Изобретение относится к контрольно-измерительной технике и предназначено для ультразвукового контроля эхо-методом неприлегания оболочки к сердечнику тепловыделяющих элементов для ядерных реакторов.
Известны устройства для ультразвукового контроля (см. А.С. 363912, G 01 N 29/04, 1973 г., А.С. 1388787, G 01 N 29/04, 1988 г., А.С. 1388791, G 01 N 29/04, 1988 г.), содержащие механизмы вращения изделий, механизмы перемещения ультразвуковых преобразователей, систему регистрации, недостатком которых является низкая производительность.
Наиболее близким по технической сущности и достигаемому результату является устройство для ультразвукового контроля изделий цилиндрической формы, содержащее иммерсионную ванну, акустические искатели дефектоскопа, рабочие и прижимные ролики вращения изделия, загрузочный механизм, дефектоскоп (см. А. С. 359586, G 01 N 29/04, 1972 г.) - прототип. Недостатком данного устройства является низкая производительность.
Технической задачей изобретения является повышение производительности контроля.
Поставленная задача решается тем, что устройство для ультразвукового контроля цилиндрических изделий, содержащее иммерсионную ванну, в которой установлены приводной и опорный валы вращения изделий, каретку с акустическим преобразователем, расположенную над ванной, транспортное средство перемещения изделий, питатели и накопители изделий, систему измерения и регистрации, согласно изобретению снабжено дополнительным опорным валом и вторым акустическим преобразователем, установленным на каретке, а транспортное средство перемещения изделий выполнено в виде робота, захватное устройство которого оснащено схватом, выполненным в виде двух пар параллельно установленных губок различной длины, и механизмом настройки на различные типоразмеры, выполненным в виде регулируемых упоров перемещения губок, при этом одна губка выполнена двупалой со скосом и снабжена сенсорным датчиком наличия изделия, а другая выполнена прямой.
Указанная совокупность признаков является новой и обладает изобретательским уровнем, так как выполнение механизма вращения изделия с тремя валами и установка второго акустического преобразователя позволяют контролировать два изделия одновременно, перемещение изделий роботом, его конструктивные особенности и взаиморасположение с элементами устройства, кроме перемещения двух изделий одновременно, позволяют сократить время транспортирования, так как робот выполнен с двумя степенями свободы, а именно: одна - вращение вокруг вертикальной оси на 180o, другая - поступательное движение по вертикали. В результате взятие изделий с питателей, установка на позицию контроля и взятие с нее, укладка в накопители производится движением по вертикали, что сокращает трассу транспортирования.
Конструктивные особенности захватного устройства робота позволяют брать изделия из плотного ряда, доступного с одной стороны, исключив в питателях механизм отсечения изделий от потока, контролировать их наличие в схвате и настраивать на различные типоразмеры.
Сущность изобретения поясняется чертежами.
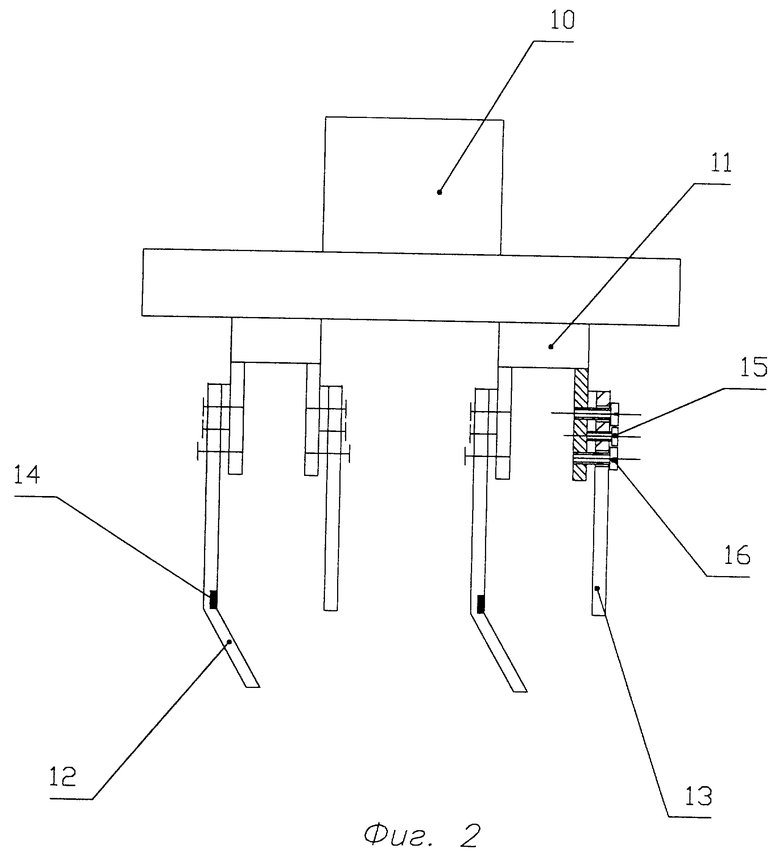
На фиг. 1 представлен общий вид устройства для ультразвукового контроля цилиндрических изделий.
