Изобретение относится к области металлургии, а именно к методам упрочнения поверхности деталей в процессе их обработки.
Известен способ упрочнения поверхности деталей, включающий дробеструйную обработку поверхности [1] , однако, для точной обработки поверхности такой способ практически не подходит.
Также известен способ упрочнения поверхности деталей, включающий хонингование поверхностей [2] при котором происходит не только шлифование поверхности, но и ее упрочнение. Однако в данном случае упрочнение недостаточно.
Наиболее близким к заявленному является способ, включающий хонингование обрабатываемой поверхности посредством двух групп деформирующих элементов, причем основная группа выполнена в виде набора шлифовальных брусков [3], причем дополнительная группа деформирующих элементов в данном случае выполнена в виде пластин с рабочей поверхностью в виде двугранного угла. Но при таком воздействии на обрабатываемую поверхность качество упрочнения является недостаточным, поскольку рабочая поверхность в виде двугранного угла не может обеспечить качественного уплотняющего воздействия по всей ее длине.
Технической задачей настоящего изобретения является повышение качества уплотнения с одновременной высокоточной обработкой поверхности.
Указанная задача решается за счет того, что каждый элемент дополнительной группы выполняют в виде набора инденторов со сферической рабочей поверхностью, воздействие которыми на обрабатываемую поверхность осуществляют при нанесении на данную поверхность смазочно-охлаждающей жидкости, включающей приработочную присадку, при этом данное воздействие осуществляют после воздействия на обрабатываемую поверхность основной группой деформирующих элементов.
Поиск, проведенный по техническим источникам информации показал, что заявленная совокупность соответствует всем условиям патентоспособности изобретения.
На чертеже схематически представлены деформирующие элементы основной и дополнительной групп и обрабатываемая поверхность /в разрезе/.
Способ реализуется посредством хонинговальной головки, включающей основную группу деформирующих элементов, каждый из которых выполнен в виде шлифовального бруска 1. Каждый деформирующий элемент дополнительной группы выполнен в виде набора инденторов 2 со сферической рабочей поверхностью, причем бруски 1 и индекторы 2 могут взаимодействовать с обрабатываемой поверхностью детали 3 раздельно /механизм раздельного воздействия не показан, но может использоваться механизм, представленный, например, в [2] или [3], при обработке детали цилиндрической формы, при этом хонинговальная головка и обрабатываемая деталь осуществляют относительно друг друга вращательное и возвратно-поступательное относительно их оси движения, для этого случая и рассматривается представленный ниже пример реализации способа/.
В процессе реализации способа на обрабатываемую поверхность воздействуют шлифовальными брусками 1, которые не только шлифуют поверхность, но и при наличии нормальной составляющей давления на обрабатываемую поверхность упрочняют ее. После чего на поверхность детали 3 подают смазочно-охлаждающую жидкость [СОЖ ], включающую по крайней мере одну приработочную присадку с поверхностно-активными /ПАВ/ и металлоплакирующими добавками, причем в качестве поверхностно-активного вещества может использоваться олеиновая кислота. ПАВ способствуют реализации эффекта Ребиндера, заключающегося в снижении прочности металла на срез, что облегчает процесс разрушения узлов схватывания и увеличивает интенсивность приработки поверхностей трения. В качестве СОЖ также могут применяться технологические составы, представленные в [4], в авт. св. СССР 1778165, патенте РФ 2041253 и т.д., в качестве металлоплакирующей добавки может применяться добавка типа ОГМ-С и т.д., причем в большинстве случаев на обрабатываемой поверхности получается антифрикционное приработочное покрытие из меди и полимеров. Воздействие инденторов 2 совместно с СОЖ дает возможность осуществить пластическое деформирование поверхности наряду с ее одновременным упрочнением, улучшением качества микроструктуру обрабатываемой поверхности, в том числе и на значительную глубину, и нанесением на обрабатываемую поверхность и вглубь детали металлосодержащей пленки и соответственно соединений, например при использовании присадок типа ОГМ-пленки и соединений меди. Цикл обработки закончен, после чего при необходимости его можно повторить.
Применение указанного способа упрочнения позволяет на 30-50% повысить конечную прочность обрабатываемой детали, существенно увеличить качество обрабатываемой поверхности и одновременно повысить антифрикционные свойства обработанной поверхности, что в совокупности позволяет во много раз снизить трудозатраты на обработку деталей.
Источники информации
1. Петросов В.В. Гидродробеструйное упрочнение деталей инструмента. - М. : Машиностроение, 1977.
2. Патент США 4065881, кл. B 24 B 33/08, 1978.
3. Патент ФРГ 3447361, кл. B 24 B 33/08, 1986.
