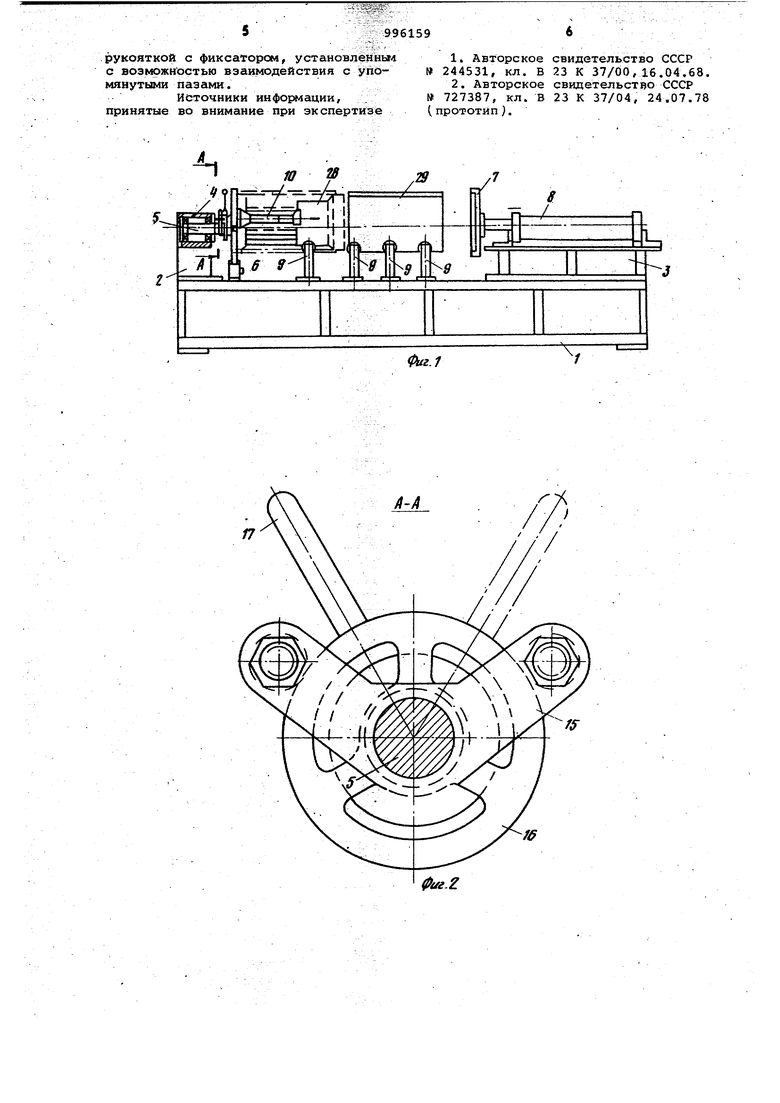
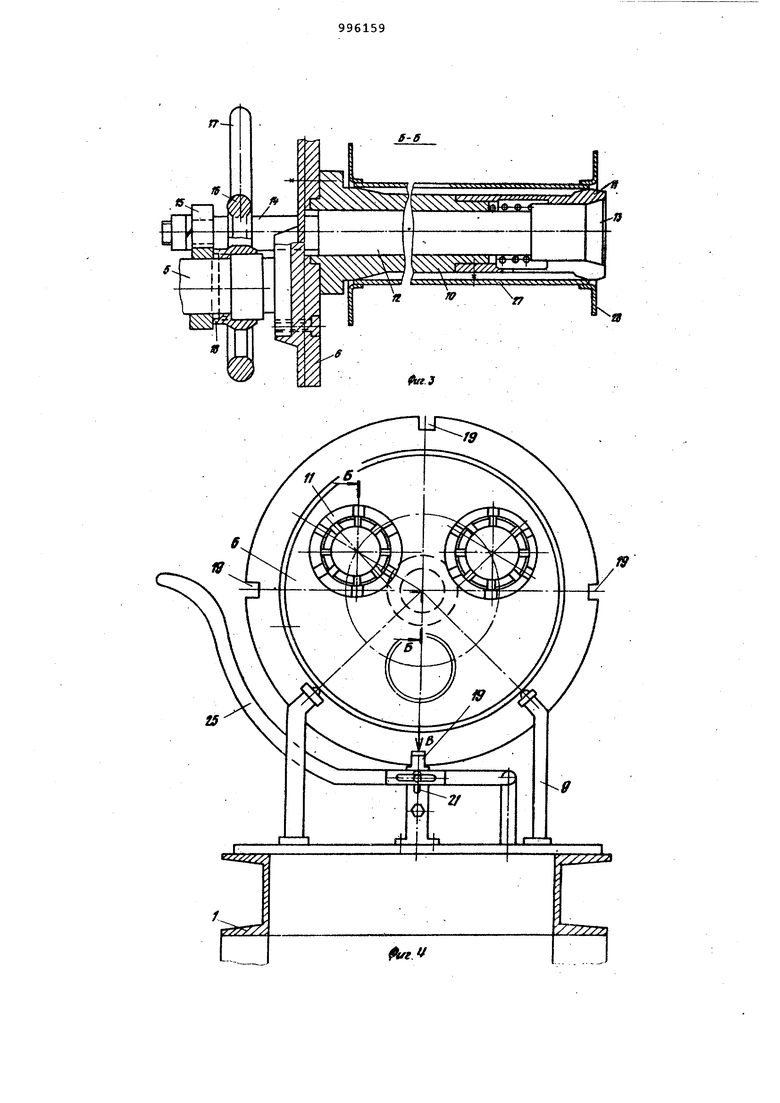
Изобретение относится к сборочным устройствам и может быть использовано при выполнении сварочных работ в машиностроении. Известен манипулятор, содержавши станину со смонтированным на ней приводной планшайбой, укрепленной на шпинделе, установленной в поворотнс корпусе, и прижимньм устройством 13 Однако известное устройство предназначено для сборки и сварки деталей, соединяемых встык и не может быть использовано для сборки под свар ку аппаратов, имеющих трубчатые элементы, продольные оси которых должны быть строго параллельны продольной оси аппарата и расположены от нее на заданном расстоянии. Известно также устройство для сбор ки под сварку обечаек с фланцами, со держащее станину со стойками, на одной из которых на валу смонтирована планшайба, а на другой - поджим для обечайки, а также узел для крепления фланцев . Однако данное устройство предназначено для наружной сборки с корпусными деталями глухих конических и сферических полых деталей типа фла цев без отворстий для фиксации, и не может быть использовано для сборки с установкой внутри корпусов деталей типа фланцев, имеющих трубчатые злементы, продольные оси которых . должны быть строго параллельны и расположены на заданном расстоянии от продольной оси корпуса. Цель изобретения - повышение качества путем увеличения точности сборки фланцев в виде трубчатых элементов, размещенных внутри обечайки. Указанная цель достигается тем, что устройство, содержащее станину со стойками) на одной из на валу смонтирована планшайба, а на другой - поджим для обечайки, а также узел для крепления фланцев с зажимньм элементом, снабжено установлен-, ной на валу планшайбы скобой и смонтированньм между планшайбой и скобой управляющим колесом с упором, закрепленные на стороне колеса, обращенной к скобе, с возможностью взаимодействия со скобой, узел для крепления трубчатых элементов закреплен на упомянутой скобе и зажимной элемент узла связи с планшайбой, в планшайбе, на диаметрально противоположных ее сторонах, выполнены пазы, при этом устройство снабжено смонтированной на станине поворотной рукояткой с фиксатором, установленньМ с возможностью взаимодействия с упомянутыми пазами. На фиг. 1 изображено устройство для сборки под