На фиг. 2 представлено захватное устройство с механизмом настройки на различные типоразмеры.
Устройство состоит из иммерсионной ванны 1, в которой установлен механизм вращения изделий, выполненный с тремя валами 2, каретки 3 с акустическими преобразователями 4 и 5, расположенной над ванной, питателей 6, промышленного робота 7, накопителей 8, выполненных с механизмами отсечения бракованных изделий, системы 9 измерения и регистрации. Захватное устройство 10 робота 7 оснащено охватом 11, выполненным в виде двух пар параллельно установленных губок 12 и 13 различной длины. Губка 12 выполнена двупалой со скосом и снабжена сенсорным датчиком 14 наличия изделия. Губка 13 выполнена прямой. Выходная часть питателей выполнена в виде вилки с упором, входная часть накопителей выполнена в виде вилки, что обеспечивает свободный доступ робота к изделию и его укладку.
Губки 12 и 13 крепятся к захватному устройству 10 через механизм настройки на различные типоразмеры, в который входят регулируемый упор 15 и фиксирующие болты 16.
Устройство работает следующим образом.
Включается система 9 измерения и регистрации. Рука робота 7 из исходного состояния опускается вниз по вертикали и забирает два изделия из питателей 6, поднимается вверх, поворачивается на 90o и опускается вниз, устанавливая изделие на валы 2, после чего поднимается вверх. Включаются приводы вращения валов 2 и перемещения каретки 3 с акустическими преобразователями 4 и 5. Таким образом, по образующей изделия осуществляется контроль неприлегания оболочки к сердечнику, результаты которого регистрируются системой 9 измерения и регистрации. После возвращения каретки 3 в исходное состояние рука робота 7 опускается вниз, забирает изделия, поднимается вверх, поворачивается на 90o и опускает изделия в накопители 8, после чего возвращается в исходное состояние, и цикл контроля повторяется.
Таким образом, применение данного изобретения, кроме увеличения производительности, снижает трудоемкость и улучшает обслуживание за счет конструктивных особенностей и оптимального расположения элементов устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ | 1999 |
|
RU2187104C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ КОНТРОЛЯ ИЗДЕЛИЙ | 1997 |
|
RU2128111C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ | 1992 |
|
RU2067298C1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2154819C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2233443C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2166755C2 |
| СПОСОБ ИЗМЕРЕНИЯ ВЫСОТЫ НЕПРОВАРА В СВАРНЫХ ШВАХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2256907C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2003 |
|
RU2244356C2 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2178140C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ АВТОМАТИЧЕСКОЙ ЛИНИИ | 1999 |
|
RU2187103C2 |
Изобретение относится к контрольно-измерительной технике и предназначено для ультразвукового контроля неприлегания оболочки к сердечнику тепловыделяющих элементов для ядерных реакторов. Повышение производительности контроля достигается за счет того, что устройство для ультразвукового контроля цилиндрических изделий содержит иммерсионную ванну, в которой установлены приводной и опорный валы вращения изделий, каретку с акустическим преобразователем, расположенную над ванной, транспортное средство перемещения изделий, питатели и накопители изделий, систему измерения и регистрации. Оно снабжено дополнительным опорным валом и вторым акустическим преобразователем, установленным на каретке. Транспортное средство перемещения изделий выполнено в виде робота, захватное устройство которого оснащено схватом, выполненным в виде двух пар параллельно установленных губок различной длины, и механизмом настройки на различные типоразмеры, выполненным в виде регулируемых упоров перемещения губок. При этом одна губка выполнена двупалой со скосом и снабжена сенсорным датчиком наличия изделия, а другая выполнена прямой. 2 ил.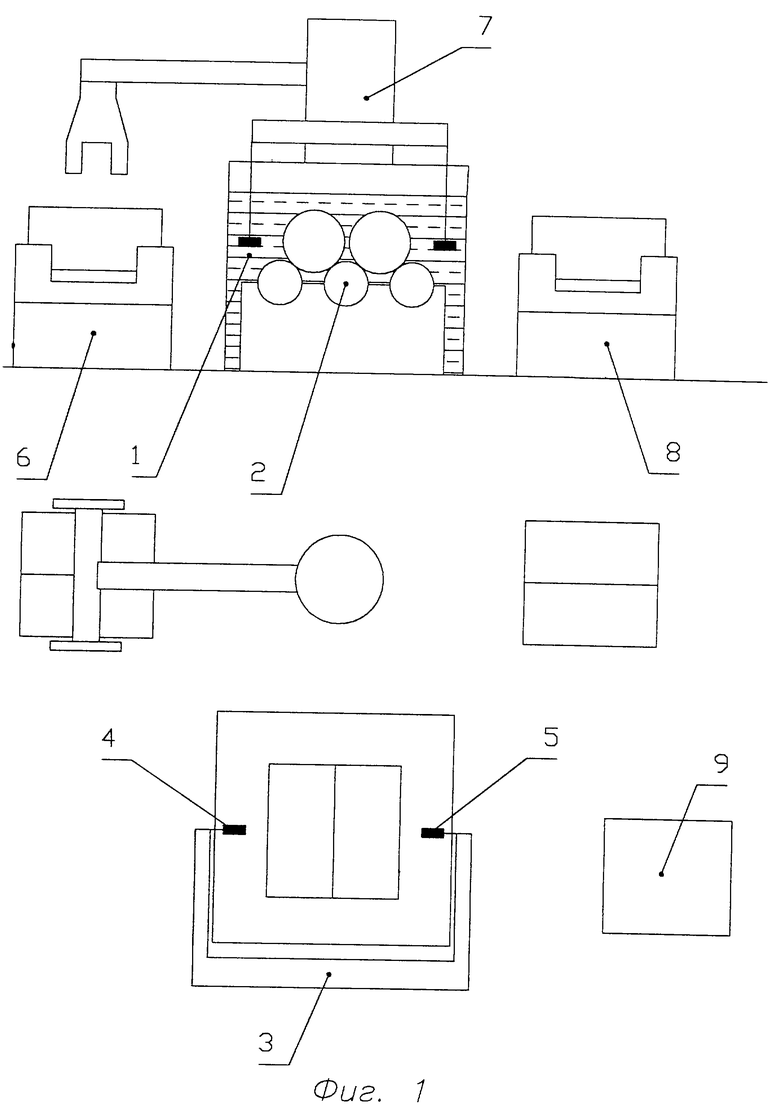
Устройство для ультразвукового контроля цилиндрических изделий, содержащее иммерсионную ванну, в которой установлены приводной и опорный валы вращения изделий, каретку с акустическим преобразователем, расположенную над ванной, транспортное средство перемещения изделий, питатели и накопители изделий, систему измерения и регистрации, отличающееся тем, что оно снабжено дополнительным опорным валом и вторым акустическим преобразователем, установленным на каретке, а транспортное средство перемещения изделий выполнено в виде робота, захватное устройство которого оснащено охватом, выполненным в виде двух пар параллельно установленных губок различной длины, и механизмом настройки на различные типоразмеры, выполненным в виде регулируемых упоров перемещения губок, при этом одна губка выполнена двупалой со скосом и снабжена сенсорным датчиком наличия изделия, а другая выполнена прямой.
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 0 |
|
SU359586A1 |
| Устройство для неразрушающего контроля изделий | 1986 |
|
SU1388787A1 |
| Устройство ультразвукового контроля цилиндрических изделий | 1982 |
|
SU1083106A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ | 1992 |
|
RU2067298C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ КОНТРОЛЯ ИЗДЕЛИЙ | 1997 |
|
RU2128111C1 |
| Способ дегидратации бициклических терпеновых спиртов | 1950 |
|
SU90354A1 |

