1
Изобретение относится к прокатному производству и может быть использовано при получении заготовок на заготовочных и в черновых клетях сортовых станов.
Цель изобретения - повышение качества заготовок путем снижения заглубления поверхностных дефектов.
На чертеже изображен предложенньй ящичный калибр, общий вид.
На чертеже пунктирной линией обозначен контур раската, заданного в калибр; стрелками - перемещение потока металла мимо дефекта; заштрихован- ные участки - смещенный объем металла от высотного обжатия.
Ящичньш калибр содержит меньшее основание - дно 1, к которому примыкает первоначальный выпуск 2, сонря- гаемый на участке между дном и большим основанием 3 у разъема калибра во второй выпуск 4, Величина уклона второго выпуска 4 меньше, чем выпусУширение в калибре, мм Заглубление дефекта; мм
При снижении уширения в предложенном к алибре с двойными выпусками в среднем, например, на 5 мм (т.е. с 10 мм до 5 мм) глубина дефекта снижа- .ется на 1,2 мм. При начальной глубине дефекта 5 мм это уменьшение составит 24%, при начальном дефекта 10 мм - 12%, т.е. при использовании предложенного калибра можно снизить глубину поверхностных дефектов на боковых гранях раската на 12-24%.
При деформации металла дефекты N1 и N2 перемещаются вместе со слоем металла, в котором они находятся, в направлении боковых стенок калибра. Одновременно металл дополнительно перемещается мимо дефекта, как показано стрелками, в том же направлении. Металл, опередивший дефекть, в местах, гран1-гчивших с ними, окислен и в дальнейшем не заваривается. Следовательно, ч протяженность дефектов по глубине увеличивается: для дефекта N1 в боль
5
0
0
54 ..
ка 2, т.е. у : oi , и составляет 10- 25%. При снижении величинь в 1Г1уска от 10 до 1,5% применять ящичный калибр невыгодно из-за высокого расхода металла при переточках. При величине выпуска ниже 1,5% прокатка в ящичном калибре невозможна из-за заклинивания полосы в калибре. Макси- мальньй уклон (25%) обусловлен устойчивостью полосы в калибре и экономией места по длине бочки валка. В указанных пределах и на их границах (10- 25% не допустимо равенство углов у и ly; , так как в этом случае калибр вырождается в калибр с одинарным выпуском.
Проведенные исследования показывают, что с уменьшением уширения при прокатке в калибрах степень заглубления дефектов боковых граней уменьшается. В количественном отношении это выглядит так:
5 4 32 1 1,2 0,7 0,4 0,2 0,1,
шей, для дефекта Ы2 - в меньшей степени, так же, как и различны пути, проходимые точками С и D, и протяженность участка СС, DD,. По сравнению с прототипом, у которого J 7 oi, и область свободного утаирения больше, чем
5 у предлагаемого калибра, пути, проходимые точками С и D, уменьшаются. Поэтому в предложенном калибре степень заглубления исходных дефектов боковой грани раската уменьшается.
0
Формула изобретения
Ящичный калибр, содержащий дно калибра, основание и боковые стенки с
5 двумя выпусками разной величины, отличающийся тем, что, с целью повышения качества заготовок путем снижения заглубления поверхностных дефектов, выпуск на участке боковых
0 стенок между дном и основанием калибра имеет уклон, больший другого выпуска, сопряженного с основанием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СИСТЕМА ВЫТЯЖНЫХ ЯЩИЧНЫХ КАЛИБРОВ | 1997 |
|
RU2152275C1 |
| Способ горячей прокатки металлов и сплавов | 1991 |
|
SU1801631A1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1993 |
|
RU2038174C1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1991 |
|
SU1784294A1 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| ВЫТЯЖНОЙ ЯЩИЧНЫЙ КАЛИБР | 1999 |
|
RU2165807C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| Система вытяжных калибров | 1990 |
|
SU1759486A1 |
Изобретение относится к области прокатного производства и может быть использовано при получении заготовок на заготовочных и в черновых клетях сортовых станов. Цель изобретения - повышение качества заготовок путем сн1шения заглубления поверхностных дефектов. Ящичньй калибр содержит дно 1, с которым сопряжен выпуск 2, переходящий в направлении основания у разъема калибра во второй выпуск 4. Величина уклонов обоих выпусков составляет 10-25%, однако текущее значение выпуска со стороны разъема больше, чем у выпуска, сопряженного с дном. Это позволяет уменьшить область свободного уширения в районе разъема валков, за счет чего снижается степень заглубления исходных дефектов. ил. ( (Л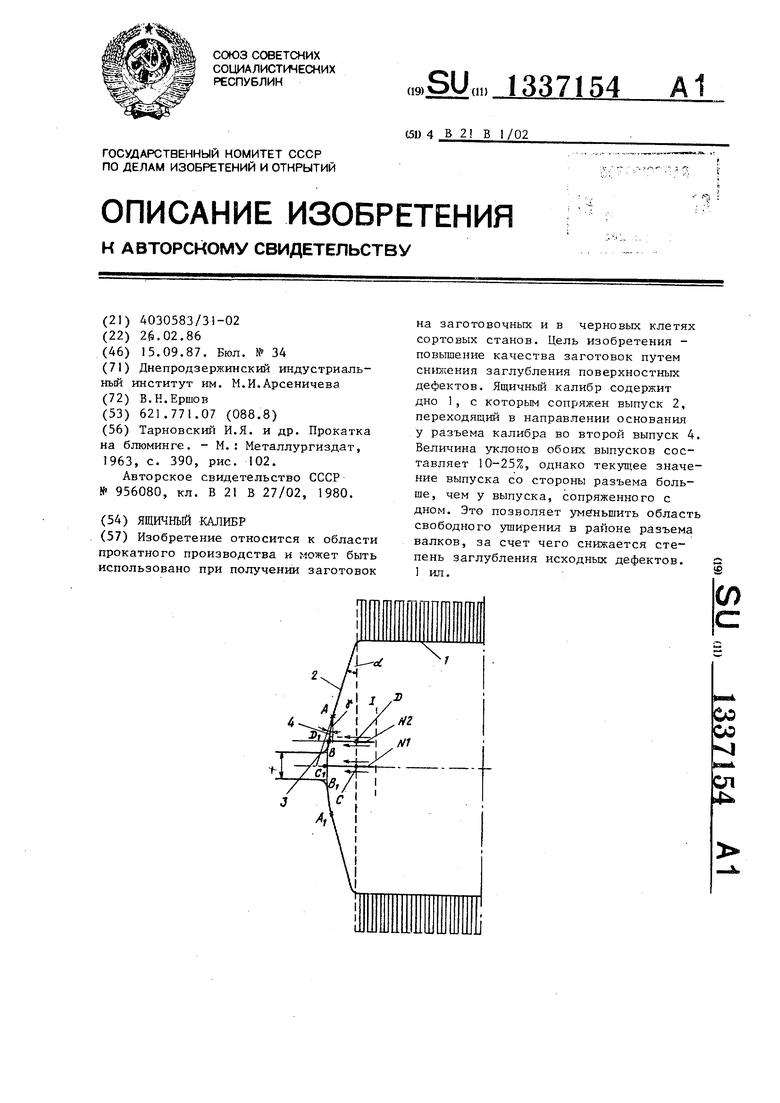
| Тарновский И.Я | |||
| и др | |||
| Прокатка на блюминге | |||
| - М.: Металлургиздат, 1963, с | |||
| Поливное приспособление для паровозов | 1922 |
|
SU390A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Валок для продольной прокатки труб | 1980 |
|
SU956080A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
