Изобретение относится к технологии производства коллекторов электрических машин и может быть использовано в электротехнической промышленности путем изготовления коллекторов из металлического порошка.
Существует большое разнообразие способов изготовления электрических коллекторов. Данное изобретение относится к коллекторам кольцевого типа, состоящим из ламелей, соединенных технологическими перемычками, применяемым под опрессовку пластмассой, с последующим разделением ламелей.
Известен способ изготовления коллектора методом механической обработки из прутка (а.с. 1252851 A1, SU 23.08.86, бюл. N31 H 01 R 43/06). К его недостаткам можно отнести большой объем механических работ.
Известен способ штамповки коллектора из медной полосы (а.с. N 1640762 A1, SU 07.04.91, Бюл. N 13, H 01 R 43/06) с последующим сворачиванием в кольцо. Недостаток его - ограниченное количество ламелей при определенном диаметре из-за необходимой толщины ленты.
Наиболее близким к изобретению является известный способ изготовления коллектора электрической машины, включающий изготовление цилиндрической заготовки пакета кольцевых пластин, состоящих из ламелей, соединенных технологическими перемычками путем прессования, спекания и калибрования и последующего разделения ламелей (авторское свидетельство СССР 1185463 A, H 01 R 43/06, опубл. 15.10.85).
Цель изобретения - обеспечение технологичности при прессовании и калибровании.
