Изобретение относится к технологии изготовления коллекторов и может быть использовано в электротехнической промышленности при изготовлении заготовки коллектора.
Известен способ изготовления заготовки коллектора [1], заключающийся в вырубке заготовки с лапками, свертки заготовки в цилиндр, отгибке лапок и дальнейших доделочных операций.
Однако получить качественную заготовку коллектора по такой технологии достаточно сложно, т. к. при свертке заготовки в цилиндр она получается а сечении не цилиндрической, а многогранной формы по количеству лапок, вырубленных в исходной заготовке. Дальнейшая колибровка не приводит к устранению многогранной формы заготовки, т.к. свернутая заготовка не обладает достаточной жесткостью и при проталкивании через матрицу многогранность ее сохраняется.
Наиболее близким к предлагаемому изобретению является способ получения цилиндрических деталей с лапками вытяжкой [2]. Способ заключается в том, что вырубают круглую заготовку с лапками, расположенными равномерно по окружности заготовки, последующую комбинированную вытяжку, при которой получают полым цилиндрический корпус с дном и лапками, расположенными по окружности цилиндрического корпуса, дальнейшую гибку лапок под углом 90o к корпусу. Однако получить данным способом качественную заготовку цельноштампованного коллектора невозможно, т.к. во время комбинированной вытяжки, когда происходит утонение лапок, они искривляются относительно оси коллектора в зазоре между пуансоном и матрицей, т.к. никак не фиксируются. Кроме того, при утонении лапки получаются неодинаковой ширины из-за анизотропии свойств исходного материала.
