Изобретение относится к металлургии, конкретнее к выплавке стали в конвертерах.
Наиболее ближайшим по технической сущности является способ подготовки шлаковых чаш, включающий нанесение на ее внутреннюю поверхность известкового раствора. Нанесение известкового раствора производят методом опрыскивания в течение 3 с. При плохом качестве опрыскивания процесс нанесения известкового раствора повторяют. Сушку известкового покрытия производят естественным путем на воздухе.
Недостатком известного способа является недостаточная стойкость шлаковых чаш. Это объясняется тем, что в процессе наполнения чаши шлак приваривается в отдельных местах к ее поверхности. При удалении шлака из чаши методом ее опрокидывания на внутренней поверхности остаются "корольки" или приваренные частички шлака. При дальнейшем использовании шлаковой чаши этот процесс прогрессирует, что делает невозможным удаление шлака из чаши.
Технический эффект при использовании изобретения заключается в повышении стойкости шлаковых чаш.
Указанный технический эффект достигают тем, что способ подготовки шлаковых чаш включает нанесение на ее внутреннюю поверхность раствора, слив в чашу шлака из сталеплавильного агрегата и последующее удаление шлака из чаши.
Внутреннюю поверхность чаши покрывают слоем смеси водного раствора алюмосиликатного мертеля в соотношении составляющих соответственно в пределах 1/(0,5 - 1,0) и ортофосфорной кислоты в количестве 0,3 - 0,6% от объема раствора мертеля. Расход водного раствора алюмосиликатного мертеля устанавливают в пределах 3 - 6,5 кг/м3 чаши. Внутреннюю поверхность чаши подвергают 2 - 5-разовому циклическому нагреву и последующему охлаждению в течение 5 - 10 мин в каждом цикле нагрева и охлаждения.
Повышение стойкости шлаковых чаш будет происходить вследствие покрытия ее внутренней поверхности смесью водного раствора алюмосиликатного мертеля и ортофосфорной кислоты, а также последующей циклической термообработки. В этих условиях на внутренней поверхности чаши образуется плотный и прочный слой покрытия, исключающий образование на поверхности "корольков" приваренных частичек шлака. В результате обеспечиваются условия для беспрепятственного удаления шлака из чаши.
Диапазон значений соотношения составляющих водного раствора алюмосиликатного мертеля в пределах 1/(0,5 - 1,0) объясняется физико-химическими закономерностями образования покрытия на внутренней поверхности шлаковой чаши. При меньших значениях содержания мертеля не будет обеспечиваться необходимая прочность покрытия. При больших значениях будет происходить перерасход мертеля без дальнейшего повышения прочности покрытия.
Указанный диапазон устанавливают в прямой зависимости от емкости шлаковой чаши.
Диапазон значений содержания ортофосфорной кислоты в смеси в пределах 0,3 - 0,6% от объема водного раствора мертеля объясняется физико-химическими закономерностями образования и формирования покрытия. При меньших значениях хрупкость слоя покрытия будет выше, а его вязкость будет ниже допустимых значений. При больших значениях будет происходить перерасход ортофосфорной кислоты без дальнейшего повышения эксплуатационных свойств покрытия.
Указанный диапазон устанавливают в прямой зависимости от емкости чаши.
Диапазон расхода водного раствора алюмосиликатного мертеля в пределах 3 - 6,5 кг/м3 чаши объясняется необходимостью создания защитного слоя на внутренней поверхности шлаковой чаши необходимой толщины. При меньших значениях толщина слоя покрытия будет ниже допустимых значений. При больших значениях будет происходить перерасход водного раствора мертеля без повышения эксплуатационных качеств покрытия.
Указанный диапазон устанавливают в прямой зависимости от емкости чаши.
Диапазон значений числа циклического нагрева и охлаждения чаши в пределах 2 - 5 объясняется теплофизическими закономерностями высушивания и затвердевания покрытия. При меньших значениях не будет обеспечиваться необходимая прочность покрытия. При больших значениях будет удлиняться время подготовки чаши к разливке.
Указанный диапазон устанавливают в прямой зависимости от емкости чаши.
Диапазон значений поочередных периодов нагрева и охлаждения чаши в пределах 5 - 10 мин в каждом цикле объясняется теплофизическими закономерностями нагрева, охлаждения покрытия и физико-химическими закономерностями его твердения. При меньших значениях не будет обеспечиваться необходимая прочность покрытия. При больших значениях будет происходить растрескивание слоя покрытия и увеличиваться время подготовки чаши сверх допустимых значений.
Указанный диапазон устанавливают в прямой зависимости от емкости чаши.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "Изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ подготовки шлаковых смесей осуществляют следующим образом.
Пример. В процессе подготовки шлаковую чашу очищают от старого защитного слоя. Затем ее внутреннюю поверхность покрывают слоем смеси водного раствора алюмосиликатного мертеля марки, например МШ-31 в соотношении составляющих соответственно в пределах 1/(0,5 - 1,0) и ортофосфорной кислоты в количестве 0,3 - 0,6% от объема водного раствора мертеля. Расход водного раствора алюмосиликатного мертеля устанавливают в пределах 3,0 - 6,5 кг/м3 чаши. После этого внутреннюю поверхность чаши подвергают 2 - 5-разовому циклическому нагреву и последующему охлаждению в течение 5 - 10 мин в каждом цикле нагрева и охлаждения. Нагрев внутренней поверхности чаши осуществляют посредством, например, газовых горелок или установки чаши в вертикальном положении под перевернутый горячий конвертер после очередной плавки. Нагрев чаши производят до температуры ее внешней поверхности в пределах 50 - 300oC. Нанесение покрытия на внутреннюю поверхность чаши производят в ее горизонтальном положении. После этого чашу подают на позицию заливки шлаком из конвертера.