Для этого при прессовании кольцевой заготовки на внутренней поверхности каждой ламели выполняют канавку, а при калибровании заготовки края каждой ламели разводят в разные стороны относительно канавки с образованием формы типа " ласточкин хвост". При этом при прессовании заготовки обеспечивают каждой ламели равнотолщинность и сужение к центру.
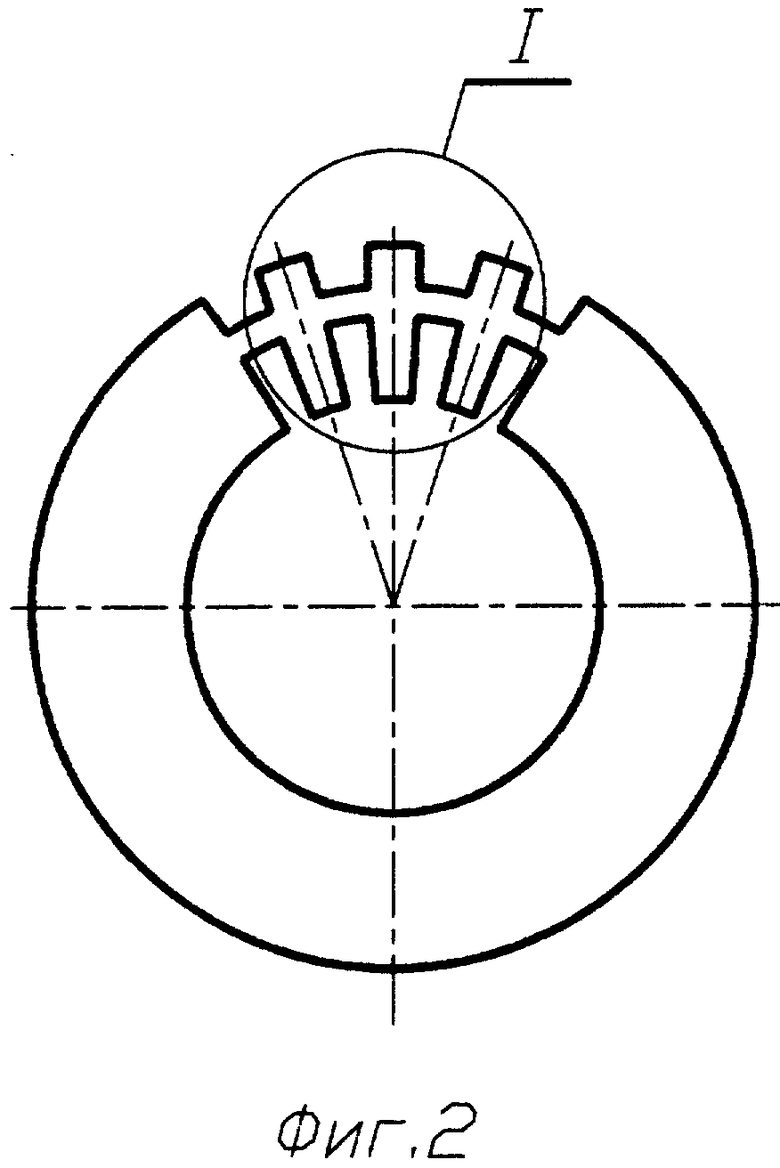
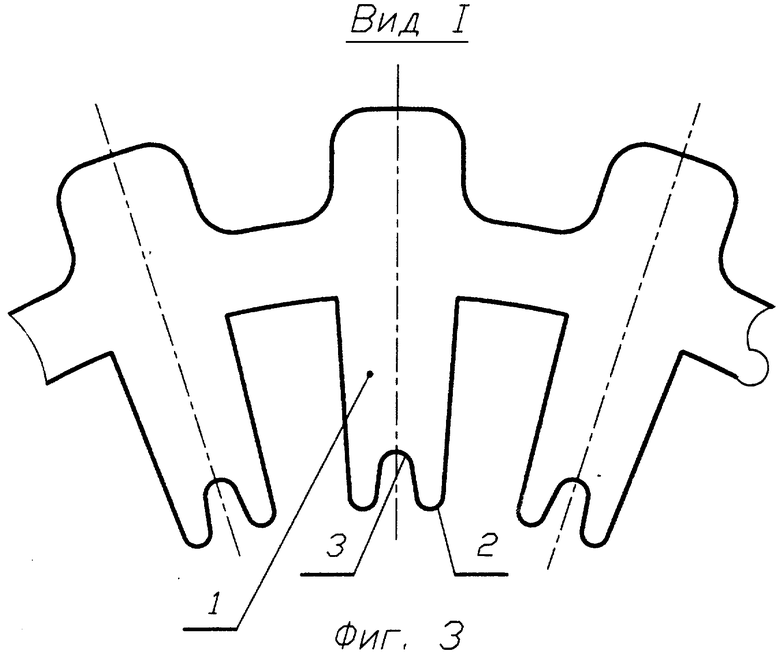
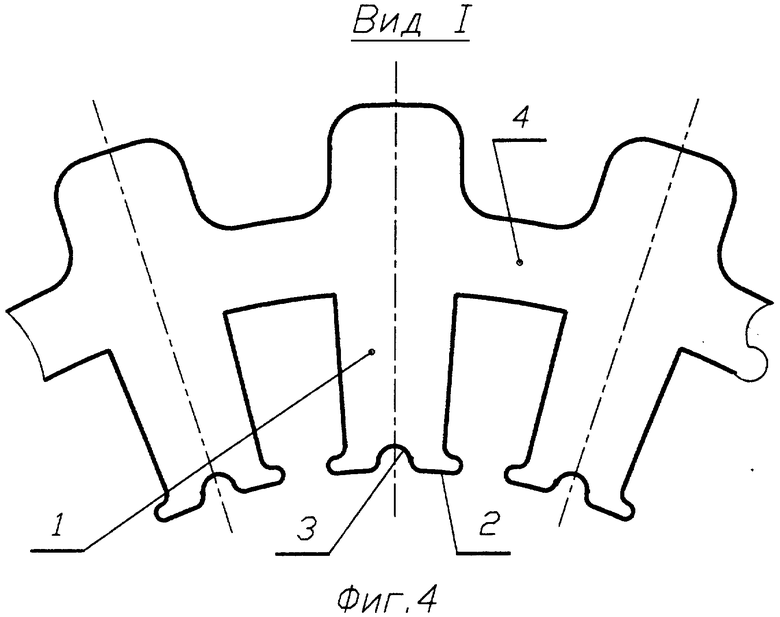
На фиг. 1 показана форма заготовки коллектора в разрезе вдоль оси, на фиг. 2 - то же, вид сверху, на фиг. 3 - выноска 1 с фиг. 2, форма спрессованного профиля ламели, на фиг. 4 - выноска 1 с фиг. 2, форма скалиброванного профиля ламели.
Способ изготовления заготовки коллектора заключается в следующем.
Из медного порошка, возможно с различными добавками для придания специальных свойств, прессуют заготовку фиг. 1 и 2 Ламель 1 фиг.3 должна быть равномерной толщины или сужаться к центру, чтобы при снятии давления прессования и выталкивания заготовки из пресс-формы исключить трещины от упругого расширения прессовки. Пресс-форма спроектирована так, что вдоль внутренней поверхности 2 каждой ламели формуется канавка 3.
После спекания заготовки коллектора, ее подвергают операции калибрования с целью придания точности геометрических размеров. При этом края ламели 1 фиг. 4 по внутренней поверхности 2 разводятся в разные стороны относительно канавки 3. Ламель в профиль приобретает форму, похожую на ласточкин хвост.
