Изобретение относится к оборудованию для сборки и разборки узлов и может быть использовано, преимущественно, для монтажа и демонтажа шестерен коленчатых валов двигателей внутреннего сгорания.
Известно устройство для монтажа и демонтажа деталей на горячей посадке типа шестерен коленчатого вала, содержащее станину, на которой смонтированы упорная плита с открытой в верхней части вертикальной прорезью для размещения шейки коленчатого вала, съемный фиксатор для крепления коленчатого вала и силовой гидроцилиндр с расположенным на его штоке рабочим органом (SU 1269962 A1, 15.11.86, B 23 P 19/02).
Указанное известное устройство не всегда обеспечивает высокое качество монтажа и демонтажа деталей при минимальных энергетических и временных затратах.
Технической задачей, на решение которой направлено изобретение, является создание компактного, занимающего малую производственную площадь устройства, обеспечивающего высокое качество работ по монтажу и демонтажу высоконапряженных соединений при минимальных энергетических и временных затратах.
Для решения поставленной задачи известное устройство для монтажа и демонтажа деталей на горячей посадке типа шестерен коленчатого вала, содержащее станину, на которой смонтированы упорная плита с открытой в верхней части вертикальной прорезью для размещения пайки коленчатого вала, съемный фиксатор для крепления коленчатого вала и силовой гидроцилиндр с расположенным на его штоке рабочим органом, оно снабжено дополнительным фиксатором для крепления коленчатого вала, установленным с возможностью перемещения вдоль оси сборки, и индукционным нагревателем, силовой гидроцилиндр связан с упорной плитой тягами, индукционный нагреватель размещен на них с возможностью возвратно-поступательного перемещения, а рабочий орган выполнен в виде двух съемных насадок, одна из которых установлена с возможностью взаимодействия с валом, а вторая - с деталью, при этом съемный фиксатор выполнен в виде скобы, расположенной с возможностью взаимодействия с плитой.
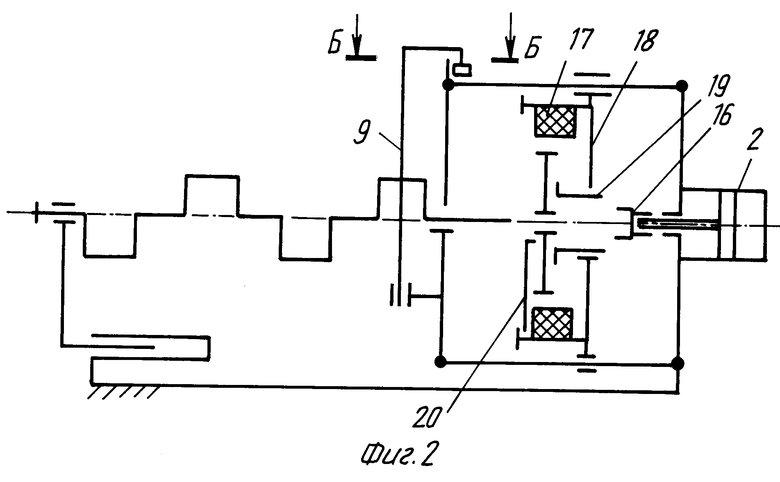
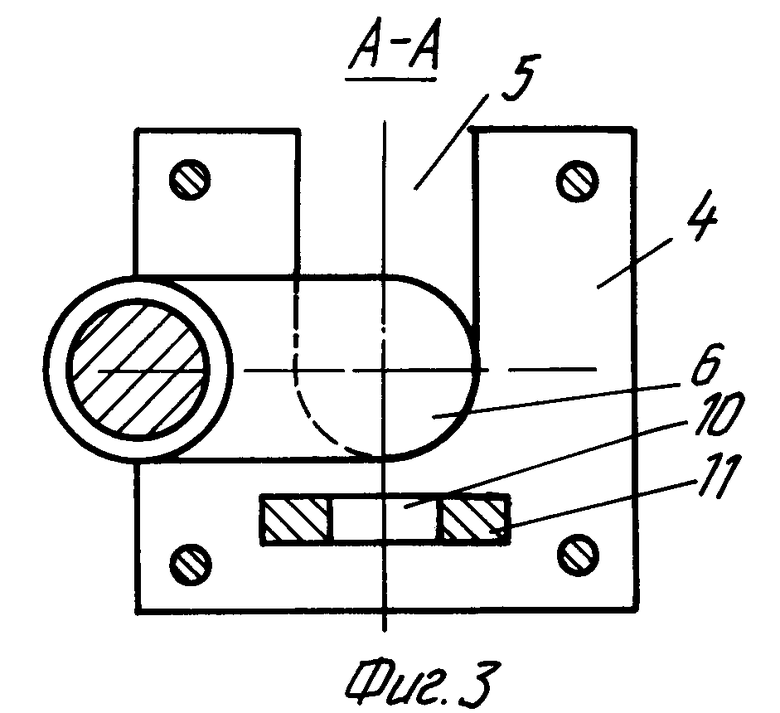
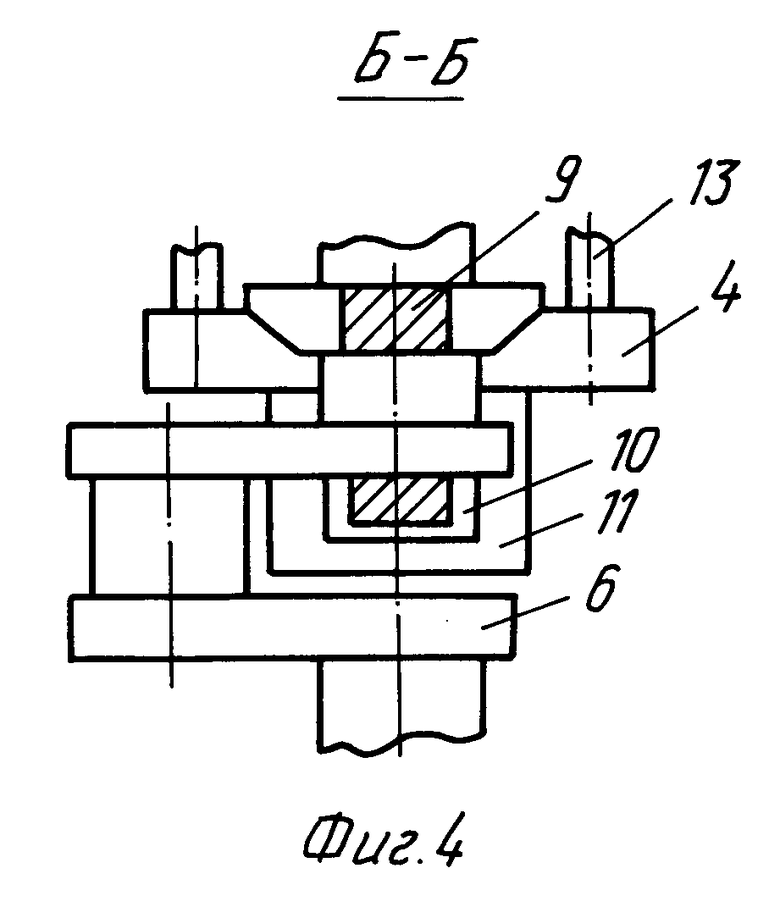
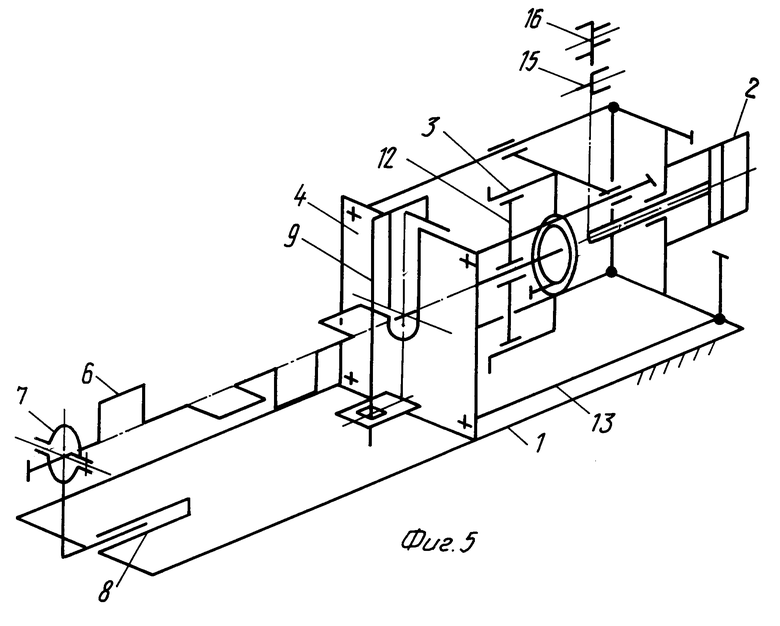
Изобретение поясняется графическими материалами, где на фиг. 1 изображена принципиальная схема устройства (шток с насадкой в положении перед съемом шестерни); на фиг. 2 - то же (шток с насадкой в положении перед посадкой шестерни); на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - общий вид устройства в аксонометрии.
