1
Изобретение относится к сварке, Э частности к сварочным материалам, а именно к конструкциям порошковой проволоки, которые помимо оболочки и наполнителя содержат дополнйтель- ньй металлический элемент, размещенный внутри массы наполнителя.
Цель изобретения - улучшение технологических свойств проволоки за C4t повышения точности центрирования дополнительного элемента в оболочке и упрощение конструкции проволоки о
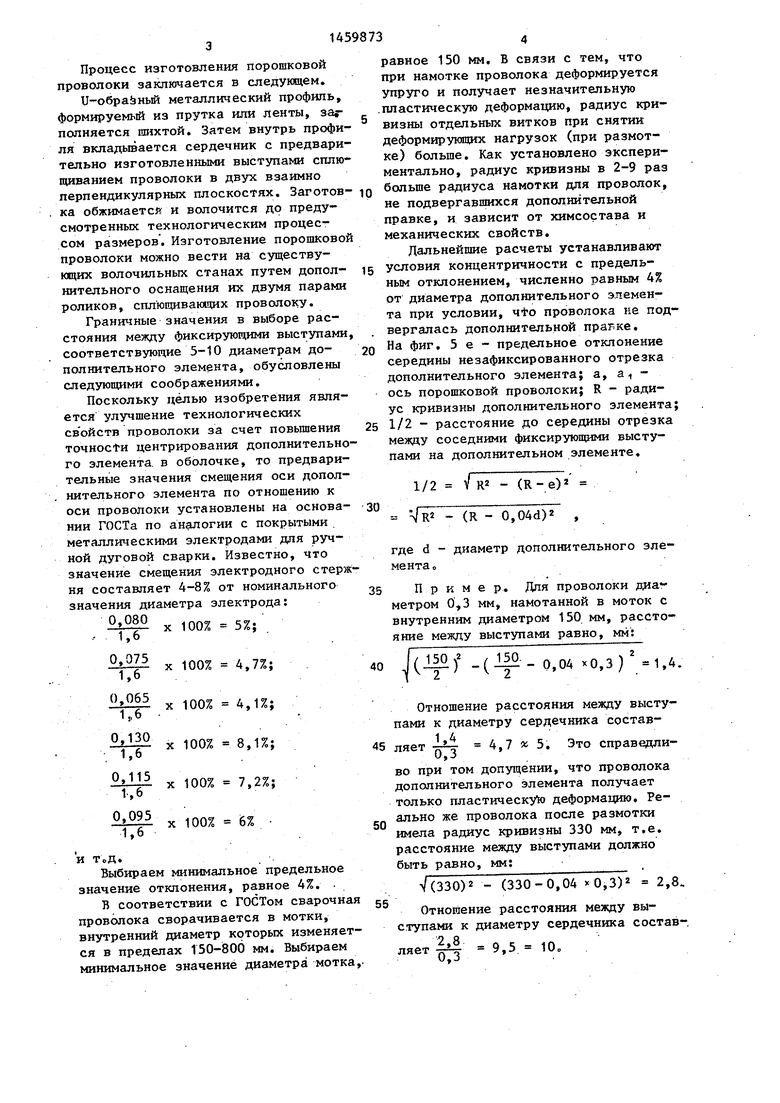
На фиг. 1 изображена порошковая проволока, продольньй разрез; на фиг. 2 - разрез А-А на фиг. 1; на
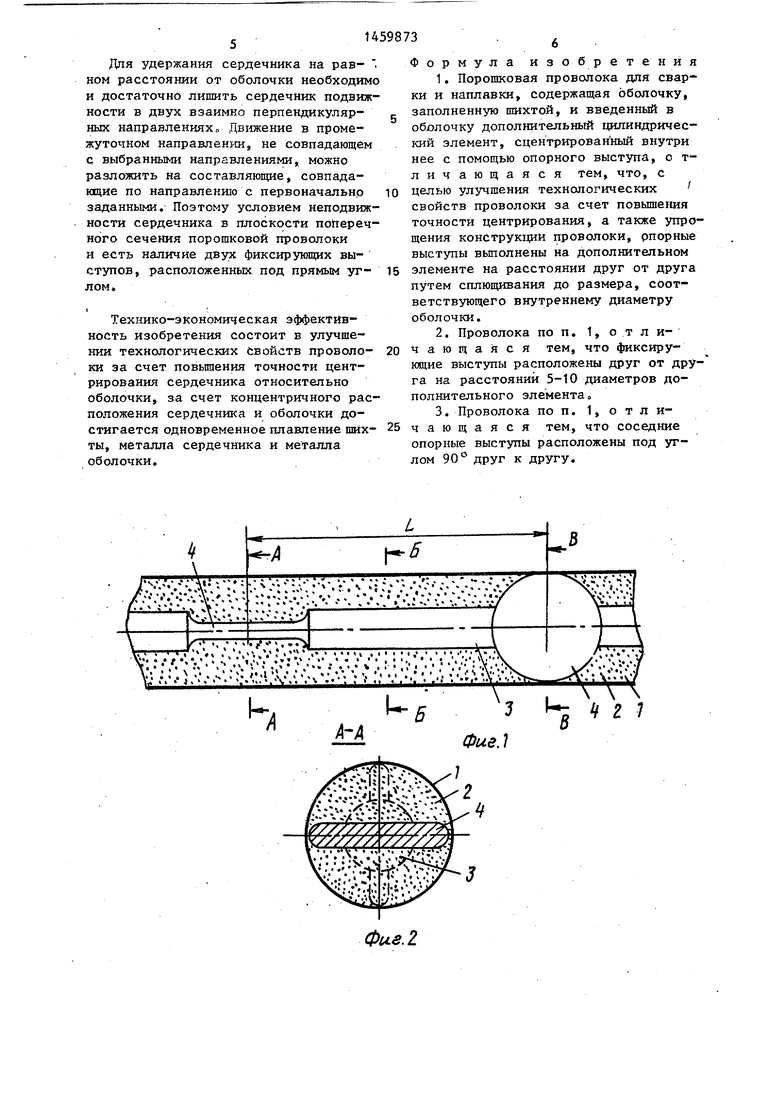
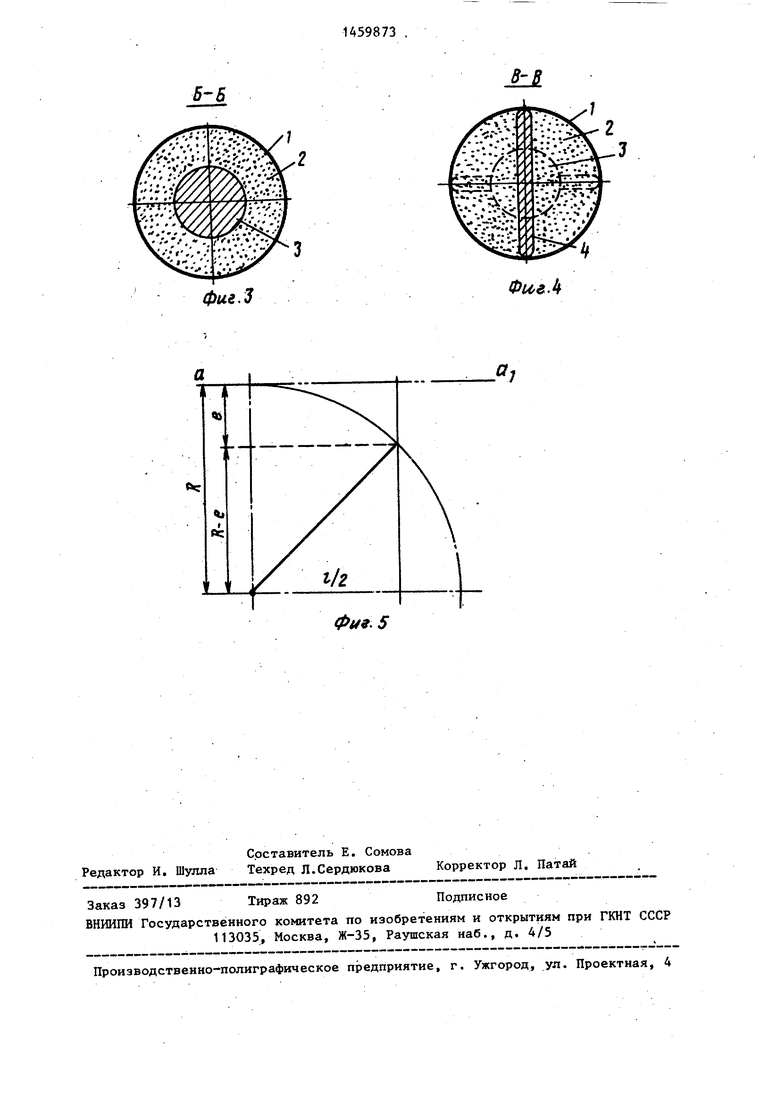
фиг. 3 - разрез Б-Б на фиг. 1; на фиг о 4 - разрез В-В на фиг. 1; на фиг.5 - схема к расчету граничных значений расположения выступов.
