Изобретение относится к области обработки металлов давлением и, в частности, к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформированная материала трубы.
Известен способ закрепления труб в трубных решетках, включающий установку теплообменной трубы одним из концов в трубное отверстие, фиксацию ее от возможного осевого перемещения с последующим приложением сжимающего усилия к внутренней поверхности трубы (см. Дорошенко П.А. Технология производства судовых парогенераторов и теплообменных аппаратов. Л.: Судостроение, 1972, 143 с).
К главному недостатку известного способа закрепления труб в трубных решетках следует отнести, применительно к механической вальцовке, относительно низкие служебные характеристики соединений и короткий срок межремонтного пробега трубным пучком, коробление трубной решетки и осевое течение металла трубы в осевом ее направлении.
Известен также способ комбинированного закрепления труб в трубных решетках, включающий установку трубы, прошедшей подготовительные операции, одним концом в трубное отверстие с минимальным зазором, фиксацию трубы относительно стенкок отверстия путем сварки и совместное деформирование соединяемых труб и трубной решетки в радиальном направлении (см. ОСТ 26-02-1015-85. Крепление труб в трубных решетках. М.: Министерство химического и нефтяного машиностроения, 1985 - прототип).
Недостатком известного способа является возможность внесения дефектности (микротрещин, растягивающих остаточных напряжений и так далее) в структуру сварного шва при его раскатывании, что отрицательно сказывается на служебных характеристиках вальцовочных соединений.
Задачей изобретения является разработка такого способа комбинированного закрепления труб в трубных решетках, который бы, обеспечивая получение гарантированных служебных характеристик вальцовочных соединений, не сопровождался раскаткой сварного шва.
Технический результат достигается тем, что в способе комбинированного закрепления труб в трубных решетках, включающем установку трубы, прошедшей подготовительные операции, одним концом в трубное отверстие с минимальным зазором, фиксацию трубы относительно стенок отверстия путем сварки и совместное деформирование соединяемых трубы и трубной решетки в радиальном направлении, согласно изобретению конец трубы предварительно профилируют с образованием утолщения, в отверстии трубной решетки со стороны ее лицевой поверхности выполняют кольцевую выемку с донной поверхностью, расположенной под углом к оси трубы, установку трубы в трубное отверстие осуществляют с расположением торца трубы над лицевой поверхностью трубной решетки, перед совместным деформированием соединяемых трубы и трубной решетки, которое производят перед сваркой, утолщение трубы раздают на длине, превышающей глубину кольцевой выемки трубной решетки, а совместное деформирование осуществляют путем приложения осевого усилия к торцу трубы с получением продольного сдвига утолщения относительно донной поверхности кольцевой выемки.
Осуществление предлагаемого способа позволяет получать комбинированные соединения труб с трубными решетками, обладающие требуемыми служебными характеристиками без раскатывания сварного шва, что не вызывает деструкции последнего.
Это объясняется тем, что, используя эффект переменной жесткости трубы, создают условия для реализации продольного сдвига полотна законцовки трубы относительно донной поверхности кольцевой выемки, формируя первичное фиксирование трубы в последней. Выполнение же сварного шва является завершающей операцией образования комбинированного вальцовочного соединения, что тем самым не предусматривает какого-либо воздействия на сварной шов и не приводит к его деструкции.