Последующие технологические операции, как известно из аналогичных способов, следующие: заготовку коллектора опрессовывают пластмассой и прорезают токопроводящие перемычки 4 между ламелями. Каждая ламель удерживается в пластмассе за счет ласточкина хвоста, выполненного вдоль ламели.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Способ изготовления коллектора электрической машины | 1984 |
|
SU1185463A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления коллектора электрической машины | 1983 |
|
SU1098057A1 |
| Коллектор для электрической машины | 1982 |
|
SU1069038A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ВТУЛОК С ВНУТРЕННЕЙ ВЫЕМКОЙ | 1997 |
|
RU2123408C1 |
| Способ изготовления торцового коллектора электрической машины | 1988 |
|
SU1534588A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1995 |
|
RU2109380C1 |
| Способ изготовления торцевого коллектора электрической машины | 1977 |
|
SU705578A1 |
| Способ изготовления коллектора электрической машины | 1975 |
|
SU557450A1 |
Изобретение относится к технологии производства коллекторов электрических машин, в частности кольцевых коллекторов, состоящих из ламелей, соединенных технологическими перемычками, применяемых под опрессовку пластмассой с последующим разделением ламелей. С целью снижения материалоемкости и повышения производительности заготовка коллектора изготавливается из металлопорошка путем прессования, спекания и калибрования. Каждая ламель прессованной заготовки имеет равную толщину или сужается к центру коллектора. На каждой ламели прессованной заготовки вдоль внутренней поверхности выполнена канавка. В процессе калибрования спеченной заготовки края каждой ламели по внутренней поверхности разводятся относительно канавки в разные стороны с образованием формы типа "ласточкин хвост". 1 з.п. ф-лы, 4 ил.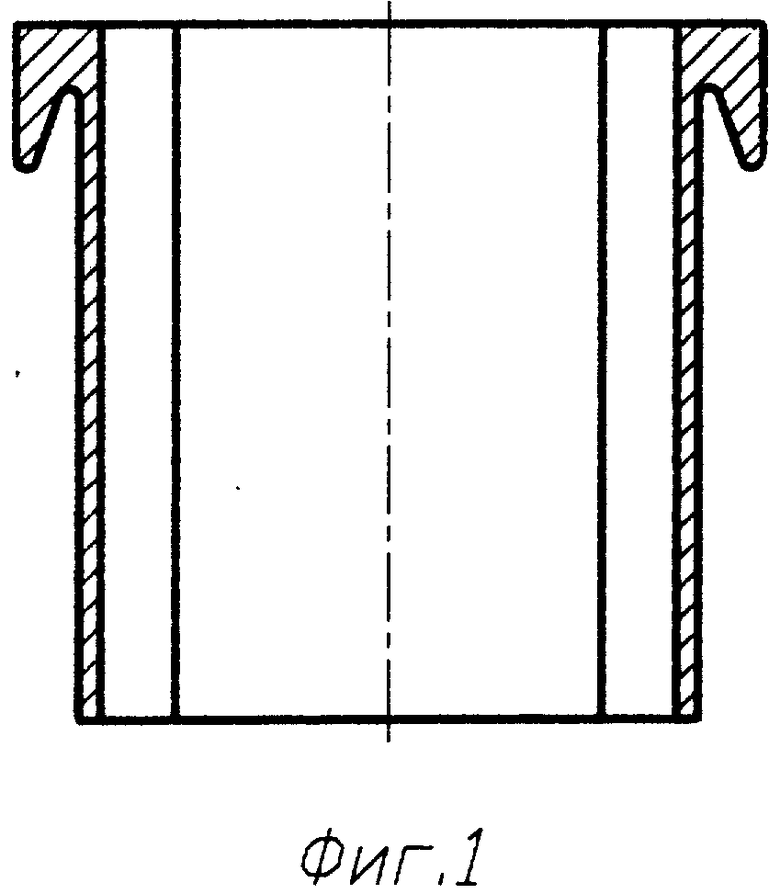
| SU 11854663 A, 15.10.85 | |||
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2007800C1 |
| СПОСОБ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА НИЗИНА | 2015 |
|
RU2585521C1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Вибрационное устройство для выпуска руды | 1984 |
|
SU1231799A1 |
| Рабочий орган к пневматическим разбрасывателям сыпучих удобрений | 1975 |
|
SU546317A1 |