4. Носихин П.И. Повышение качества и ускорение обкатки отремонтированных дизелей на основе современных достижений трибологии. Автореферат диссертации на соискание ученой степени доктора технических наук. - М.: МГАУ, 22.05.97.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1997 |
|
RU2128573C1 |
| БЛОК-МОДУЛЬНЫЙ ИНСТРУМЕНТ И ХОНИНГОВАЛЬНЫЙ БЛОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2000 |
|
RU2184637C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОВЕРШИННОГО МИКРОРЕЛЬЕФА ТРИБОСОПРЯЖЕНИЙ СО СМАЗОЧНЫМИ МИКРОВПАДИНАМИ | 2012 |
|
RU2530606C2 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1987 |
|
SU1490146A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| СПОСОБ АНТИФРИКЦИОННО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2355555C2 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1975 |
|
SU540905A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ | 1998 |
|
RU2160660C2 |
| СОСТАВ ДЛЯ УСКОРЕНИЯ ПРИРАБОТКИ ДЕТАЛЕЙ ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЯ В ПЕРИОД СТЕНДОВОЙ ОБКАТКИ | 1997 |
|
RU2128686C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
Изобретение относится к методам упрочнения поверхности деталей в процессе их обработки. Способ включает хонингование обрабатываемой поверхности посредством двух групп деформирующих элементов. Основная группа выполнена в виде набора шлифовальных брусков, а каждый элемент дополнительной группы - в виде набора инденторов со сферической рабочей поверхностью. Воздействие инденторами на обрабатываемую поверхность осуществляют при нанесении на данную поверхность смазочно-охлаждающей жидкости, включающей приработочную присадку, после воздействия на обрабатываемую поверхность основной группой деформирующих элементов. Способ повышает качество уплотнения с одновременной высокоточной обработкой поверхности. 1 ил.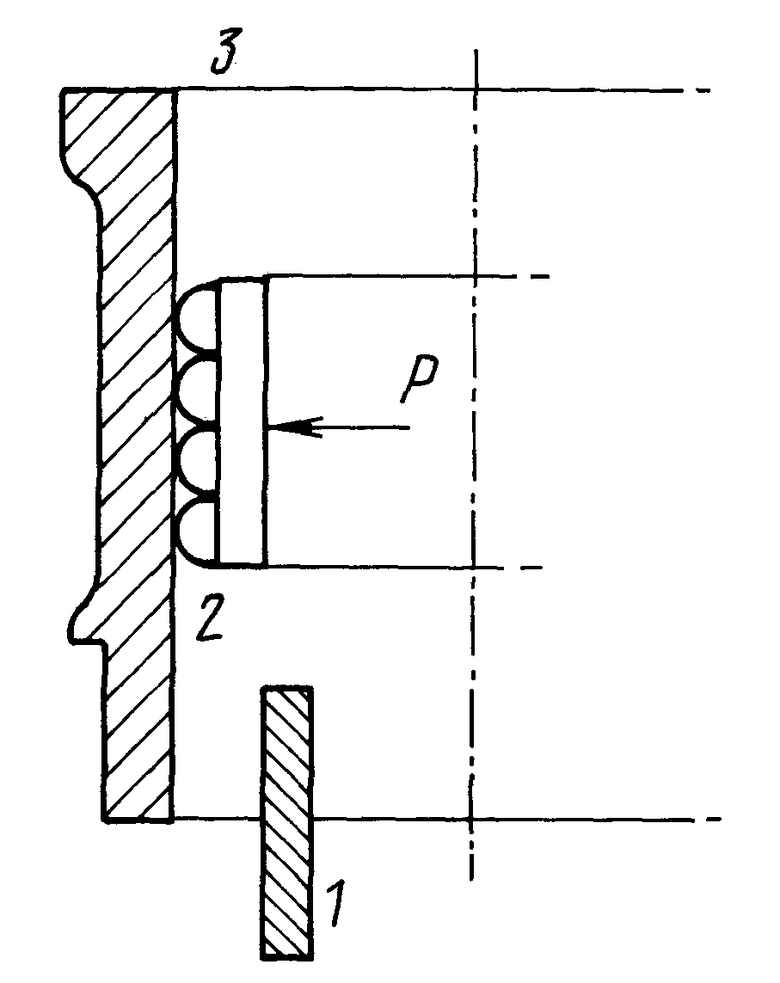
Способ упрочнения поверхностей деталей, включающий хонингование обрабатываемой поверхности посредством двух групп деформирующих элементов, причем основная группа выполнена в виде набора шлифовлаьных брусков, отличающийся тем, что каждый элемент дополнительной группы выполнен в виде набора инденторов со сферической рабочей поверхностью, воздействие которыми на обрабатываемую поверхность осуществляют при нанесении на данную поверхность смазочно-охлаждающей жидкости, включающей приработочную присадку, при этом данное воздействие осуществляют после воздействия на обрабатываемую поверхность основной группой деформирующих элементов.
| DE 3447361 A1, 03.07.86 | |||
| SU 13299449 A1, 15.08.87 | |||
| Способ финишной обработки | 1990 |
|
SU1775273A1 |
| Способ финишной обработки гильз и цилиндров двигателей | 1987 |
|
SU1583262A1 |
| RU 2062209 C1, 20.06.96 | |||
| Инструмент для чистовой обработки поверхностей вращения | 1985 |
|
SU1250448A2 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЙНОГО МАРМЕЛАДА | 1993 |
|
RU2081614C1 |
| DE 3447361 A1, 03.07.86 | |||
| DE 3819240 A1, 31.08.89. | |||