Задачей настоящего изобретения является улучшение качества за счет получения цельноштампованной заготовки, имеющей лапки, расположенные равномерно по окружности относительно оси заготовки коллектора и имеющие одинаковую ширину.
Она достигается за счет того, что в известном способе изготовления заготовок коллекторов комбинированной вытяжкой, включающем в себя вырубку круглых заготовок с лапками, расположенными равномерно по окружности, комбинированную вытяжку, две операции гибки лапок, пробивку дна и гибку лапок на дне, комбинированную вытяжку производят пуансоном, имеющим боковые пазы, расположенные равномерно по окружности относительно оси пуансона и шириной, равной ширине лапок готового изделия.
При таком способе комбинированной вытяжки вначале происходит вытяжка корпуса и гибка лапок без утонения. При этом лапки легко попадают а пазы пуансона, т.к. ширина лапок меньше, чем ширина пазов на пуансоне. При дальнейшем ходе пуансона происходит утонение корпуса и лапок, материал которых заполняет пазы на пуансоне по ширине. При этом лапки располагаются равномерно по окружности относительно оси корпуса и имеют одинаковую ширину.
Предлагаемое изобретение иллюстрируется чертежами, на которых изображено:
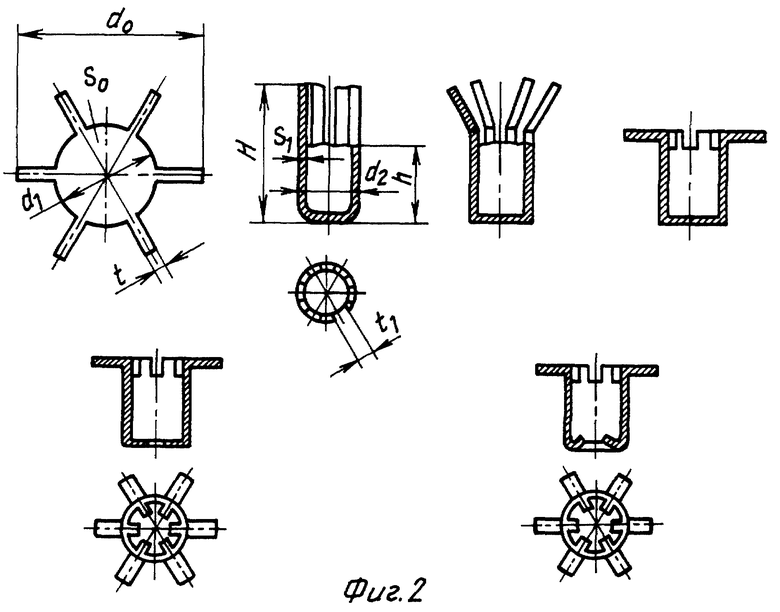
- на фиг. 1 - заготовка коллектора;
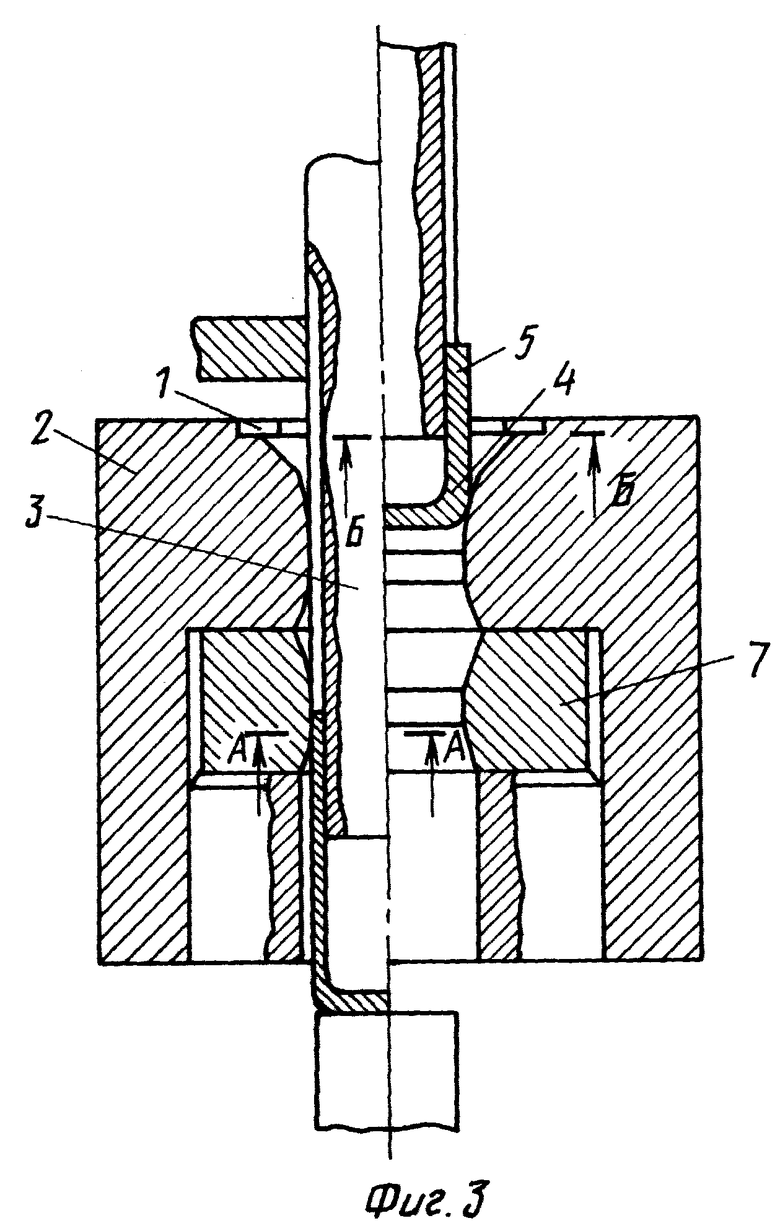
- на фиг. 2 - технологическая схема изготовления коллектора;
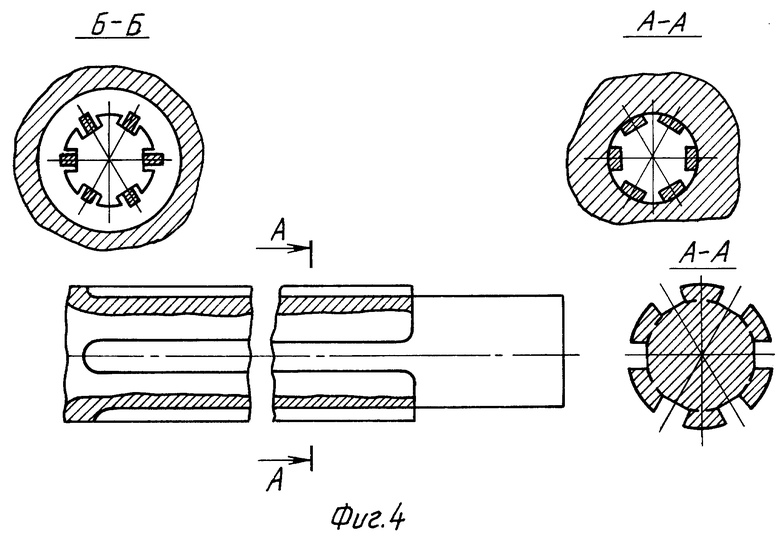
- на фиг. 3 - схема комбинированной вытяжки заготовки коллектора;
- на фиг. 4 - конструкция пуансона для комбинированной вытяжки.