Устройство содержит станину 1 с силовым гидроцилиндром 2 и индукционный нагреватель 3.
Станина 1 снабжена упорной плитой 4 с открытой в верхней части вертикальной прорезью 5. В прорези 5 размещена шейка коленчатого вала 6. Коленчатый вал 6 укреплен на станине 1 посредством фиксатора 7, установленного с возможностью осевого перемещения (перемещения вдоль оси коленчатого вала по направляющей 8).
Второй фиксатор коленвала выполнен в виде съемной скобы 9, один конец которой размещен в окне 10 консоли 11 плиты, а второй конец упирается с другой стороны плиты. Скоба 9 фиксирует коленвал от осевого смещения только в момент монтажа шестерни 12.
Гидроцилиндр 2 связан с упорной плитой 4 тягами 13, на которых размещен с возможностью осевого возвратно-поступательного перемещения индукционный нагреватель 3.
Рабочий орган штока 14 выполнен в виде двух съемных насадок 15 и 16. Насадка 15 взаимодействует с торцем коленвала и предназначена для съема шестерни 12, а насадка 16 упирается в шестерню 12 и предназначена для посадки указанной шестерни на вал.
Индукционный нагреватель 3 содержит индукционную катушку 17, корпус 18 с разрезанными втулками: подвижной 19 и съемной 20.
Устройство работает следующим образом.
Для съема шестерни 12 шейку коленвала 6 размещают в прорези 5 плиты 4 и крепят на станине 1 фиксатором 7 (см. фиг. 1). Корпус 18 индукционного нагревателя перемещают по тягам 13 до соприкосновения корпуса 18 с плитой 4, а втулки 19 с шестерней 12. Включают в электрическую цепь катушку 17, под действием чего шестерня 12 нагревается, а коленвал остается относительно холодным, благодаря замыканию цепи магнитного поля через корпус 18, плиту 4 и втулку 16. Далее перемещают шток 14 гидроцилиндра 2 в сторону коленвала и насадкой 15 упирают в торце коленвала 6, который смещается влево по своей оси. При этом фиксатор 7 также смещается в осевом направлении по направляющим 8, а шестерня остается неподвижной из-за плиты 4. После съема шестерня 12 удаляется из полости катушки 17 и индукционный нагреватель 3 перемещается вручную в крайнее правое положение по тягам 13. Для установки шестерни 12 на коленвале 6, шейку коленвала размещают в прорези 5 плиты 4 и крепят фиксатором 7 и скобой 9 (см. фиг. 2).
Это предотвращает смещение коленвала в осевом направлении.
