Изобретение относится к черной металлургии, конкретнее к способам производства стали или полупродукта для ее получения.
Наиболее близким по технической сущности является способ производства стали в конвертере, включающий заливку в емкость с огнеупорной футеровкой расплава чугуна, подачу кислородсодержащего газа и шлакообразующего материала на и/или под поверхность находящегося в емкости расплава для его рафинирования и удаление образующегося при этом газа (см. Кудрин В.А. Металлургия стали.- М.: Металлургия, 1981, с. 194 -246).
Недостатком известного способа являются большие затраты на его реализацию, связанные с большим расходом подаваемого в конвертер кислорода (3-6 м3/т•мин), что определяет необходимость большого объема конвертера, большого здания цеха, а также высокой производительности газоотводящих и газоочистных устройств.
Все это является следствием того, что высокая производительность процесса достигается за счет снижения длительности продувки расплава в конвертере до 15-20 минут (0,3-0,5 длительности всего цикла плавки - от выпуска до выпуска). Необходимая при этом высокоинтенсивная кислородная продувка расплава сопровождается бурным кипением ванны. Чтобы избежать при этом выбросов металла и шлака, требуется большой объем конвертера (0,8 - 1,0 м3/т, что в 5 - 6 раз больше, чем объем металлической ванны). Для обеспечения работы такого конвертера требуются большое дорогостоящее здание цеха и высокопроизводительные газоотводящие и газоочистные устройства.
Технический эффект при использовании изобретения заключается в снижении затрат на осуществление процесса выплавки стали и, как следствие, в снижении себестоимости получаемой продукции.
Это достигается за счет того, что в известном способе, включающем заливку в емкость с огнеупорной футеровкой расплава чугуна, подачу кислородсодержащего газа и шлакообразующего материала на и/или под поверхность находящегося в емкости расплава для его рафинирования и удаление образующегося при этом газа, в качестве емкости с огнеупорной футеровкой используют ковш, в который из агрегата жидкофазного восстановления типа Ромелт заливают содержащий 0,05 - 0,4% кремния расплав чугуна, причем в процессе его заливки подают кислородсодержащий газ и шлакообразующий материал в количестве, необходимом для удаления из расплава 50 - 95% общего содержания примесей, а образующийся в процессе рафинирования газ смешивают с отходящим из агрегата Ромелт газом с последующей подачей полученной смеси газов на установку утилизации их энергии.
После окончания заливки расплава чугуна в ковш расплав металла при необходимости дополнительно рафинируют подачей кислородсодержащего газа и/или шлакообразующего материала, а затем отделяют расплав металла от шлака и подают на установку подогрева и/или доводки для получения расплава стали.
Можно также после окончания заливки расплава чугуна в ковш отделить расплав металла от шлака, а затем подать на установку для разливки расплава в шихтовые слитки, например чушки, используемые в дальнейшем в сталеплавильных цехах для получения стали.
Образующийся в ходе рафинирования чугуна моноксид углерода полностью или частично дожигают до диоксида углерода в ковше в ходе его наполнения путем дополнительного ввода кислорода в свободное пространство ковша с расходом, равным 10 - 100% расхода кислорода, подаваемого в кислородсодержащем газе для рафинирования расплава.
Заливку в ковш чугуна и его рафинирование совмещают с нанесением на внутреннюю поверхность огнеупорной футеровки стен ковша шлакового защитного слоя путем раздувания шлака, по крайней мере, одной струей газа, подаваемого в нижней трети свободного от расплава металла пространства ковша в направлении от вертикальной оси ковша к его стенке под углом 60 - 120 градусов к вертикали, при этом струю газа в процессе заливки в ковш чугуна и его рафинирования поворачивают вокруг вертикальной оси ковша и перемещают вверх, а в газ и/или непосредственно в шлак вводят дополнительно огнеупорный материал.
При этом в качестве газа для нанесения на футеровку ковша защитного шлакового слоя используют кислородсодержащий газ, подаваемый для дожигания моноксида углерода, или нейтральный газ, например азот.
Снижение затрат на осуществление процесса и себестоимости получаемого металла происходит в первую очередь вследствие того, что в предложенном процессе та же производительность (определяемая производительностью чугуноплавильного агрегата) обеспечивается при более низкой интенсивности подачи кислорода. Эта возможность снижения интенсивности продувки без уменьшения производительности обусловлена тем, что кратковременная кислородная продувка расплава в конвертере заменяется при осуществлении изобретения на более длительную продувку - в течение всего времени заливки чугуна из чугуноплавильного агрегата в рафинировочную емкость.
