Изобретение относится к автоматическим роторным линиям и может найти применение в различных областях техники, в частности в машиностроении, где требуется выполнение разнохарактерных операций над заготовками различной формы и видов.
Известна роторная линия, модель 4СМ1053034 (каталог "Роторные и роторно-конвейерные машины, автоматические роторные и роторно-конвейерные линии". Москва, 1990, с. 65), предназначенная для выполнения шести операций, например вырубка-вытяжка колпачка, обрезка дна и края, отжиг кольца, первая формовка, вторая формовка, обрезка краев рамки. Обработка заготовок производится шестью технологическими роторами, их подача осуществляется ротором питания, а транспортировка пятью транспортными роторами. Удаление деталей происходит при помощи ротора выгрузки.
Недостаток такой многооперационной линии ее конструктивная сложность, поскольку каждая технологическая операция осуществляется одним технологическим ротором и обслуживается одним транспортным ротором, причем возможна обработка заготовок только определенной формы и вида.
Известна роторная линия, обеспечивающая выполнение двух технологических операций, например вытяжку и обработку буртика, за один оборот технологического ротора. Обработка заготовок производится технологическим ротором, снабженным инструментальными блоками, его питание осуществляется тремя роторами питания, удаление деталей происходит при помощи ротора выгрузки.
Недостаток этой линии в том, что она имеет несколько роторов питания и выполняет не более двух операций. Кроме того, общим недостатком обеих вышеприведенных линий, как и всех известных роторных линий, является наличие жестких копирных программ, определяющих только один выбранный закон ориентации, транспортирования и технологической обработки деталей, в результате чего роторные линии теряют не только универсальность, но и становятся ненужными при прекращении производства запланированных деталей.
Цель изобретения создание многооперационной, многономенклатурной, универсальной и переналаживаемой на выпуск изделий различной формы и видов автоматической роторной линии, способной в пределах своей мощности и габаритов рабочего пространства после смены инструмента производить не запланированные ранее изделия.
Для достижения указанной цели предлагается многооперационная, многономенклатурная, универсальная автоматическая роторная линия, в дальнейшем просто роторная линия, содержащая n-позиционный (где n-число позиций) технологический ротор с переналаживаемыми или сменными инструментальными блоками, число которых соответствует числу позиций технологического ротора, n-позиционный ротор питания, ротор выгрузки, между ротором питания и ротором выгрузки помещен (n-1)-позиционный ротор перегрузки, возвращающий обрабатываемую заготовку в ротор питания с дальнейшей ее передачей в технологический ротор для выполнения последующей операции, причем ротор питания, ротор выгрузки и ротор перегрузки оснащены манипуляторами, имеющими необходимые степени свободы, и обеспечивающими при приеме и передаче заготовок совмещение центральных осей последних и технологических позиций за счет механики (копирных систем) и гидравлики с программированной подачей масла, а ротор питания снабжен несколькими загрузочными устройствами и питателями, как переналаживаемыми, так и сменяемыми для питания заготовками различной формы и вида.
Существенными отличиями предлагаемой роторной линии является то, что (n-1)-позиционный ротор перегрузки, помещенный между ротором питания и ротором выгрузки, возвращает обрабатываемую заготовку в ротор питания с дальнейшей ее передачей в технологический ротор для выполнения последующей операции;
манипуляторы, которыми оснащены ротор питания, ротор выгрузки и ротор перегрузки, имеющие необходимые степени свободы, обеспечивают при приеме и передаче заготовок совмещение центральных осей последних и технологических позиций за счет механики (копирных систем) и гидравлики с программированной подачей масла; ротор питания снабжен несколькими загрузочными устройствами и питателями как переналаживаемыми, так и сменяемыми для питания заготовками различной формы и вида.
В вышеприведенных роторных линиях перечисленные признаки отсутствуют.