Способ изготовления заготовки коллектора осуществляется в следующей технологической последовательности.
Заготовка с лапками под комбинированную вытяжку (фиг. 2) устанавливается в гнездо 1 матрицы 2, имеющей конфигурацию заготовки. При ходе пуансона 3 он производит вытяжку корпуса 4 и гибку лапок 5 (фиг. 3, сечение Б-Б). При этом ширина лапок меньше, чем ширина пазов на пуансоне 6, и они легко попадают в пазы пуансона. При дальнейшем ходе пуансона 5 вниз на матрице 7 происходит утонение корпуса 4 и лапок 5. При этом материал лапок заполняет пазы на пуансоне 6 (фиг. 3, сечение А-А). В дальнейшем происходит гибка лапок за две операции, вначале под углом 135o и окончательная под углом 90o к вытянутому корпусу коллектора, дальнейшая пробивка дна и окончательная гибка лапок на дне.
Пример. Рассмотрим технологию получения заготовки коллектора по предлагаемому способу.
Исходная заготовка (фиг.2) имеет следующие размеры: d=18 мм; d1=10,6 мм; ширина лапки t = 1,1 мм, исходная толщина заготовки S0= 1, 1 мм.
Определим относительную толщину заготовки.
T3=S0/d1•100=1,1/10,6•100=10,3%.
При такой относительной толщине заготовки вытяжку можно проводить баз прижима. После вытяжки по предлагаемому способу заготовка коллектора имеет следующие параметры (фиг. 2):
H=13,6 мм; h=7,5 мм; ширина лапок t1=1,35 мм; d2=6 мм;
толщина лапок и корпуса S1= 0,6 мм;
коэффициент вытяжки md=d2/d1 = 6/10,6=0,56;
коэффициент утонения ms=S1/S0=0,6/1,1=0,545.
При этом лапки располагаются равномерно по окружности относительно оси заготовки, имеют одинаковую ширину, равную ширине пазов на пуансоне. Затем происходит гибка лапок за две операции под углом 135o и 90o к вытянутому корпусу коллектора, пробивка дна и окончательная гибка лапок на дне.
Таким образом, использование предлагаемого способа позволяет улучшить качество получаемой заготовки коллектора за счет цельноштампованной заготовки, имеющем лапки, расположенные равномерно по окружности относительно оси заготовки коллектора и имеющие одинаковую ширину.
Источники информации
1. Авторское свидетельство N 1324596, H 01 R 43/06, БИ N 26/87 г.
2. Г. А. Смирнов-Аляев, В.Д.Вайнтрауб, "Холодная штамповка в приборостроении", Машгиз, 1963 г., стр. 156, рис. 71.