сварку, общий вид; на фиг. 2 - скоба с колесом разрез по А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 4} на фиг. 4 - план шайба с фиксатором; на фиг. 5 - вид В на фиг. 4; на фиг. б - разрез Г-Г на фиг. 5; на фиг. 7 вид на фиг.6 Устройство для сборки под сварку включает установленные на станине 1 стойки 2 и 3, на которых размещены шпиндельный узел 4 с вало 5, планшайбы 6 и поджим 7 для обечайки с гидравлическим приводом 8. Между стойками 2 и 3 установлены шаровые опоры 9. На планшайбе б эксцентрично размещены две разжимные цанги 10, уз лы для крепления фланцев, лепестки которых разжимают подпружиненные разжимные стержни 12, внешние контуры головок 13 которых соответствуют внутренним контурам разжимных частей цанг 10, хвостовики 14 разжимных стержней 12 закреплены в подвижно установленной на валу 5 скобе 15, а между планшайбой б и скобой 15 на валу 5 посредством резьбового соединения установлено управляющее колесо 16 с рукоятк й 17, На боковой, поверхности колеса 16 со стороны скобы 15 закреплен упор 18, На торцовой поверхности планшайбы б (на ее сторо нах ) выполнены пазы 19, в которые вводится шток 20 фиксатора 21. В ниж ней части фиксатора 21 выполнены рас положенные один над другим сферичес кие углубления 22, в которые вводится подпружиненный шарик 23, В верхне части шток а 2 О выполнено поперечное отверстие, в котором размещена ось 2 концы которой закреплены в поворотной рукоятке 25. В корпусе фиксатора 21 имеются отверстия 26, в вертикально перемещается ось 24 Устройство работает следующим образом, В исходном положении рукоятка 25 отжата вниз и шток 20 выведен из паза 19. Вращением планшайбы 6 цанги 1 устанавливают в положение, при котором их поперечные оси лежат в горизонтальной плоскости и которое соответствует расположению одного из пазов 19 над штоком 20 фиксатора 21. При подъеме рукоятки 25 в верхнее положение ось 24, перемещаясь вверх по отверстиям 26, поднимает шток 20, верхний край которого входит в паз- 1 а шарик 24 вводится в нижнее углубление 22 и фиксирует, положение штока 20. На цанги 10 надеваются трубча тые элементы 27 детали 28 типа фланца и рукояткой 17 вращается колесо 16 до контакта упора 18 со скобой 15, после чего при дальнейшем вращении колеса 16 скоба 15 перемещается по валу 5 и оттягивает разжимные стержни 