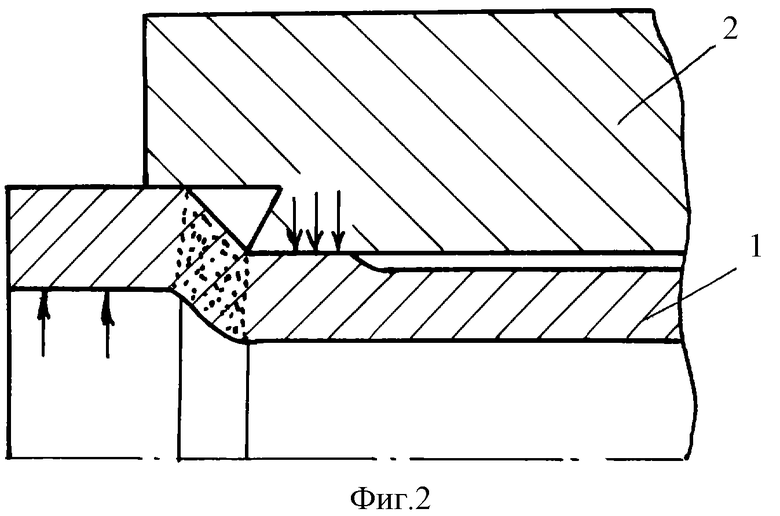
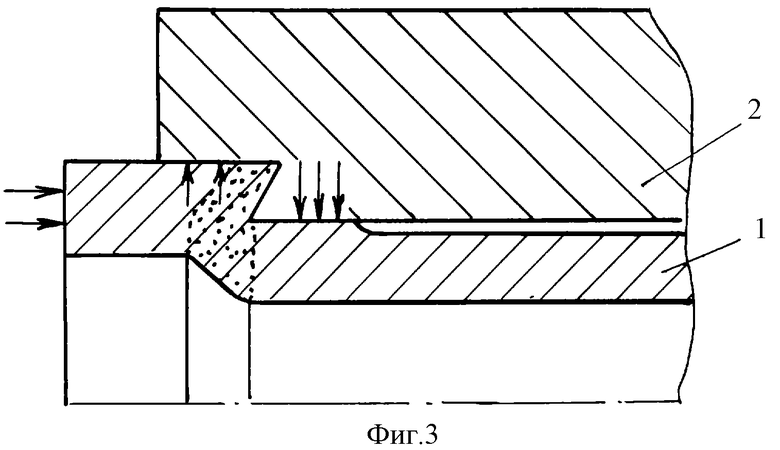
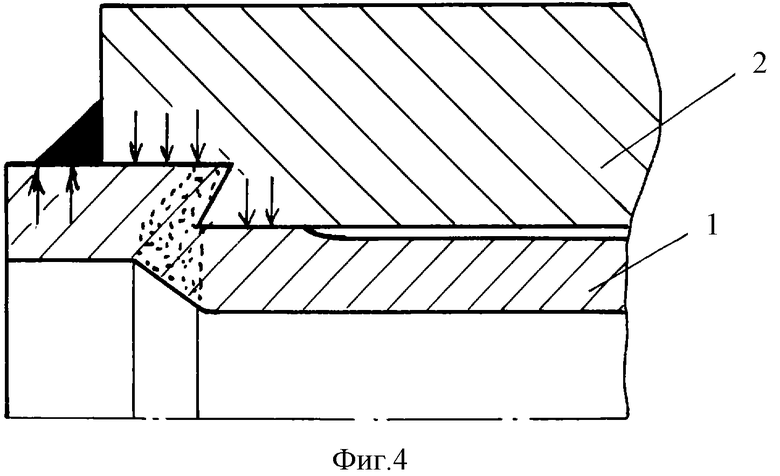
Сущность изобретения поясняется чертежами, где на фиг.1 показана теплообменная труба с утолщенной законцовкой, расположенная в отверстии трубной решетки, имеющем со стороны лицевой поверхности последней кольцевую выемку с донной поверхностью, наклоненной к оси трубы, перед образованием соединения; на фиг. 2 - окончание стадии раздачи утолщения законцовки трубы на длине, превышающей глубину кольцевой выемки; на фиг.3 - стадии продольного сдвига утолщения трубы относительно донной поверхности кольцевой выемки; на фиг.4 - комбинированное вальцовочное соединение со сварным швом, выполненным по периметру выступающей части трубы над поверхностью трубной решетки.
Вариант осуществления изобретения состоит в следующем.
На теплообменной трубе 1 выполняют операции с целью подготовки внешней поверхности ее концов к профилированию: правка трубы, отрезка ее мерной длины и зачистка поверхности до металлического блеска. Далее на трубе 1 (фиг.1) посредством использования операций раздачи, обжима и осевого сжатия формируют профилированную законцовку, которая содержит утолщенную стенку полотна и представлена в виде трех участков, два из которых являются цилиндрическими. Переходным между цилиндрическими участками является участок с коническим поперечным сечением. Отверстие трубной решетки со стороны ее лицевой поверхности выполняют с кольцевой выемкой, имеющей донную поверхность, расположенную под углом к оси трубы. Трубу устанавливают в трубное отверстие трубной решетки 2 с расположением торца трубы над лицевой поверхностью решетки (фиг.1).
Далее в отверстие законцовки вводят механическую вальцовку и производят раздачу утолщения трубы на длине, превышающей глубину кольцевой выемки трубной решетки (фиг.2).
Затем к торцу трубы 1 прикладывают осевое усилие (фиг.3), обеспечивая продольный сдвиг утолщения, относительно донной поверхности кольцевой выемки, после чего в отверстие трубы устанавливают заглушку, производят обварку выступающей части трубы по ее периметру (фиг.4).
Наличие заглушки устраняет попадание расплавленного металла на поверхность трубы.
Опытно-промышленная проверка разработанного способа прошла при комбинированном закреплении стальных (сталь 20) труб с профилированными внешними законцовками в трубных решетках из стали 16 ГС. Исходные геометрические размеры трубы составляли: внешний диаметр - 25 мм, толщина стенки - 2,5 мм. Внешние поверхности концов трубы предварительно профилировались в технологической оснастке, обеспечивая получение утолщения. Трубные отверстия изготавливались с кольцевой выемкой с донной поверхностью, расположенной под углом к оси трубы.
Технологическая оснастка для производства труб с внешними кольцевыми законцовками и ее закрепления в трубных отверстиях изготавливались из инструментальной стали У8А с твердостью HRC после закалки не менее 56 единиц и точностью исполнительных размеров по 9-му квалитету точности.
Профилирование концов теплообменных труб производилось на гидравлическом прессе двойного действия, разработанного и изготовленного на ООО "Ремонтно-механический завод" НК "ЮКОС", при условиях 30-35 кН.
Закрепление труб в трубных решетках производилось вальцовками отечественного производства на вальцовочном стенде фирмы "Индреско" (США) с ограничением крутящего момента.
Обварку труб на лицевой поверхности трубных решеток производили по стандартной технологии, предписанной для выполнения комбинированных вальцовочных соединений.
Установлено, что отсутствие какого-либо воздействия на сварной шов обеспечивает гарантированные повышенные служебные характеристики вальцовочных соединений, значительно увеличивает (по сравнению с традиционной технологией по прототипу) срок межремонтного пробега трубного пучка.
Испытаниями на выдергивание трубы из трубной решетки подтверждены повышенные прочностные характеристики вальцовочных соединений.
Плотность соединений обеспечивало 100% их пригодность требованиям производства.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174889C2 |
| СПОСОБ КОМБИНИРОВАННОГО ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2198051C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170635C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177851C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174888C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2171154C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182056C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2196657C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174886C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при комбинированном закреплении труб в трубных решетках с применением механической вальцовки и сварки. Конец трубы, прошедшей подготовительные операции, профилируют с образованием утолщения. В отверстии трубной решетки со стороны ее лицевой поверхности выполняют кольцевую выемку с донной поверхностью, расположенной под углом к оси трубы. Трубу устанавливают в трубное отверстие с расположением торца трубы над лицевой поверхностью трубной решетки. Затем утолщение трубы раздают на длине, превышающей глубину кольцевой выемки, и производят совместное деформирование трубы и трубной решетки приложением к торцу трубы осевого усилия. При этом обеспечивают продольный сдвиг утолщения относительно донной поверхности кольцевой выемки. Затем трубу фиксируют относительно стенок отверстия трубной решетки путем сварки. В результате обеспечивается получение соединения труб с трубными решетками, обладающего требуемыми служебными характеристиками, без воздействия на сварной шов, что исключает деструкцию последнего. 4 ил.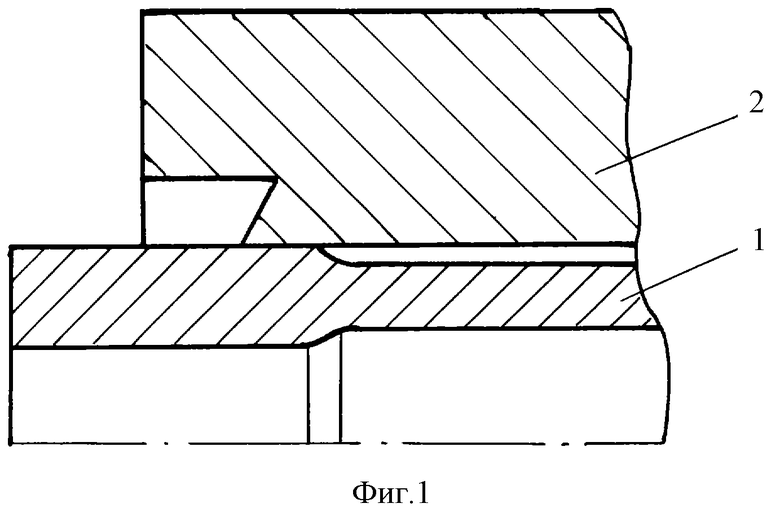
Способ комбинированного закрепления труб в трубных решетках, включающий установку трубы, прошедшей подготовительные операции, одним концом в трубное отверстие с минимальным зазором, фиксацию трубы относительно стенок отверстия путем сварки и совместное деформирование соединяемых трубы и трубной решетки в радиальном направлении, отличающийся тем, что конец трубы предварительно профилируют с образованием утолщения, в отверстии трубной решетки со стороны ее лицевой поверхности выполняют кольцевую выемку с донной поверхностью, расположенной под углом к оси трубы, установку трубы в трубное отверстие осуществляют с расположением торца трубы над лицевой поверхностью трубной решетки, перед совместным деформированием соединяемых трубы и трубной решетки, которое производят перед сваркой, утолщение трубы раздают на длине, превышающей глубину кольцевой выемки трубной решетки, а совместное деформирование осуществляют путем приложения осевого усилия к торцу трубы с получением продольного сдвига утолщения относительно донной поверхности упомянутой кольцевой выемки.
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Крепление труб в трубных решетках | |||
| - М.: Министерство химического и нефтяного машиностроения, 1985 | |||
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ТРУБНОЙ РЕШЕТКОЙ | 1997 |
|
RU2128098C1 |
| Способ соединения труб с трубнымиРЕшЕТКАМи и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1978 |
|
SU806313A1 |
| СПОСОБ ДИАГНОСТИКИ УСТОЙЧИВОСТИ КРУПНОГО РОГАТОГО СКОТА К ВИРУСУ ЛЕЙКОЗА | 2010 |
|
RU2428485C1 |
| Многоканальный коммутатор | 1985 |
|
SU1285511A1 |