Проволока для сварки состоит из оболочки 1, шихты 2, сердечника 3 цилиндрической формы, на котором имеются выступы 4, размещенные на сердечнике последовательно с поворотом под углом 90° по отношению один к другому вокруг продольной оси проволоки. Расстояние между соседними выступами не должно превьш1ать 5-10 диаметров сердечника и зависит от жесткости дополнительного элемента.
1
СП
QD 00
00
Процесс изготовления порошковой проволоки заключается в следующем.
и-обра&ньй металлический профиль, формируемьй из прутка или ленты, заг полняется шихтой. Затем внутрь профиля вкладывается сердечник с предварительно изготовленными выступами сплющиванием проволоки в двух взаимно
равное 150 мм. В связи с тем, что при намотке проволока деформируется упруго и получает незначительную .пластическую деформацию, радиус кривизны отдельных витков при снятии деформирунлцих нагрузок (при размотке) больше. Как установлено зкспери- ментально, радиус кривизны в 2-9 раз
сом размеров-. Изготовление пороговой „...
,5 условия концентричности с предельным отклонением, численно равным 4% от диаметра дополнительного элемента при условии, 4to проволока не подвергалась дополнительной правке.
20
проволоки можно вести на существующих волочильных станах путем дополнительного оснащения их двумя парами роликов, сплющивающих проволоку.
Граничные значения в выборе расстояния между фиксирующими выступами, соответствующие 5-10 диаметрам дополнительного элемента, обусловлены следующими соображениями.
Поскольку целью изобретения является улучшение технологических св ойств проволоки за счет повьш1ения T04HoctH центрирования дополнительного элемента в оболочке, то предварительные значения смещения оси дополнительного элемента по отношению к оси проволоки установлены на основании ГОСТа по аналогии с покрытыми . металлическими электродами для ручной дуговой сварки. Известно, что значение смещения электродного стержня составляет 4-8% от номинального значения диаметра электрода:
Я ° X 100% 5%; ,1,6.
.9.Р- X 100% 4,7%;
1,0
Р X 100% 4,1%; 1 i, 6
X 100% 8,1%;
. 1,b
Mil X 100% 7,2%; 1,6
P. Q X 100% 6%
1,0
и ТоД.
Выбираем минимальное предельное значение отклонения, равное 4%.
В соответствии с ГОСТом сварочная проволока сворачивается в мотки, внутренний диаметр которых изменяется в пределах 150-800 мм. Выбираем минимальное значение диаметра мотка.
На фиг. 5 е - предельное отклонение середины незафиксированного отрезка
дополнительного элемента; а,
а 4
ось порошковой проволоки; R - радиус кривизны дополнительного элемента; 25 1/2 - расстояние до середины отрезка между соседними фиксирующими выступами на дополнительном элементе.
30
35
40
1/2 V R2 - (R-e) /R2 - (R - 0,04d) ,
где d - диаметр дополнительного элемента о
Пример. Для проволоки . метром 0,3 мм, намотанной в моток с внутренним диаметром 150 мм, расстояние между выступами равно, мм;
f(I|Of .(1|0.о,о4хО,,4.
Отношение расстояния между выступами к диаметру сердечника составЭто справ эдли45 ляет 4,7 « 5.
50
55
во при том допущении, что проволока дополнительного элемента получает только пластическую деформацию. Реально же проволока после размот1ш имела радиус кривизны 330 мм, т.е. расстояние между выступами должно быть равно, мм:
/(330)2 - (330-0,04 хО,3)2 2,8,
Отношение расстояния между выступами к диаметру сердечника состав- 2,8
ляет
0,3
9,5 10„
равное 150 мм. В связи с тем, что при намотке проволока деформируется упруго и получает незначительную .пластическую деформацию, радиус кривизны отдельных витков при снятии деформирунлцих нагрузок (при размотке) больше. Как установлено зкспери- ментально, радиус кривизны в 2-9 раз
условия концентричности с предельным отклонением, численно равным 4% от диаметра дополнительного элемента при условии, 4to проволока не подвергалась дополнительной правке.