12, головки 13 которых разжимают лепестки 11 цанг 10, удерживая трубчатые элементы 27. По шаровым опорам 9 на деталь 20 типа фланца надвигают посредством прижима 7 корпус 29, после чего производят их прихватку сваркой в двух или трех точках. Затем опускают рукоятку 25, ось 24 которой, перемещаясь по отверстиям, 26, двигает шток 20 в крайнее нижнее полох ение, в Котором его фиксирует шарик 23, входят в верхнее углубление 22. Вращая планшайбу 6, производятприхватку еще в нескольких точках по периметру корпуса. После прихватки планшайбу 6 вновь фиксируют и вращают колесо 16 до начального положения, Пружины цанг 10 возвращают разжимные стержни 12 в начальное положение, в результате чего лепестки сходятся и изделие снимают с планшайбы 6, направляя на сварочный автомат, где производится окончательная сварка. Наличие шаровых опор 9 позволяет производить как продольное перемещение корпуса при сборке и снимании с устройства собранного объекта, так и вращение его при прихватке. По сравнению с известным устройст-вом для сборки под сварку фланцев с обечайкой изобретение позволяет производить с требуемой точностью установку внутри корпусов деталей типа фланцев с трубчатыми элементами, продольные оси которых должны быть параллельны и отстоять на заданные величины от продольной оси корпуса. Формула изобретения Устройство для сборки под сварку обечаек с фланцами, содержащее.станину со стойками, на одной из которых на валу смонтирована планшайба, .а на другой - поджим .для обечайки, а также узел для крепления фланцев с зажимным элементом, о т л и ч а ю щ е ес я тем, что, с целью повышения качества путем увеличения точности сборки фланцев в виде трубчатых элементов, размещенных внутри обечайки, устройство снабжено установленной на валу планшайбы скобой и смонтированным между планшайбой и скобой управляющим колесом с упором, закрепленным на стороне колеса, обращенной к скобе с возможностью взаимодействия со скобой, узел для крепления трубчатых элементов закреплен на упомянутой скобе, и зажимной элемент узла связан с планшайбой, а в планшайбе на диаметрально противоположных ее сторонах выполнены пазы, при этом устройство снабжено смонтированной на станине поворотной
рукояткой с фиксатором, установленные с возможностью взаимодействия с упомянутыми пазами.