При более низкой интенсивности подачи кислорода не требуется такой большой объем рафинировочной емкости, как в конвертере. Процесс может быть реализован в ковше при заливке в него чугуна. В некоторых случаях все необходимое удаление примесей расплава можно обеспечить до окончания заливки чугуна, когда свободное пространство в ковше еще достаточно велико. Чтобы облегчить завершение удаления примесей расплава на стадии заливки, в процессе используют чугун с пониженным содержанием кремния (0,05 -0,4%) из агрегата жидкофазного восстановления типа Ромелт.
При более низкой интенсивности подачи кислорода не требуются также такие высокопроизводительные газоотводящие и газоочистные устройства, как у конвертеров. Для отвода газов (с утилизацией их энергии и очисткой) можно использовать то же оборудование, что используется в агрегате Ромелт, поскольку количество газов, образующихся в ковше, составляет всего 5-7% от количества газов, образующихся в агрегате Ромелт.
Дополнительное снижение затрат на производство стали может быть обеспечено дожиганием в ковше образующихся в процессе газов, так как при этом можно экономить топливо, которое необходимо в противном случае для подогрева расплава в ковше при длительном его заполнении (в течение, например, двух-трех часов).
Чтобы увеличить стойкость футеровки ковша и тем самым дополнительно понизить затраты на производство, в предлагаемом способе предусмотрено совмещение заливки в ковш чугуна и его рафинирования с нанесением на внутреннюю поверхность огнеупорной футеровки стен ковша шлакового защитного слоя путем раздувания шлака, по крайней мере, одной струей газа, подаваемого в нижней трети свободного от расплава металла пространства ковша в направлении от вертикальной оси ковша к его стенке под углом 60 - 120 градусов к вертикали, при этом струю газа в процессе заливки в ковш чугуна и его рафинирования поворачивают вокруг вертикальной оси ковша и перемещают вверх, а в газ и/или непосредственно в шлак вводят дополнительно огнеупорный материал.
В качестве газа при нанесении на внутреннюю поверхность огнеупорной футеровки стен ковша шлакового защитного слоя используют кислород, подаваемый для дожигания образующегося в ковше моноксида углерода, или нейтральный газ, например азот, или его смесь с кислородом.
Таким образом, для осуществления производства стали по предлагаемому способу не требуются конвертеры, дорогостоящие здания для них, а также специальные газоотводящие и газоочистные сооружения.
Диапазон значений доли примесей, удаляемых из расплава в процессе заливки в ковш расплава чугуна, в пределах 50 - 95% общего их содержания, объясняется закономерностями окисления примесей расплава. При значениях менее 50% не будет обеспечена достаточная для получения хотя бы полупродукта степень рафинирования чугуна в ходе заливки его в ковш. Это приведет к необходимости слишком большого дополнительного рафинирования металла после окончания заливки (в уже заполненном ковше), что невозможно или трудноосуществимо. При значениях более 95% расплав в ковше будет переокислен, что может привести к выбросам из ковша металла и шлака.
Указанный диапазон устанавливают в обратной зависимости от заданного содержания примесей, в основном углерода, в готовом металле перед разливкой.
Диапазон значений содержания кремния в заливаемом в ковш расплаве чугуна в пределах 0,05 - 0,4% объясняется закономерностями окисления кремния. При содержании кремния менее 0,05% расплав переокислен и может вскипеть в ковше, а при содержании кремния более 0,4% его окисление приводит к образованию слишком большого количества шлака, что увеличивает расход извести и удорожает процесс.
Указанный диапазон устанавливают в обратной зависимости от заданной степени удаления фосфора из расплава при заливке его в ковш.
Диапазон значений расхода кислорода, подаваемого в свободное пространство ковша в ходе его наполнения для дожигания моноксида углерода, в пределах 10 - 100% общего расхода кислорода, подаваемого для рафинирования чугуна, объясняется тепловыми закономерностями процесса. При расходе кислорода менее 10% общего расхода кислорода, подаваемого для рафинирования чугуна, количество тепла, получаемого от дожигания, будет недостаточным для компенсации тепловых потерь и поддержания необходимой температуры расплава в ковше.