После 500 - 600 наливов шлака из внутренней поверхности чаши удаляют старый слой покрытия и процесс подготовки и нанесения нового слоя покрытия чаши повторяют.
При такой организации нанесения защитного покрытия образуется на ее внутренней поверхности прочный и одновременно вязкий защитный слой.
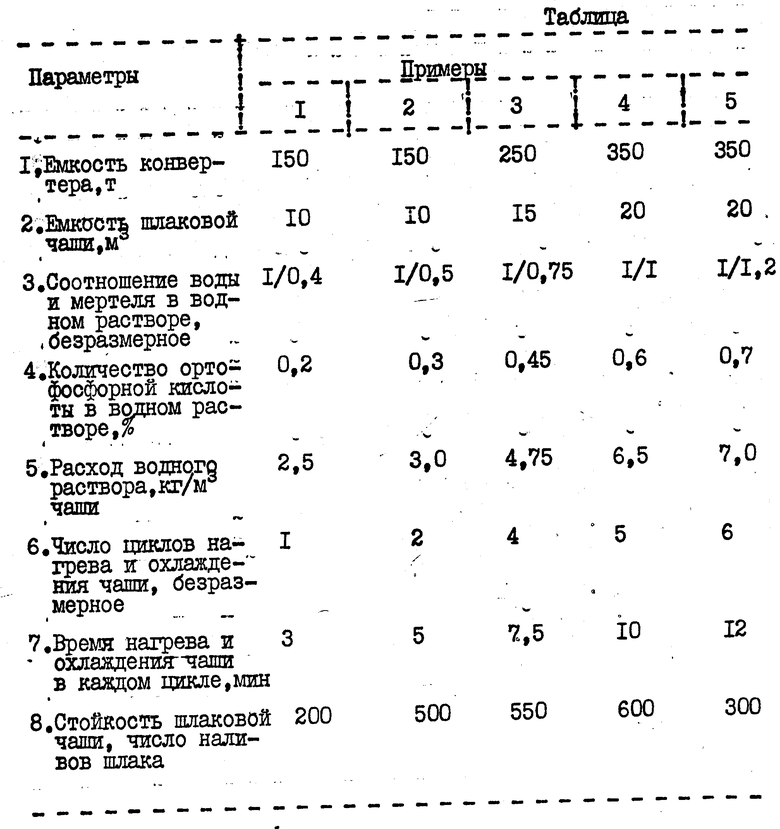
В таблице приведены примеры осуществления способа с различными технологическими параметрами.
В примере 1 вследствие малых расходов водного раствора мертеля и ортофосфорной кислоты, а также циклов нагрева, охлаждения и времени циклов термообработки не обеспечивается необходимая стойкость шлаковой чаши.
В примере 5 вследствие больших расходов водного раствора мертеля и ортофосфорной кислоты происходит их перерасход. Вследствие большого числа и продолжительности циклов нагрева и охлаждения удлиняется процесс подготовки чаши с одновременным уменьшением ее стойкости.
В оптимальных примерах 2 - 4 вследствие необходимых технологических параметров нанесения защитного покрытия и его термообработки увеличивается стойкость чаши в 2 - 2,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ФУТЕРОВКУ КОНВЕРТЕРА | 1995 |
|
RU2094474C1 |
| СПОСОБ ПОДГОТОВКИ ИЗВЕСТИ К ВЫПЛАВКЕ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2127767C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА | 1997 |
|
RU2132392C1 |
| СПОСОБ ПОДГОТОВКИ РАЗЛИВОЧНОГО КОВША ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 1994 |
|
RU2025202C1 |
| СПОСОБ НАНЕСЕНИЯ ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 1997 |
|
RU2109072C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА | 1997 |
|
RU2114919C1 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ ФУТЕРОВКИ КОНВЕРТЕРА | 1996 |
|
RU2101362C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2109071C1 |
| СПОСОБ ЗАЩИТЫ ЧУГУНОВОЗНЫХ КОВШЕЙ ОТ ЗАРАСТАНИЯ ПРИ ВЫПЛАВКЕ ЧУГУНОВ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ ТИТАНОМАГНЕТИТОВ | 2000 |
|
RU2179908C1 |
| ЭЛЕКТРОПЕЧЬ ДЛЯ ВЫПЛАВКИ СИНТЕТИЧЕСКОГО ШЛАКА | 1995 |
|
RU2096490C1 |
Использование: изобретение относится к металлургии, конкретнее к выплавке стали в конвертерах. Способ включает нанесение на внутреннюю поверхность чаш покрытия, в качестве которого используют смесь водного раствора алюмосиликатного мертеля в соотношении составляющих в пределах 1/(0,5 - 1,0) и ортофосфорной кислоты в количестве 0,3 - 0,6% от объема раствора мертеля. Расход мертеля устанавливают в пределах 3 - 6,5 кг/м3 чаши. Внутреннюю поверхность чаши подвергают 2 - 5-разовому циклическому нагреву и последующему охлаждению в течение 5 - 10 мин в каждом цикле нагрева и охлаждения. Технический результат при использовании изобретения заключается в повышении стойкости шлаковых чаш. 2 з.п.ф-лы, 1 табл.
| Подготовка шлаковых чаш и первичная переработка конвертерного шлака | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU 1514792 A, 15.10.89 | |||
| Шлаковозная чаша | 1984 |
|
SU1211293A1 |
| Способ обработки шлаковых чаш | 1983 |
|
SU1152963A1 |
| Шлаковозная чаша с защитным покрытием | 1979 |
|
SU870430A1 |
| Способ обработки шлакового ковша | 1976 |
|
SU617474A1 |