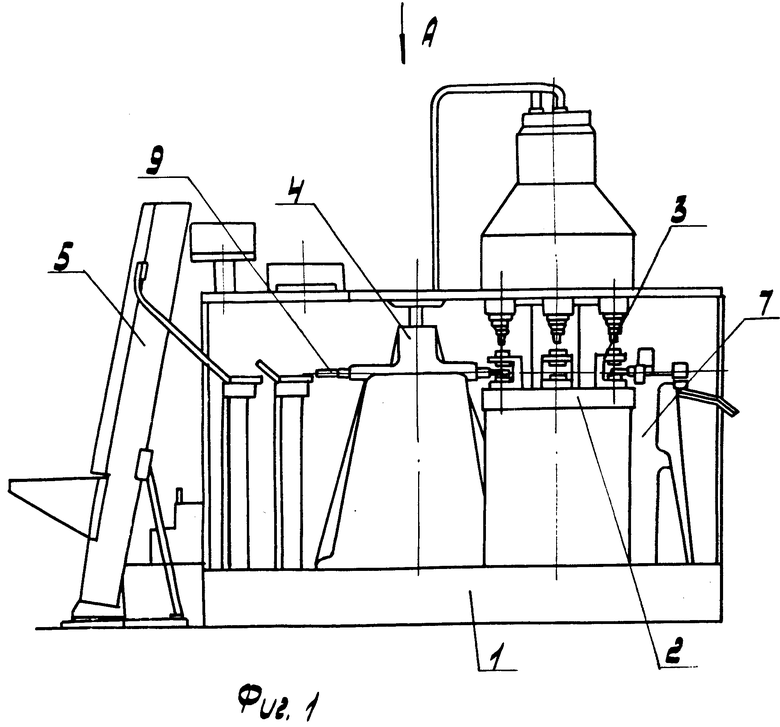
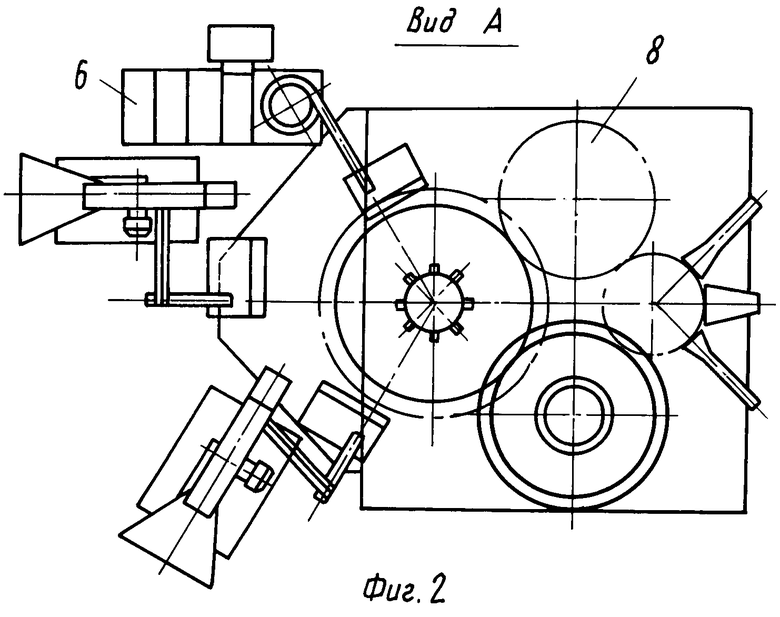
На фиг. 1 показана предлагаемая роторная линия, вид сбоку; на фиг. 2 вид по стрелке А на фиг. 1.
Роторная линия содержит станину 1, на которой установлен n-позиционный технологический ротор 2, например шестипозиционный, с инструментальными блоками 3, число которых равно числу позиций технологического ротора, причем существует возможность переналадки или смены инструментальных блоков на выпуск различных по форме и виду заготовок (они обеспечивают выполнение различных по длительности операций, а сменный инструмент формообразование изделий), ротор питания 4, оснащенный несколькими загрузочными устройствами 5 и питателями 6 как переналаживаемыми, так и сменяемыми для питания заготовками различной формы и вида, ротор выгрузки 7 для удаления обработанных заготовок. Между ротором питания и ротором выгрузки для возврата обрабатываемой заготовки в ротор питания расположен ротор перегрузки 8.
Роторы питания, выгрузки и перегрузки оснащены манипуляторами 9, захватные органы которых имеют необходимые степени свободы для приема и передачи заготовок, обеспечивающие совмещение центральных осей заготовок и технологических позиций на протяжении всего необходимого времени ориентации за счет механики (копирных систем) и гидравлики с программированной подачей масла.
Возможно несколько вариантов работы роторной линии.
Для выполнения однооперационной обработки заготовок одного вида они подаются из соответствующего загрузочного устройства 5 в питатель 6, который выдает по одной заготовке в каждый захват манипулятора 9 ротора питания 4, питающий только свою позицию ротора. Остальные питатели отключены. В технологическом роторе 2 предварительно устанавливаются n одинаковых инструментальных блоков для обработки данных заготовок. Первая позиция ротора питания 4 при вращении забирает заготовку из питателя 6 и передает ее в первую позицию технологического ротора 2, где осуществляется технологическая операция, после чего обработанная заготовка выгружается в технологическую тару через ротор выгрузки 7. Вторая позиция ротора питания 4 при вращении забирает заготовку из питателя и передает ее во вторую позицию технологического ротора 2 и т.д.