Указанный диапазон устанавливают в прямой зависимости от длительности наполнения коша, которая определяет уровень тепловых потерь. Диапазон значений угла между вертикалью и струей газа, обеспечивающего раздувание шлака для нанесения на внутреннюю поверхность огнеупорной футеровки стен ковша шлакового защитного слоя, в пределах 60 - 120 градусов к вертикали объясняется закономерностями формирования защитного слоя. При углах менее 60 градусов шлаковые капли не привариваются к футеровке, а при углах более 120 градусов капли не попадают на стенку ковша, в результате защитный слой на футеровке не образуется.
Указанный диапазон устанавливают в обратной зависимости от вместимости ковша.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления способа, не исключающий другие варианты в пределах формулы изобретения.
Способ производства железоуглеродистого расплава для получения стали осуществляют следующим образом.
Жидкий чугун, полученный в агрегате жидкофазного восстановления типа Ромелт, содержит 4% углерода, 0,15% кремния, 0,2% марганца, 0,05% серы и 0,035% фосфора. Для получения заданного состава стали металл перед раскислением должен содержать: 0,05% углерода, 0,05% кремния, 0,1% марганца, 0,025% серы и 0,010% фосфора. Таким образом, из чугуна необходимо удалить до момента раскисления для получения стали 4,200/4,435 = 94,7% общего содержания примесей.
Чугун выпускают из агрегата с массовым расходом 0,65 т/мин в рафинировочный ковш вместимостью 100 т. Ковш заполняют при этом за 2,5 часа, после чего начинают заполнение следующего ковша.
В процессе заполнения ковша расплавом чугуна в него через фурмы типа "ложный стопор" вводят кислородсодержащий газ и шлакообразующий материал в количестве, обеспечивающем удаление из расплава 94,7% общего содержания примесей. При этом дополнительное рафинирование расплава после окончания заполнения ковша уже не требуется. Образующийся при рафинировании газ частично дожигают в ковше путем дополнительного ввода кислорода в свободное пространство ковша с расходом, равным 50% расхода кислорода, подаваемого для рафинирования. Затем газ из ковша смешивают с отходящим газом агрегата Ромелт и подают полученную смесь отходящих газов на установку утилизации их энергии. Рафинирование чугуна при заливке его в ковш совмещают с нанесением на внутреннюю поверхность огнеупорной футеровки стен ковша шлакового защитного слоя. Для этого в нижней трети свободного пространства ковша над