Шестерню 12 размещают внутри катушки 17, устанавливают съемное разрезное кольцо 20 и производят индукционный нагрев шестерни, после чего штоком 14 гидроцилиндра перемещают насадку 16 и этой насадкой надвигают шестерню на коленвал. После посадки шестерни на коленвал скобу 9 снимают, освобождают коленвал от фиксатора 7 и коленвал вместе с шестерней снимают с прорези 5 плиты 4, а индукционный нагреватель перемещают в крайнее правое положение по тягам 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литьевого прессования | 1981 |
|
SU1090570A1 |
| Агрегатный станок | 1985 |
|
SU1288026A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2016 |
|
RU2682460C2 |
| СПОСОБ СБОРКИ КОЛЕСНО-МОТОРНЫХ БЛОКОВ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2011 |
|
RU2476304C1 |
| Установка для мойки коленчатых валов | 1989 |
|
SU1741933A1 |
| Каретка кривовязюка к устройству дляВыРубКи зАгОТОВОК из пОлОСОВОгОМАТЕРиАлА | 1979 |
|
SU841732A1 |
| Коленчатый вал | 1985 |
|
SU1423831A1 |
| Стенд для сборки и разборки изделий | 1990 |
|
SU1776534A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
На станине смонтированы упорная плита с открытой в верхней части вертикальной прорезью, съемный фиксатор для крепления коленчатого вала и силовой гидроцилиндр с рабочим органом на штоке, связанный с упорной плитой тягами. На тягах подвижно установлен индукционный нагреватель. Рабочий орган выполнен в виде двух насадок, одна из которых взаимодействует с валом, а вторая - с деталью. В устройстве имеется дополнительный фиксатор для крепления коленчатого вала, установленный с возможностью перемещения вдоль оси вала. Съемный фиксатор представляет собой скобу, взаимодействующую с плитой. В результате обеспечивается повышение качества монтажа и демонтажа соединений при минимальных энергетических и временных затратах. 5 ил.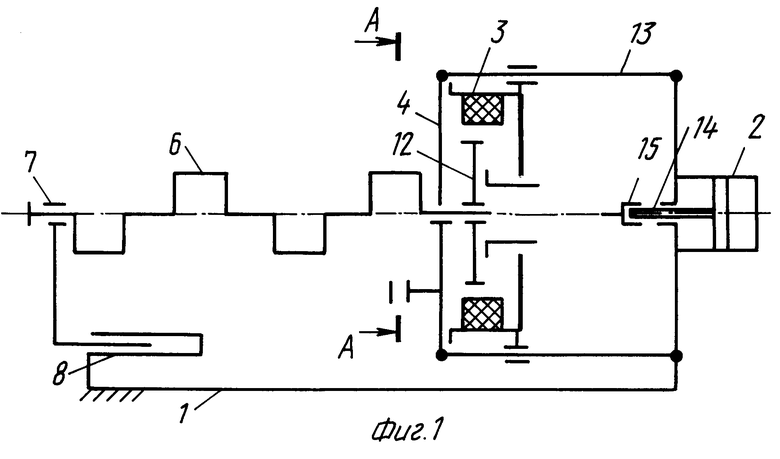
Устройство для монтажа и демонтажа деталей на горячей посадке типа шестерен коленчатого вала, содержащее станину, на которой смонтированы упорная плита с открытой в верхней части вертикальной прорезью для размещения шейки коленчатого вала, съемный фиксатор для крепления коленчатого вала и силовой гидроцилиндр с расположенным на его штоке рабочим органом, отличающееся тем, что оно снабжено дополнительным фиксатором для крепления коленчатого вала, установленным с возможностью перемещения вдоль оси вала, и индукционным нагревателем, силовой гидроцилиндр связан с упорной плитой тягами, индукционный нагреватель размещен на них с возможностью возвратно-поступательного перемещения, а рабочий орган выполнен в виде двух съемных насадок, одна из которых установлена с возможностью взаимодействия с валом, а вторая - с деталью, при этом съемный фиксатор выполнен в виде скобы, расположенной с возможностью взаимодействия с плитой.
| Устройство для сборки деталей запрессовкой | 1984 |
|
SU1269962A1 |
| Стенд для тепловой сборки внутренних колец подшипников с прокатными валками | 1983 |
|
SU1202776A1 |
| SU 761221 A, 07.09.80 | |||
| US 4635336 A, 13.06.87. | |||