На фиг. 5 е - предельное отклонение середины незафиксированного отрезка
дополнительного элемента; а,
а 4
ось порошковой проволоки; R - радиус кривизны дополнительного элемента; 1/2 - расстояние до середины отрезка между соседними фиксирующими выступами на дополнительном элементе.
1/2 V R2 - (R-e) /R2 - (R - 0,04d) ,
где d - диаметр дополнительного элемента о
Пример. Для проволоки . метром 0,3 мм, намотанной в моток с внутренним диаметром 150 мм, расстояние между выступами равно, мм;
f(I|Of .(1|0.о,о4хО,,4.
Отношение расстояния между выступами к диаметру сердечника составЭто справ эдли5 ляет 4,7 « 5.
0
5
во при том допущении, что проволока дополнительного элемента получает только пластическую деформацию. Реально же проволока после размот1ш имела радиус кривизны 330 мм, т.е. расстояние между выступами должно быть равно, мм:
/(330)2 - (330-0,04 хО,3)2 2,8,
Отношение расстояния между выступами к диаметру сердечника состав- 2,8
ляет
0,3
9,5 10„
Для удержания сердечника на рав- ном расстоянии от оболочки необходимо и достаточно лишить сердечник подвижности в двух взаимно перпендикулярных направлениях Движение в промежуточном направлении, не совпадающем С выбранными направлениями, можно разложить на составляющие, совпада- гадие по направлению с первоначально заданными. Поэтому условием неподвижности сердечника в плоскости поперечного сечения порошковой проволоки и есть наличие фиксирующих выступов, расположенных под прямым углом,
1
Технико-экономическая эффективность изобретения состоит в улучшении технологических Свойств проволоки за счет повьппения точности центрирования сердечника относительно оболочки, за счет концентричного расположения сердечника и оболочки достигается одновременное плавление шихты, металла сердечника и металла оболочки.
6
Формула изобретения
1.Порошковая проволока для сварки и наплавкм, содержащая оболочку, заполненную шихтой, и введенный в оболочку дополнительный цилиндрический элемент, сцентрирован ный внутри нее с помощью опорного выступа, о т- личающаяся тем, что, с
10 целью улучшения технологических свойств проволоки за счет повыше1шя точности центрирования, а также упрощения конструкции проволоки, рпорные выступы вьшолнены на дополнительном
15 элементе на расстоянии друг от друга путем сплющивания до размера, соответствующего внутреннему диаметру оболочки.
2.Проволока по п. 1, о т л и- 20 чающаяся тем, что фиксирующие выступы расположены друг от друга на расстояний 5-10 диаметров дополнительного элемента