залитым в него металлическим расплавом подают двумя струями газ с добавкой порошка доломита в направлении от вертикальной оси ковша к его стенке под углом 90 градусов к вертикали, при этом струи в ходе заливки чугуна и его рафинирования поворачивают вокруг вертикальной оси ковша и перемещают вверх. В качестве газа используют кислород, подаваемый для дожигания в ковше моноксида углерода, содержащегося в отходящем газе.
Металлический расплав, полученный после рафинирования чугуна в ходе его заливки в ковш, отделяют от шлака путем скачивания последнего из ковша и подают на установку ковш - печь для подогрева и доводки по составу и температуре.
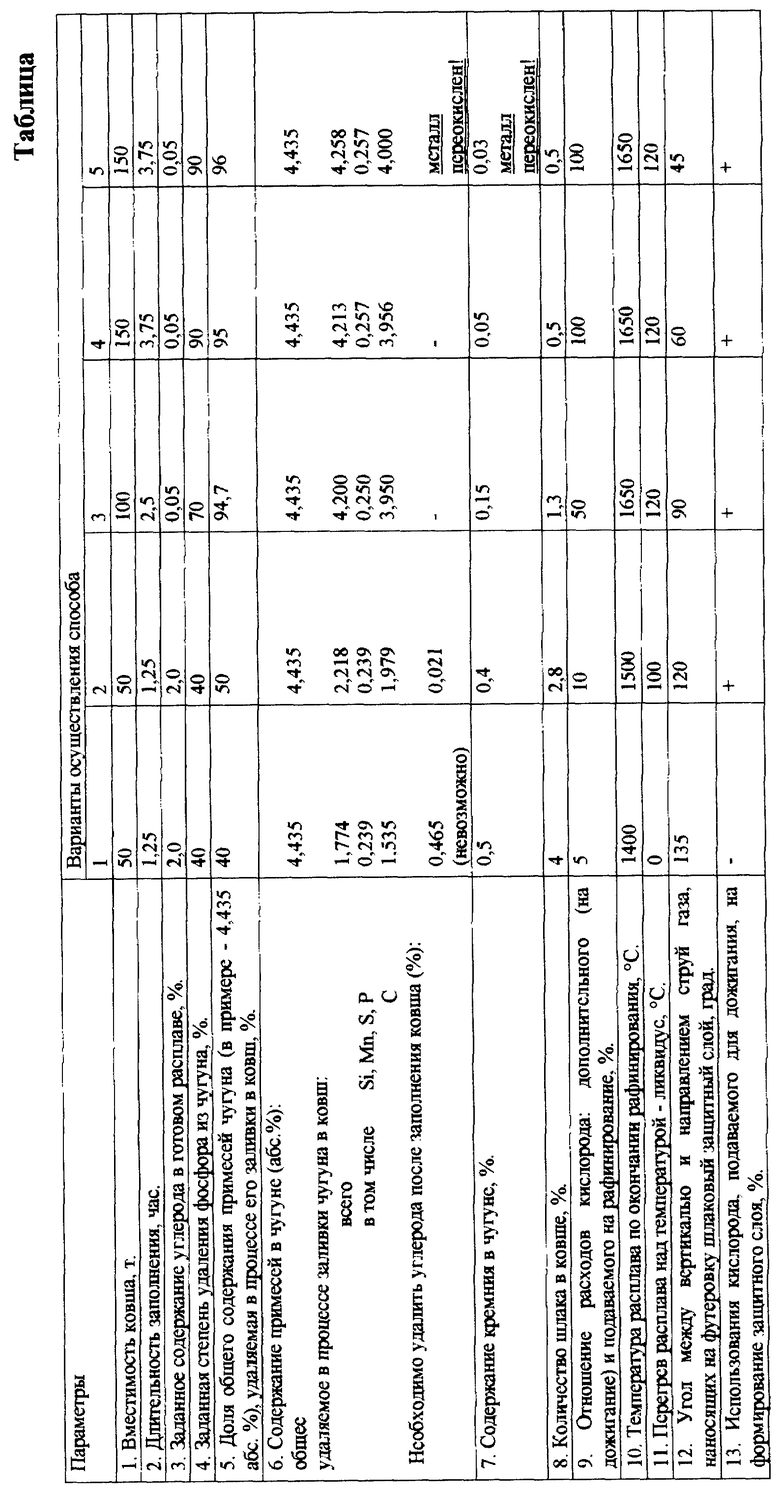
В нижеприведенной таблице показаны варианты осуществления способа для условий рассматриваемого примера с различными технологическими параметрами.
Как видно из таблицы, первый вариант осуществления способа неприемлем, так как из-за слишком малой доли общего содержания примесей чугуна, удаляемых в процессе его заливки в ковш, необходимо слишком большое (невозможное) удаление углерода из расплава после заполнения ковша. В этом варианте также из-за слишком большого содержания кремния в чугуне в ковше образуется слишком много шлака, и из-за недостаточной подачи кислорода на дожигание монооксида углерода не обеспечивается необходимый перегрев расплава для нормальной разливки. Из-за неправильного выбора в этом варианте режима формирования защитного шлакового слоя на футеровке ковша (угла струй газа и вида подаваемого газа) защитный слой на футеровке не образуется, и ее стойкость в результате ухудшается.
Пятый вариант осуществления способа также неприемлем, так как в нем из-за слишком большой доли окисляемых при заполнении ковша примесей чугуна и низкого исходного содержания кремния в чугуне расплав металла переокисляется, что может привести к выбросам из ковша металла и шлака. Из-за неправильного выбора режима формирования защитного шлакового слоя на футеровке ковша (угла струй газа) защитный слой на футеровке в этом варианте также не образуется, и ее стойкость ухудшается.
В оптимальных вариантах 2 - 4 способ может быть осуществлен.
После наполнения ковш перемещается к месту дополнительного рафинирования и доводки металла. При этом можно продолжать продувку (кислородсодержащим или нейтральным газом в зависимости от принятой технологии) или прекратить ее, если она не нужна. Шлак из ковша удаляют путем скачивания в шлаковую чашу.