За один оборот технологического n-позиционного ротора 2 в вышеописанном случае можно обработать n заготовок одного вида.
Для выполнения однооперационной обработки заготовок n/2 видов в технологическом роторе 2 предварительно устанавливают инструментальные блоки, причем в противоположных позициях ротора они одинаковые, т.е. всего n/2 их разновидностей.
Первая позиция ротора питания 4 при вращении забирает заготовку из первого питателя 6 в соответствующий для каждого вида захват манипулятора 9 и передает ее в первую позицию технологического ротора 2, где выполняется операция, после чего происходит выгрузка первой заготовки в технологическую тару через ротор выгрузки 7. Вторая позиция ротора питания 4 при вращении забирает заготовку следующего вида из второго питателя 6 и передает ее во вторую позицию технологического ротора 2, где выполняется операция, предусмотренная для заготовки данного вида, после чего происходит выгрузка второй детали в технологическую тару. Остальные позиции ротора питания 4 подпитываются поочередно из питателей: третий питатель 6 передает заготовку в третью позицию ротора питания 4, затем первый _ в четвертую позицию ротора питания 4 и т.д.
За один оборот технологического n-позиционного ротора можно обработать n заготовок n/2 видов.
Для выполнения n-операционной обработки заготовок одного вида в технологическом роторе 2 предварительно устанавливаются n разных инструментальных блоков для выполнения n разных операций. Заготовки одного вида подаются из соответствующего им загрузочного устройства 5 в питатель 6, который выдает по одной заготовке в первую позицию ротора питания 4, откуда заготовка попадает только в свою позицию технологического ротора 2. Остальные питатели в этом случае отключены. В работе участвует (п-1)-позиционный ротор перегрузки 8.
Первая позиция ротора питания 4 при вращении забирает заготовку из питателя 6 и передает ее в первую позицию технологического ротора 2, где осуществляется технологическая операция, затем обрабатываемая заготовка забирается ротором выгрузки 7 и передается в первую позицию ротора перегрузки 8, который при вращении возвращает ее во вторую позицию технологического ротора 2, где осуществляется следующая операция, затем обрабатываемая заготовка передается через ротор выгрузки 7 и перегрузки 8 в третью позицию ротора питания 4 и т.д. После того, как над заготовкой будет осуществлена n-я операция, она передается через ротор выгрузки 7 в технологическую тару, так как в роторе перегрузки отсутствует n-я позиция.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛОСКОЕ РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ГИДРАВЛИЧЕСКОГО РОТОРА АВТОМАТИЧЕСКОЙ ЛИНИИ | 1993 |
|
RU2050246C1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| Способ электрообработки и устройство для его осуществления | 1990 |
|
SU1780950A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1606253A1 |
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| Зубообрабатывающий станок роторного типа | 1987 |
|
SU1504019A1 |
| Роторный зубодолбежный станок | 1988 |
|
SU1696193A1 |
| Роторная машина | 1987 |
|
SU1563903A1 |
| Рабочий ротор для автоматических роторных линий | 1981 |
|
SU1041316A1 |
| Роторный зубодолбежный станок | 1985 |
|
SU1324778A1 |
Использование: для выпуска деталей практически любой номенклатуры, получаемых механической обработкой, обработкой и давлением и прессованием, в машиностроении, где требуется выполнение разнохарактерных операций над заготовками различных видов. Сущность изобретения: роторная линия содержит установленные на станине в технологической последовательности загрузочный ротор, n-позиционный технологический ротор со сменными инструментальными блоками по числу его позиций, транспортный ротор, взаимодействующий непосредственно с загрузочным ротором, и ротор выгрузки, взаимодействующий непосредственно с технологическим ротором. Загрузочный ротор дополнительно содержит комплект загрузочных устройств для подачи заготовок разной номенклатуры, причем каждое загрузочное устройство соответствует только одному инструментальному блоку. Транспортный ротор включает n-1-позицию и взаимодействует непосредственно с ротором выгрузки. Все роторы за исключением технологического имеют манипуляторы, каждый из которых обслуживает только свой ротор. Это достигается за счет того, что каждый захватный орган манипулятора при необходимости для придания линии максимальной гибкости и универсальности обслуживает только свое загрузочное устройство и соответствующую позицию одного из роторов. 2 з.п.ф-лы, 2 ил.
| Роторная машина для штамповочных операций | 1990 |
|
SU1745523A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