3.Проволока по п. 1, о т л и- 25 чающаяся тем, что соседние
опорные выступы расположены под углом 90 друг к другу.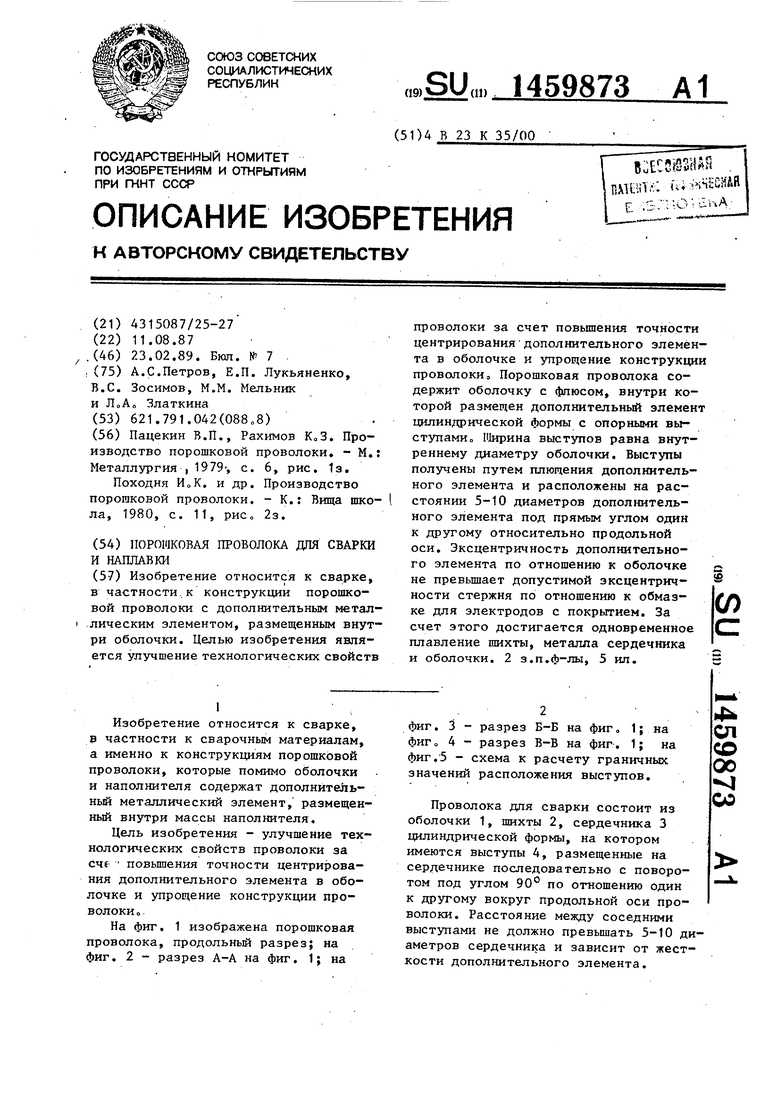
| название | год | авторы | номер документа |
|---|---|---|---|
| Порошковая проволока для сварки и наплавки | 1990 |
|
SU1738562A1 |
| КОМПОЗИЦИОННЫЙ ПОРОШКОВЫЙ ЭЛЕКТРОД | 1999 |
|
RU2152860C1 |
| Способ оценки сварочно-технологических свойств порошковой проволоки | 1984 |
|
SU1227392A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 2023 |
|
RU2811878C1 |
| Способ дуговой сварки порошковой проволокой | 1983 |
|
SU1131616A1 |
| Способ дуговой сварки плавящимся электродом | 1981 |
|
SU1006121A1 |
| Способ оценки сварочно-технологических свойств порошковой проволоки | 1981 |
|
SU994188A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ НАПЛАВКИ СПЛАВА НА ОСНОВЕ АЛЮМИНИДА НИКЕЛЯ NiAl | 2004 |
|
RU2274536C2 |
| Способ изготовления порошковой проволоки и устройство для его осуществления | 1990 |
|
SU1780925A1 |
| Порошковая проволока для износостойкой наплавки | 1991 |
|
SU1808592A1 |
Изобретение относится к сварке, в частности,к конструкции порошковой проволоки с дополнительным метал- .лическим элементом, размещенным внутри оболочки. Целью изобретения является улучшение технологических свойств проволоки за счет повьшения точности центрирования дополнительного элемента в оболочке и упрощение конструкции проволоки. Порошковая проволока содержит оболочку с флюсом, внутри которой размещен дополнительный элемент цилиндрической формы с опорными выступами Ширина выступов равна внутреннему диаметру оболочки. Выступы получены путем плющения дополнительного элемента и расположены на расстоянии 5-10 диаметров дополнительного элемента под прямым углом один к другому относительно продольной оси. Эксцентричность дополнительного элемента по отношению к оболочке не превьш1ает допустимой эксцентричности стержня по отношению к обмазке для электродов с покрытием. За счет этого достигается одновременное плавление шихты, металла сердечника и оболочки. 2 з.п.ф-лы, 5 ил. Ш (Л
, , « Г v
.:.-.:.г. - :.; ; /- « ч-- - л/ ....., -. . / ; .. . . .. - ... . - у/
.:. /. - s b/ ;;v; . ;v.. :::y... V ::.
ч. . ;« . . . : .. ъ .., . , .X. X
у- .у).-:.-.- - :.::Г v: v:. -лА
Б
Физ.2
5-5
фиг.З
Фи9.5
ff
Фиг Л
| Пацекин В.И., Рахимов КоЗ | |||
| Производство порошковой проволоки, - М.: Металлургия , 1979, с Походня Ио К | |||
| и др порошковой проволоки ла, 1980, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
