(5) УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для индукционной закалки изделий | 1982 |
|
SU1098960A1 |
| Станок для закалки изделий | 1977 |
|
SU655731A1 |
| Полуавтомат для индукционной закалки плоских деталей | 1984 |
|
SU1178775A1 |
| Устройство для термообработки деталей типа стержней | 1981 |
|
SU985073A1 |
| СТАНОК ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1970 |
|
SU258352A1 |
| Устройство для закалки деталей с нагревом токами высокой частоты Мазура В.И. | 1984 |
|
SU1196387A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Установка для закалки | 1979 |
|
SU945193A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙI | 1971 |
|
SU301362A1 |
| Устройство для обработки деталей с прерывистыми круглыми пазами | 1976 |
|
SU682353A1 |
- - : 1; :, - ,. ,
Изобретение относится к термообработке с помощью индукционного нагрева непрерывно-последовательным способом и может быть применено при поверхностной закалке деталей цилиндрической формы в машиностроительной промышленности, например для поверхностной закалки желобов шкивов талевой системы.
Известна установка для поверхностной закалки цилиндрических деталей, содержащая индуктор со спрейером, установленные с возможностью настроечных перемещений относительно детали, и стол с вращающейся план шайбой для установки деталей til.
Недостатком известной установки является необходимость применения регулируемых упоров для настройки положения индуктора относительно деталей различных диаметров и обеспечения возможности загрузки-выгрузки деталей при закалке партии их одного диаметра. Наличие таких упоров услбжняет конструкцию привода перемещения; индуктора.
Цель изобретения - упрощение конструкции установки.
Поставленная цель достигается тем, что в установке, содержащей индуктор, спрейер, стол с планшайбЬй и приводом вращения, установка снабжена закрепленными на столе параллельно реи его вращения цилиндрическим шипом, на
10 котором с возможностью поворота установлена планшайба.
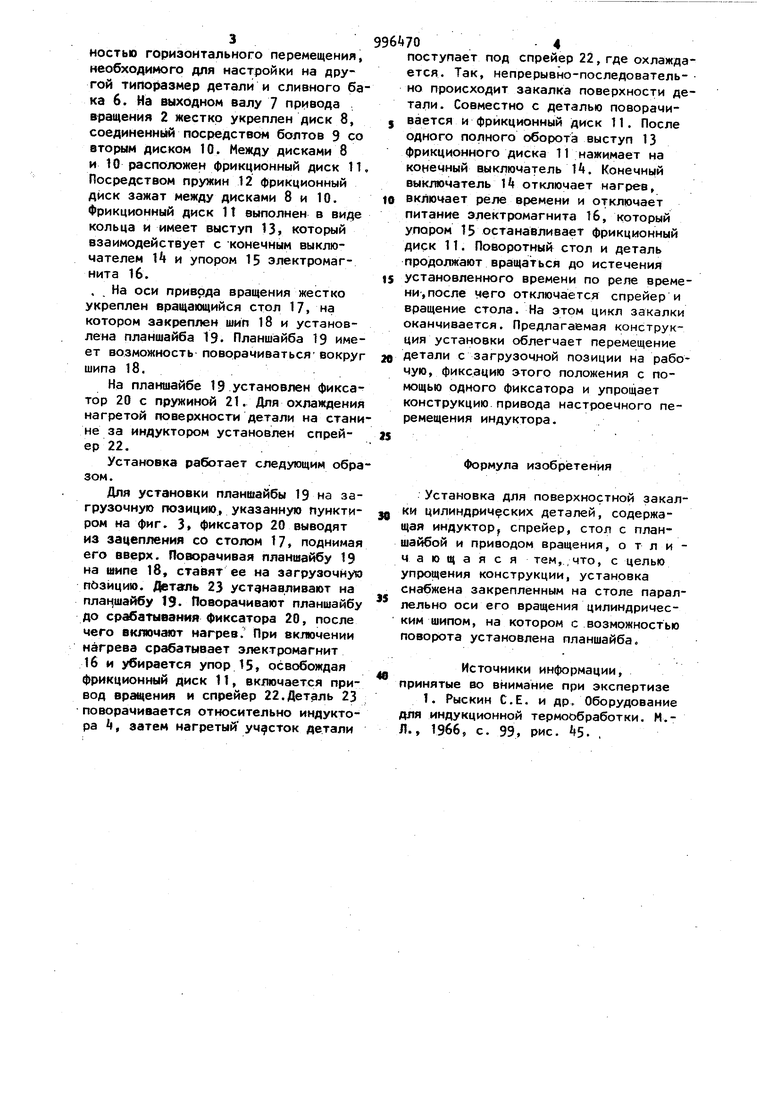
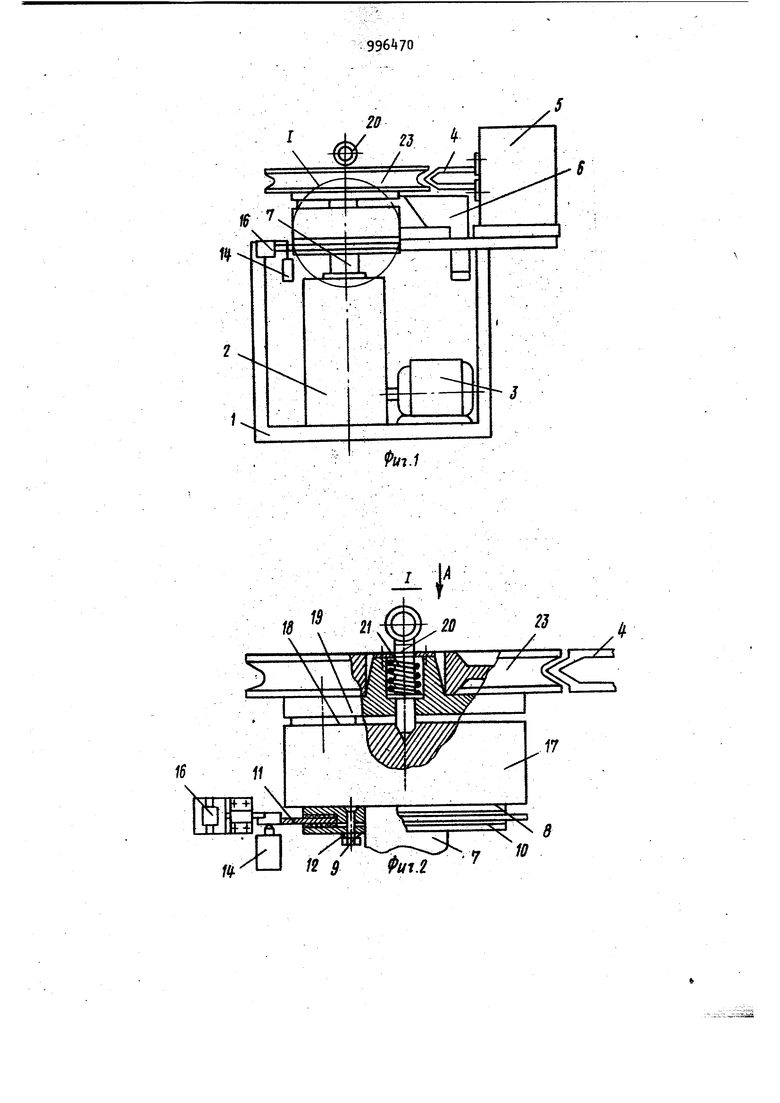
На фиг. 1 показана предлагаемая установка, общий вид; на фиг. 2 узел I на фиг. 1 (вращающийся стол
15 с планшайбой и конструкция автоматического останова с перебегом поворотного стола); на фиг. 3 - вид А на фиг, 2 (пунктиром показана за20 грузочная позиция).
Установка состоит из станины 1, на 1ЮТОРОЙ установлен привод вращения 2 с электродвигателем 3, индуктор Ц с трансформатором 5 с возможностью горизонтального перемещения, необходимого для настройки на другой типоразмер детали и сливного бака 6. На выходном валу 7 привода вращения 2 жестко укреплен диск 8, соединенный посредством болтов 9 со вторым диском 10. Между дисками 8 и 10 расположен фрикционный диск 11, Посредством пружин 12 фрикционный диск зажат между дисками 8 и 10. Фрикционный диск 1Т выполнен в виде кольца и имеет выступ 13, который взаимодействует с конечным выключателем И и упором 15 электромагнита 16.
На оси привода вращения жестко укреплен вращающийся стол 17, на котором закреплен шип 18 и установлена планшайба 19. Планшайба 19 имеет возможность поворачиватьсявокруг шипа 18.
На планшайбе 19 установлен фиксатор 20 с пружиной 21. Для охлаждения нагретой поверхности детали на стани не за индуктором установлен спрейер 22.
Установка работает следующим обра зом.
Для установки планшайбы 19 на загрузочную позицию, указанную пунктиром на фиг. 3 фиксатор 20 выводят из зацепления со столом 17, поднимая его вверх. Поворачивая планшайбу 19 на шипе 18, ставят ее на загрузочную позицию. Деталь 23 устанавливают на планшайбу 13. Поворачивают планшайбу до срабатывания фиксатора 20, после чего включают нагрев. При включении нагрева срабатывает электромагнит 16 и убирается упор 15, освобождая фрикционный диск 11, включается привод вращения и спрейер 22.Деталь 23 поворачивается относительно индуктора Ц, затем нагретый участок детали
. -4
поступает под спрейер 22, где охлаждается. Так, непрерывно-последовательно происходит закалка поверхности детали. Совместно с деталью поворачиJ вается и фрикционный диск 11. После одного полного оборота выступ 13 фрикционного диска 11 нажимает на конечный выключатель 14. Конечный выключатель I отключает нагрев,
10 включает реле времени и отключает питание электромагнита Тб, который упором 15 останавливает фрикционный диск 11. Поворотный стол и деталь продолжают вращаться до истечения
15 установленного времени по реле времени, после чего отключается спрейер и вращение стола. На этом цикл закалки оканчивается. Предлагаемая конструкция установки облегчает перемещение
20 детали с загрузочной позиции на рабочую, фиксацию этого положения с помощью одного фиксатора и упрощает конструкцию привода настроечного перемещения индуктора.
Формула изобретения
Установка для поверхностной закалJJI ки цилиндрических деталей, содержащая индукторf спрейер, стол с планшайбой и приводом вращения, отличающаяся тем, /что, с целью упрощения конструкции, установка снабжена закрепленным на столе параллельно оси его вращения цилиндрическим шипом, на котором с возможностью поворота установлена планшайба.
Источники информации, принятые во внимание при экспертизе
V
X.
/
If -7
X
:х
ПЗ
.J