Источники информации, принятые во внимание при экспертизе
свидетельство СССР
23 К 37/00, 16.04,68.
свидетельство СССР
23 К 37/04, 24.07.78 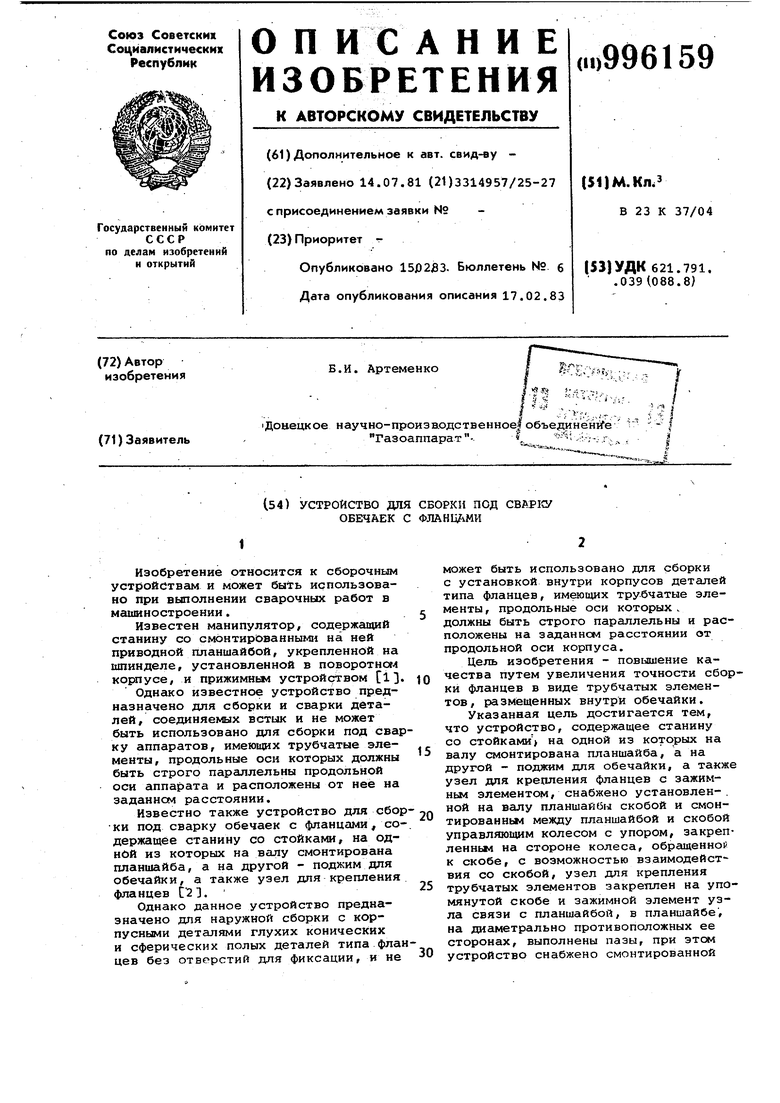

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку | 1986 |
|
SU1344555A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПОЛЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2011 |
|
RU2457930C1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1770109A1 |
| Стенд для сборки под сварку | 1972 |
|
SU474414A1 |
| Устройство для сборки и сварки полых изделий | 1978 |
|
SU780998A1 |
| Устройство для стыковки кольцевых кромок | 1973 |
|
SU510341A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1980 |
|
SU930509A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |

17
/.Г
№
фиг.2
