении конструкции за счет уменьшения составных элементов, входящих в устройство. Формула изобретения Устройство для подачи расплава в центробежную форму, содержащее форму с отверстием в ее нижнем торце и расплавозаборник, о т л и ч а ю щ ее с я тем, что, с целью повышения производительности подачи расплава в форму, расплавозаборник выполнен в виде винтовых выступов, расположенных по периметру отверстия в форме, причем напра.вление наклона выступов совпадает с направлением вращения формы. Источники информации, принятые, во внимание при экспертизе 1.Авторское свидетельство СССР № 520181, кл. В 22 О 13/0, Э7. 2.Авторское свидетельство СССР по заявке № 2579971/22-02, кл. В 22 О , 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заливки расплава в центробежную форму и устройство для его осуществления | 1978 |
|
SU996077A1 |
| Вертикальная машина для центробежного литья | 1978 |
|
SU1011332A1 |
| Вертикальная машина для центробежного литья | 1979 |
|
SU996078A1 |
| Устройство для заливки расплава в центробежную форму | 1980 |
|
SU1006053A2 |
| Патрон для центробежных литейных машин | 1980 |
|
SU1049175A2 |
| Патрон для центробежных литейных машин | 1978 |
|
SU996080A1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1984 |
|
SU1271643A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |
| Способ центробежного литья и установка для его осуществления | 1982 |
|
SU1061920A1 |