Применение предлагаемого способа позволяет снизить затраты на организацию передела чугуна в сталь на 25-50%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАФИНИРОВАНИЯ ВЫСОКОУГЛЕРОДИСТОГО РАСПЛАВА МЕТАЛЛА | 1999 |
|
RU2150515C1 |
| СПОСОБ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ С ОКИСЛИТЕЛЬНО-ВОССТАНОВИТЕЛЬНЫМИ РЕАКЦИЯМИ В ШЛАКОВОЙ ВАННЕ | 1997 |
|
RU2117051C1 |
| СПОСОБ КОНТРОЛЯ КОЛИЧЕСТВА ТВЕРДОГО УГЛЕРОДСОДЕРЖАЩЕГО ВОССТАНОВИТЕЛЯ В ШЛАКОВОЙ ВАННЕ ПРОЦЕССА ЖИДКОФАЗНОГО ВОССТАНОВЛЕНИЯ | 1998 |
|
RU2130080C1 |
| УСТАНОВКА И СПОСОБ (ВАРИАНТЫ) ПОЛУЧЕНИЯ РАСПЛАВОВ МЕТАЛЛА | 1998 |
|
RU2205878C2 |
| СПОСОБ ПРОИЗВОДСТВА ВОССТАНОВИТЕЛЬНОГО ГАЗА ДЛЯ ДОМЕННОЙ ПЛАВКИ | 1995 |
|
RU2083677C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2000 |
|
RU2177508C1 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ МЕТАЛЛА ИЗ СОДЕРЖАЩИХ ОКСИДЫ ЖЕЛЕЗА МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2548871C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГИРОВАННОГО СПЛАВА, СОДЕРЖАЩЕГО ТУГОПЛАВКИЕ МЕТАЛЛЫ ВОЛЬФРАМ И МОЛИБДЕН ТЕХНОЛОГИЕЙ ЖИДКОФАЗНОГО ВОССТАНОВЛЕНИЯ | 1998 |
|
RU2135611C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 1993 |
|
RU2034040C1 |
| Способ получения стали и портландцемента и технологические камеры для реализации способа | 2018 |
|
RU2710088C1 |
Изобретение относится к черной металлургии, конкретнее к способам производства стали или полупродукта для ее получения. Технический эффект - снижение затрат на осуществление процесса выплавки стали и, как следствие, снижение себестоимости получаемой продукции. Способ включает заливку в ковш с огнеупорной футеровкой из агрегата жидкофазного восстановления типа Ромелт, содержащего 0,05 - 0,4% кремния, расплава чугуна. В процессе заливки подают на и/или под поверхность находящегося в ковше расплава кислородсодержащий газ и шлакообразующий материал в количестве, необходимом для удаления из расплава 50 - 95% общего содержания примесей. Образующийся в процессе рафинирования газ смешивают с отходящим из агрегата Ромелт газом с последующей подачей полученной смеси газов на установку утилизации их энергии. После окончания заливки расплава чугуна в ковш его при необходимости дополнительно рафинируют подачей кислородсодержащего газа и/или шлакообразующего материала. Затем отделяют расплав металла от шлака и подают на установку подогрева и/или доводки для получения расплава стали. Расплав, отделенный от шлака, можно сразу подать на установку для разливки в шихтовые слитки, например чушки, используемые в дальнейшем в сталеплавильных цехах для получения стали. Образующийся в ходе рафинирования чугуна моноксид углерода полностью или частично дожигают до диоксида углерода в ковше в ходе его наполнения путем дополнительного ввода кислорода в свободное пространство ковша. Заливку в ковш чугуна и его рафинирование совмещают с нанесением на внутреннюю поверхность огнеупорной футеровки стен ковша шлакового защитного слоя путем раздувания шлака кислородсодержащими или нейтральным газом. В газ и/или непосредственно в шлак вводят дополнительно огнеупорный материал. 6 з.п.ф-лы, 1 табл.
| КУДРИН В.А | |||
| МЕТАЛЛУРГИЯ СТАЛИ | |||
| - М.: Металлургия, 1981, с.195 - 198, 201 - 204, 207 - 211, 234 - 248 | |||
| Пневматический патрон к токарным и другим аналогичным станкам | 1958 |
|
SU115507A1 |
| Плавильный агрегат непрервного действия | 1976 |
|
SU662595A1 |
| Способ торкретирования футеровки агрегатов цилиндрической формы | 1973 |
|
SU515792A1 |
| Способ восстановления футеровки сталеплавильного агрегата | 1988 |
|
SU1627567A1 |
| СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1993 |
|
RU2071977C1 |
| US 3807716, 30.04.1974 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для ошпарки тестовых бараночных заготовок | 1959 |
|
SU124890A1 |
| 0 |
|
SU233404A1 | |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |

