Предметом изобретения является машина для изготовления колбасы в искусственной оболочке, снабженная механизмами для изгатовления искусственной оболочки, наполнения ее фаршем, образования петли навески батонов колбасы и фо рмовки перемычки.
Предлагаемая машина позволяет осупхестБлять непрерывный процесс изготовления колбасны-х изделий.
Особенность машины заключа тся в том, что механизм формовки iieремыч1ки .выполнен в виде нескольких спаренных гребенок, смонтированных на равномерно движушейся ленте транспортера. Одна гребенка каждой пары ненодЕ ижно закреплена на ленте транспортера, а другая соединена с лентой шарнирно и взаимодействует с неподвижной направляюп1,ей, С00б1даюп1ей гребенке поворот на определенныйугол.
МеханиЗМ образования петли навески батонов колбасных изделий включает в себя конвейер, снабженный петлеобразователяМИ, состоящими из вилок, совершаюпдих возвратно-поступательное движение по вертикали, и рычажков, совершающих колебательное движение.
Механизм навески батонов на нланки состоит из цепного конвейера, «есуш.его па. звеньях цепи стойки-держатели планок, и угольника с наклонной трубкой, совершаюшего колебательное движение и отводящего батоны поочередно то на правую, то на левую сторону планки, благодаря чему осуществляется спаренная навеска батонов колбасы.
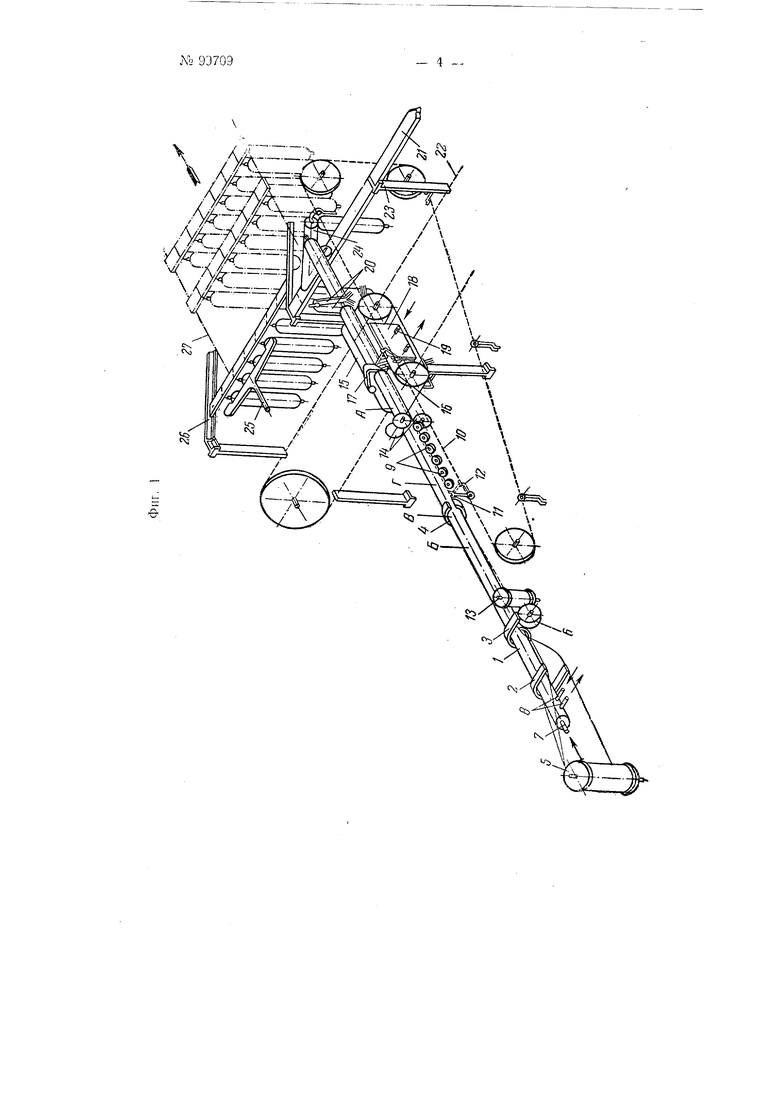
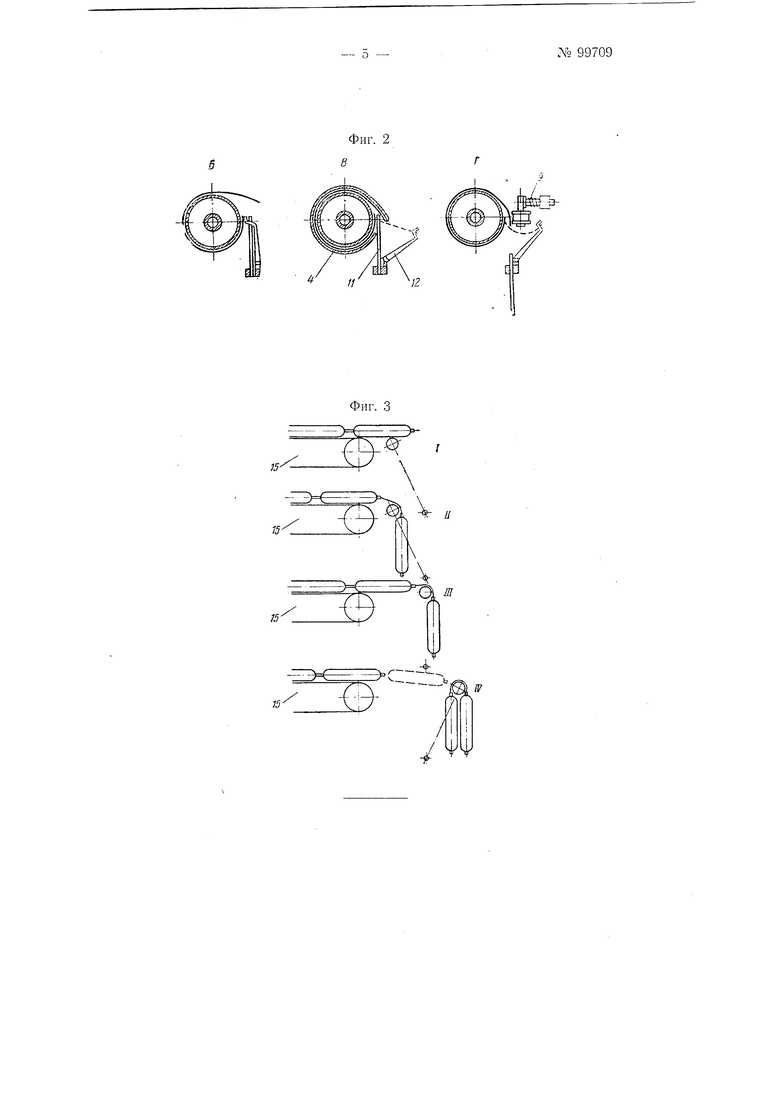
Па фиг. 1 изображена принципиальная схема маш1ины для изготовления колбасы В искусственной оболочке; на фиг. 2 - положение механизма образования петли, шпагата и оболочки Б различных характерных точках; на фиг. 3 - работа механизма навескн колбасных батонов на планки.
Машина имеет ряд механизмов, предназначенных для изготовления искусственной оболочки и наполнения ее фаршем, для образования петли навески батонов, для формовки и фиксации перемычки между батонами, Дотя разрезания колбасы на отдельные батоны и для опаренной навескн батонов колбасы на планки с посадкой последних на конвейер или накопитель.
Изготовление оболочки происходит на калибрующей трубе 1, консольно укрепленной левым концом. На трубе 1 расположены три обоймы 2, 3 и 4, при протягивании через которые лента из целлофана или другого искусственного материала, сматываемая с барабана 5, оборачивается -вокруг калибрующей трубы и склеивается клеем (для целлофана - желатиной), наносимым на край ленты диском 6.
Внутри калибрующей трубы проходит шприцовочная трубка 7, один конец которой соединен со шприцем, а второй подает фарш к точке А. Подача фарша шприцем происходит с Периодической отсечкой.
Для создания оптимальных температурных условий склейки оболочки в междутрубно пространстве калибрующей трубы 1 через патрубки 8 циркулирует теплоноситель.
Уплотнение шва склейки оболочки производится рядом ЗПруго закрепленных роликов 9.
Вдоль машины расположен равномерно движущийся конвейер 10, оонащенный петлеобразователями, состоящими из вилок // и рычажков 12. При движении конвейер а под действием направляющей (на чертеже не лоКазана) вилки совершаютвозвратно-поступательноедвижение по вертикали, а рычажки совершают колебательное движение.
Шпагат, сматываемый с катушки 13, попадает в промежуток концом рычажка 12 и зубцами внлки //. Затем по ходу движения конвейера 10 рычажок отклоняется и вытягивает петлю. Когда вилка, образующая петлю, окажется в промежутке между первым и вторым уплотняющими роликами 9, оиа опускается вниз, а рычажок 12 ослабляет натяжение нити. В это время петля навески удерживается указанной парой роликов 9.
Па фиг. 2 показано положение элементов петлеобразователя, шпа.гата и оболочки в наиболее характерных точках Б, В -я Г.
При дальнейшем движении конвейера 10 ролики 9, уплотняющие щов склейки оболочки, одновременно обжимают пос.чеднюю вокруг вклеенно-го шпагата.
Петлеобразователи, установленные на конвейере 10 на расстоянии длии батонов кОЛбасы, образуют петли на перемычках с интервалом через батон.
В конце калибрующей трубы 1 смонтированы два фигурных ролика 14, которые, периодически к ней приближаясь, смазывают клеем участок наружной поверхности оболочки в месте будущей перемычки между батонами.
Механизм формовки перемычки между батонами выполнен в виде нескольких спаренных гребенок, смонтированных на равномерно движущейся ленте транспортера 15. Нижняя гребенка 16 каждой пары неподвижно закреплена на ленте транспортера, а верхняя гребенка 17 соединена с лентой транспортера шарнирно и взаимодействует с неподвижной направляющей, сообпдающей верхней гребенке поворот на определенный угол.
Участок Оболочки, смазанный клеем, ложится на «ижнюю гребенку 16 механизма формовки перемычки и затем обжимается верхней гребенкой 17.
Между лентами транспортера 15 расположен сосуд 18, внутри которого через патрубки 19 циркулирует тенло юситель, сообщающий гребенкам 16 и 17 оптимальную температуру для фиксации перемычки между батонами.
Очистка гребенок от клея произвсднтся растворителем (для. желатины - горячей водой), в который ОНи погружаются при возвратном движении. Аналогично происходит очистка от клея в ило-к // и рычажков 12 кОНвейера 10.
Пожевой механизм состоит из двух вращаюп1ихся навстречу друг другу ножей 20, перерезающих перемычку между батопами колбасы. Перемычка разрезается на участке между точками выхода нитей петли навески.
После разрезки батоны колбасы оказываются соединенными попарно шпагатом и навешиваются на планки 21.
Механизм навески батонов на планки 21 состоит из поперечного к направлению движения батонов
цепного конвейера 12, несущего на звеньях цепн стойкн-держатели 25 планок 21 и совери:ающего колебательные движения угольника 24 с наклонной трубкой.
Принцип предварительной иавески пояснен на фиг. 3 и заключается в том, что при отклонении наклонной трубки угольника 24 влево через нее переводится первый батан, который затем повисает от трубки справа (фиг. 3, положения / и //). При отклонении наклонной трубки угольника вправо отрезанный второй батон повисает от нее слева (фиг. 3, положения /// и IV}.
Спаренные батоны колбасы соскальзывают с наклонной трубки угольнпка на планки 21, лежащие на стойках-держателях 23 конвейера 22. Планка, полностью завещенная колбасой, сталкивается толкателем 25 по наклонным направляющим 26 на движущийся с постоянной скоростью ко1нвейер 27, на котором производится дальнейн1ая обработка колбасы.
Предмет изоб1ретения
1. Мащина для изготовления колбасы В искусственной оболочке, содержапдая механизмы для изготовления искусственной оболочки, наполнения ее фарп1ем, образования петли, иа вески батонов ко лбасы и формовки перемычек, о т л и ч а ющ а я с я тем, что, с цельте осуществ пения непрерывности нроцесса изготовления колбасы, механизм формовки перемычки выполнен в виде нескольких смонтированных на равномерно движущейся ленте транспортера спаренных гребенок, одна из которых неподвижно закреплена на транспортера, а вторая соединена с лентой щарнирно и взаимодействует с неподвижной направляющей, сообщаюн1,ей гребенке поворот иа определенный угол.
2.Мащпна по п. 1, отличающаяся тем, что механизм образования петли навески батопое колбасных изделий включает в себя конвейер, снабженный петлеобразователямн, состоящими из co eptnaющих возвратно-поступательное движение по вертикали 1зилок и соверщающих колебательное Д1;иженне рычажков.
3.Мащппа по п. 1, от л и ч а юП1,аяся тем, что механизм навески батонов на планки COCTOJIT из поперечного к направленню движения батОНОВ цепного конвейера, несущегона звеньях цепи стойки-держатели планок и совершаю цегО колеба. тельное движение угольника с наклейной трубкой, отводящего батоны -поочередно но пра-вую и левую стороны планки, благодаря чему осуи1:ествляется спаренная навеска батонои колбасы. Af ,у..|., V / / t 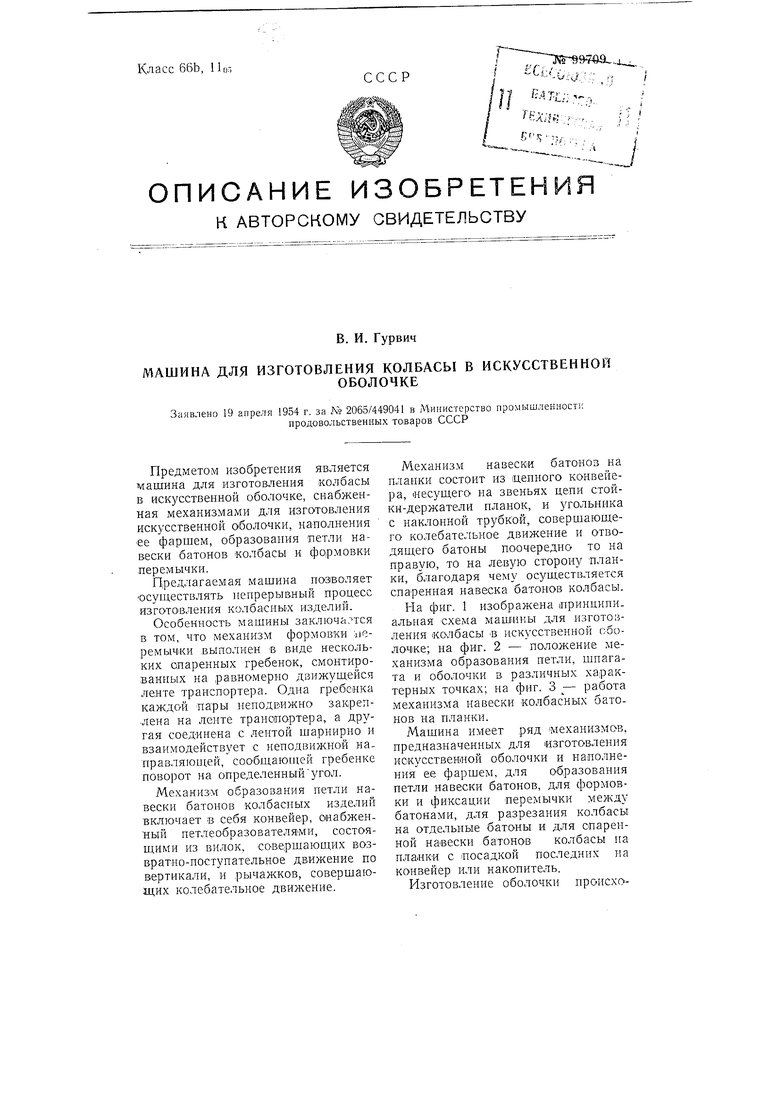

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления колбасы в искусственной оболочке | 1950 |
|
SU92657A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ КОЛБАС, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ЗАПОЛНЕНИЯ ПАСТООБРАЗНЫМ НАПОЛНИТЕЛЕМ ТРУБЧАТОЙ ОБОЛОЧКИ | 2004 |
|
RU2340194C2 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ КОЛБАСНЫХ ИЗДЕЛИЙ в ИСКУССТВЕННОЙ ОБОЛОЧКЕ | 1965 |
|
SU168140A1 |
| АВТОМАТ ДЛЯ ФОРМОВКИ КОЛБАСНЫХ ИЗДЕЛИЙ | 1973 |
|
SU367837A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ КОЛБАСНЫХ ИЗДЕЛИЙ В ИСКУССТВЕННОЙ ОБОЛОЧКЕ | 1970 |
|
SU269731A1 |
| Устройство для изготовления колбасы в искусственной оболочке | 1960 |
|
SU132503A1 |
| Способ производства колбасных изделий без оболочки | 1969 |
|
SU279360A1 |
| ДОПОЛНИТЕЛЬНЫЙ ПЕРЕЖИМ СО ВТОРОЙ ДЛИНОЙ КОНЦА ОБОЛОЧКИ, ЗАПОЛНЯЕМОЙ СОДЕРЖИМЫМ | 2007 |
|
RU2366189C2 |
| Машина для производства колбасных изделий в оболочке | 1981 |
|
SU1001907A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ КОЛБАСНЫХ ИЗДЕЛИЙ | 1970 |
|
SU272833A1 |