(St) ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1979 |
|
SU899257A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU910346A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1138237A1 |
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| Форма для литья с кристаллизацией под давлением | 1990 |
|
SU1780920A1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1995 |
|
RU2100140C1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2006 |
|
RU2338624C2 |
| Способ литья под давлением и пресс-форма для его осуществления | 1984 |
|
SU1201051A1 |
| Двухкокильная машина для литья под низким давлением | 1972 |
|
SU424654A1 |
,, .. 1 . .
Изобретение относится к литейному производству, а именно к литьк под давлением деталей, имеющих тойкие стенки и изолированные друг от друга массивные узлы. Наиболее близкой к изобретению явяяется известная пресс-форма для литья под давлением, содержащая подвижную и неподвижную полуформы, подпружиненный paccekatejib, состоящий из двух частей, установленный в . подвижной полуформе, с возможностью осевого перемещения в два этапа под действием усилия Р, создаваемого давлением расплава на рассекатель во время заполнения пресс-формы, металлом, н усилия Р , создаваемого при подпрессовке, при этом усилия сжатия двух пружин F и F,, выбраны из условия , и р2,р2 tl 3В этой конструкции пресс-формы обеспечивается получение четкой поверхности и повышенной плотности отливки в зоне подвода питателя.
но не обеспечивается уплотнение массивных узлбв отливки, изолированных от зоны подвода питателя тонкой стенкой. Для этого требуется установка дополнительных цилиндров локальной подпрессовки, их связь с гидросистемой маи1ины, что повышает сложность конструкции-и Сложность эксплуатации пресс-формы.
,д Цепь изобретения - повышение качества отливок и упрощение конструкции пресс-формы.
Указанная цель достигается тем, что пресс-форма длч литья под давле,5 нием, содержащая подвижную и неподвижную поАуформы, подпружиненный рассекатель, состоящий из двух .частей и установленный в подвижной полуфор.ме с возможностью осевого перемеще20 ния в два этапа, снабжена поршнем локальной подпрессрвки, соединенным с подпружиненным рассекателем посредством шарнирно закрепленного дву.плечего рычага.
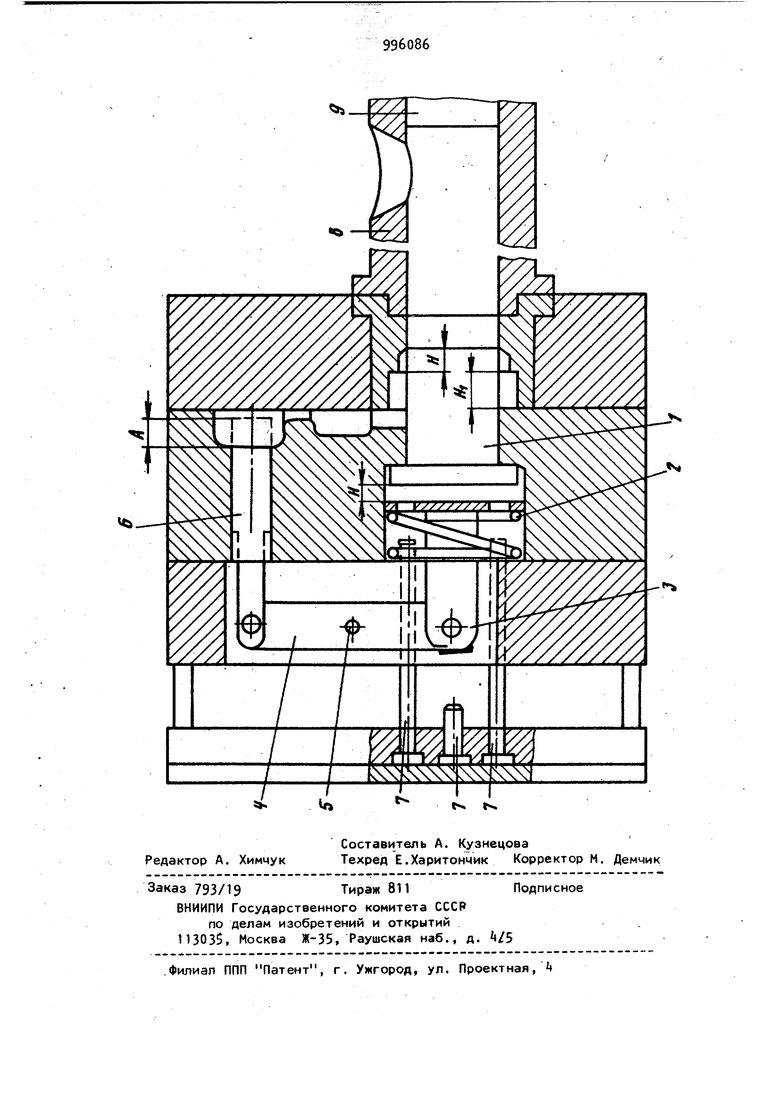
На чертеже схематически изображена рредлагаемая пресс-форма, общий вид« разрез;
Пресс-форма содержит подвижный рассекатель 1, пружину 2, упирающуюся в тягу 3 являющуюся втррой частью рассекателя, двуплечий рычаг i, вращающийся вокруг оси 5- Рычаг Ц одним концом шарнирно соединен с тягой k, а другим - с поршнем 6 локальной подпрессовки. Для выталкивания отливки и возвращения рассекателя 1 в исходное положение служат толкатели 7. Металл заливается в стакан 8 и подается в пресс-форму пресс-поршнем 9Пресс-форма работает следующим образом.
Под действием усилия Р , создаваемого пресс-поршнем,рассекатель V перемещается на величину Н до упора с тягой 3 и пружиной 2. Дальнейшему движению рассекателя 1 препятствует усилие пружины создании допрессовки (усилие ) происходит отход рассекателя 1 на величину Н.,, при этом пружина 2 сжимает,ся. При движении рассекателя 1 на длину Н перемещается и тяга 3, связанная через рычаг , поворотный на оси 5, с поршнем 6 локальной подпрессовки, который передвигается на размер А и уплотняет металл в изолированном массивном узле отливки одновременно с подпрессовкой металла в центральной части отливки.
При выталкивании отливки рассекатель 1, тяга 3, рычаг , поршень 6 с помощью пружины 2 и толкателей 7 возвращаются в исходное положение.После отвода плиты выталкивания система готова к повторению цикла.
Соединение поршня локальной подпрессовки с подвижным рассекателем
с помощью шарнирного двуплечего рычага обеспечивают выполнение подпрессовки изолированных массивных узлов отливки одновременно с подпрессовкой центральной части отливки, используя для этого только привод узла прессования машины. Отпадает необходимость в установке дополнительных гидроцилиндров для локальной
подпрессовки и системы их управления, устраняется необходимость сложной регулировки для обеспечения синхронности подпрессовки в центральной части отливки и изолированных
массивных ее частях, что ведет к повышению качества отливок и значительно упрощает конструкцию прессформы. Кроме того, обеспечивается повышение надежности работы пресеформы и снижаются затраты на ее .изготовление.
Формула изобретения
Пресс-форма для литья под давлением, содержащая подвижную и неподвижную полуформы, подпружи1-)енный рассекатель, состоящий из двух частей,
установленный в подвижной полуформе с возможностью осевого перемещения в два этапа, отличающаяся тем, что, с целью повышения качества отливок и упрощения конструкции
пресс-формы, она снабжена поршнем локальной подпрессовки, соединенным с подпружиненным рассекателем посредством шарнирно закрепленного двуплечего рычага.
Источники информации, принятые во внимание при экспертизе