Изобретение относится к технологии изготовления коллекторов и может быть использовано в электротехнической промышленности при изготовлении заготовки коллектора. Техническим результатом является улучшение качества за счет получения цельноштампованной заготовки, имеющей лапки, расположенные по окружности относительно оси заготовки коллектора и имеющие одинаковую ширину. Способ получения деталей с лапками комбинированной вытяжкой включает в себя вырубку круглой заготовки с лапками, расположенными равномерно по окружности заготовки, дальнейшую комбинированную вытяжку, при которой утоняются вертикальные стенки корпуса и лапки, гибку лапок под углом 90° к вытянутому цилиндрическому корпусу, причем комбинированную вытяжку производят пуансоном, имеющим боковые пазы, расположенные равномерно по окружности относительно оси пуансона и имеющие ширину, равную ширине лапок готового изделия. 4 ил.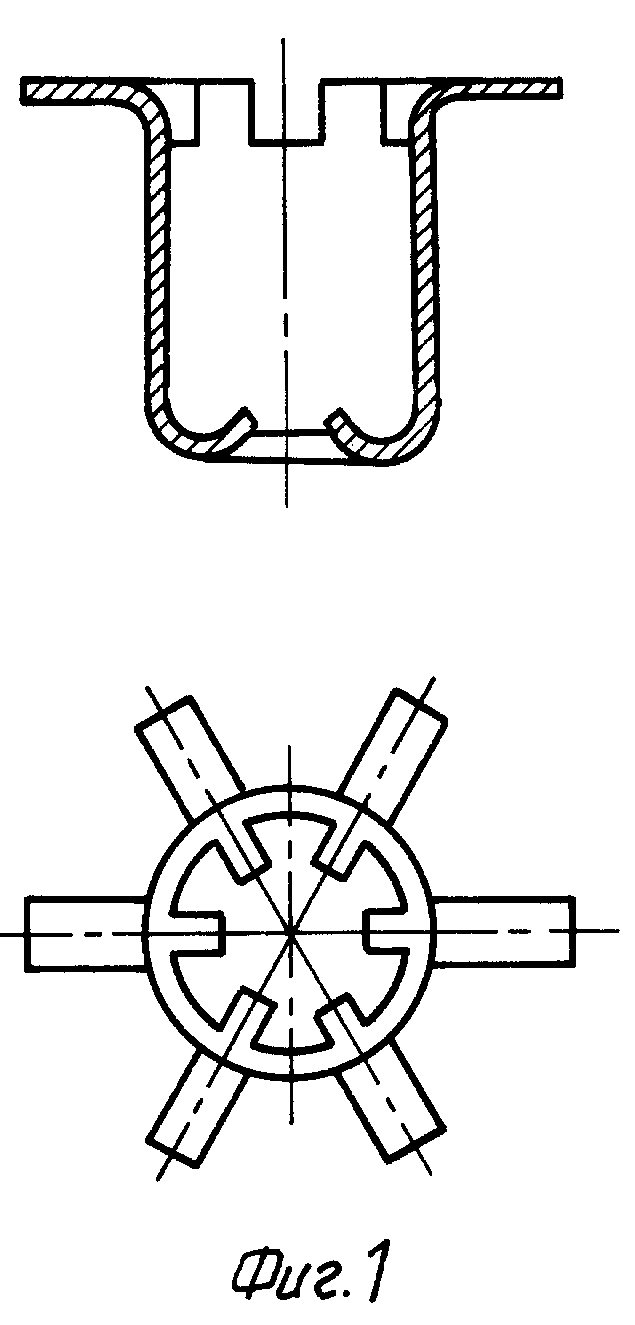
Способ изготовления заготовок коллекторов, включающий в себя вырубку круглых заготовок с лапками, расположенными равномерно по окружности, комбинированную вытяжку, две операции гибки лапок, пробивку дна и гибку лапок на дне, отличающийся тем, что комбинированную вытяжку осуществляют пуансоном, имеющим боковые пазы, расположенные равномерно по окружности относительно оси пуансона и шириной, равной ширине лапок готового изделия.
| Смирнов-Аляев Г.А | |||
| и др | |||
| Холодная штамповка в приборостроении | |||
| - М.: Машгиз, 1963, с.156, рис.71 | |||
| Способ изготовления заготовки коллектора | 1981 |
|
SU1324596A3 |
| US 4180900 A, 01.01.1980 | |||
| ПРИМЕНЕНИЕ ПАРАФИНОВОГО БАЗОВОГО МАСЛА ДЛЯ УМЕНЬШЕНИЯ ВЫБРОСОВ ОКСИДОВ АЗОТА | 2007 |
|
RU2446204C2 |
| ГОЛОВНАЯ ГАРНИТУРА С ПАРОЙ УСТРОЙСТВ ПРОСЛУШИВАНИЯ И УПРУГИЙ ШНУР, ПРОХОДЯЩИЙ ЗА ГОЛОВОЙ | 2016 |
|
RU2709433C2 |

