Изобретение относится к области черной металлургии, а именно к способам производства изотропной электротехнической стали, в частности, содержащей кремния до 2%, алюминия 0,1-0,5%, углерода 0,015-0,065%, фосфора 0,05-0,15%.
Известен способ производства электротехнической стали, по которому сталь изготавливают по схеме с двухкратной прокаткой. Обезуглероживают металл при 760-840oС, вторую холодную прокатку проводят при усилии прокатки 10 - 50 кг на каждый миллиметр ширины полосы, рекристаллизацию проводят при 900-960oС со скоростью нагрева 10-50oС/с (а.с. 1651564 кл. С 21 D, 1991 г).
Наиболее близким аналогом к заявленному изобретению является известный способ производства холоднокатаной изотропной электротехнической стали, включающий выправку стали с содержанием кремния, алюминия, углерода, фосфора, горячую прокатку и холодную прокатку, двухступенчатый обезуглероживающий отжиг и завершающую термическую обработку. (см. RU 2126843 С1, С 21 D 8/12, 09.07.1995).
Техническим результатом изобретения является повышение уровня магнитных свойств стали.
Технический результат достигается тем, что в известном способе производства холоднокатаной изотропной электротехнической стали, включающем выплавку стали с содержанием кремния, алюминия, углерода, фосфора, горячую прокатку и холодную прокатку, двухступенчатый обезуглероживающий отжиг и завершающую термическую обработку, согласно изобретению выплавляют сталь с содержанием в мас. % кремния до 2, алюминия 0,1-0,5, углерода 0,015-0,065, фосфора 0,05-0,15, проводят двухкратную холодную прокатку с суммарной степенью деформации при второй холодной прокатке не более 4,8%, которую ведут растяжением с удельным натяжением 1-4 кг/мм2, отжиг проводят с нагревом до первой ступени 790-850oС, а затем со скоростью 130-180oС/мин до второй ступени 870-910oС, завершающую термообработку проводят при 300-700oС.
Причем скорость нагрева с 1-й на 2-ю ступень (V1-2,oС/мин) определяют в зависимости от содержания углерода в стали из соотношения: V1-2=-1000•[С] +195, а температуру завершающей термообработки (Тзавер, oС) устанавливают в зависимости от содержания алюминия в стали (Al, мас.%) из соотношения Тзавер=1000•[Al]+200.
При анализе научно-технической литературы и патентной информации не было обнаружено известных технических решений, имевших сходные признаки с отличительными существенными признаками в предложенной совокупности, обеспечивающих, согласно предлагаемому способу, повышение уровня магнитных свойств при производстве изотропной стали, что позволяет сделать вывод о соответствии его критерию "существенные отличия".
Сущность предлагаемого способа заключается в том, чтобы за счет регулирования скорости нагрева с 1-й на 2-ю ступень при обезуглероживании с учетом содержания в стали углерода, второй деформации только растяжением и выбора температуры при завершающей термообработке с учетом содержания в стали алюминия формировать структуру готовой стали с большим количеством благоприятных ориентировок.
Сквозная технологическая схема производства включает выплавку стали в конвертере или электропечи, горячую прокатку, травление, холодную прокатку. Далее холоднокатаные полосы обрабатываются на непрерывных агрегатах.
Скорость нагрева с 1-й на 2-ю ступень определяется в зависимости от содержания углерода по эмпирической формуле
V1-2=-1000•[С]+195,oС/мин,
где [С] - содержание углерода в массовых процентах;
-1000 - эмпирический коэффициент.
Путем согласования скорости подъема температуры со снижением концентрации углерода можно непрерывно поддерживать оптимальный фазовый состав менее обезуглероженной внутренней зоны и вместе с тем обеспечивать достаточно быстрое протекание процесса обезуглероживания и роста зерна.
Подъем температуры с приведенными скоростями приводит к тому, что в начале процесса обезуглероживания сохраняется оптимальное соотношение между α- и α+γ-фазами. Это позволяет совместить обезуглероживание с ростом зерен благоприятных ориентировок.
Вторая холодная деформация только путем растяжения с удельным натяжением 1-4 кг/мм2 позволяет создать поля напряжений в зеренной структуре стали, которые релаксируют при завершающей термообработке и формируют более совершенную структуру зерен.
Важное значение для достижения намеченной цели имеет правильный выбор температуры завершающей термообработки. Выбор температуры в зависимости от содержания в стали алюминия по эмпирической формуле Тзавер=1000•[Al]+200, oС обеспечит формирование оптимальной структуры готовой стали и высокий уровень магнитных свойств.
Способ опробован в промышленных условиях на ОАО "Северсталь". Сталь выплавляли в 350-тонном конвертере. Слябы прокатывали на непрерывном широкополосном стане 2000. Далее осуществляли травление, холодную прокатку и термообработку, включающую обезуглероживание и рекристаллизацию в проходной печи.
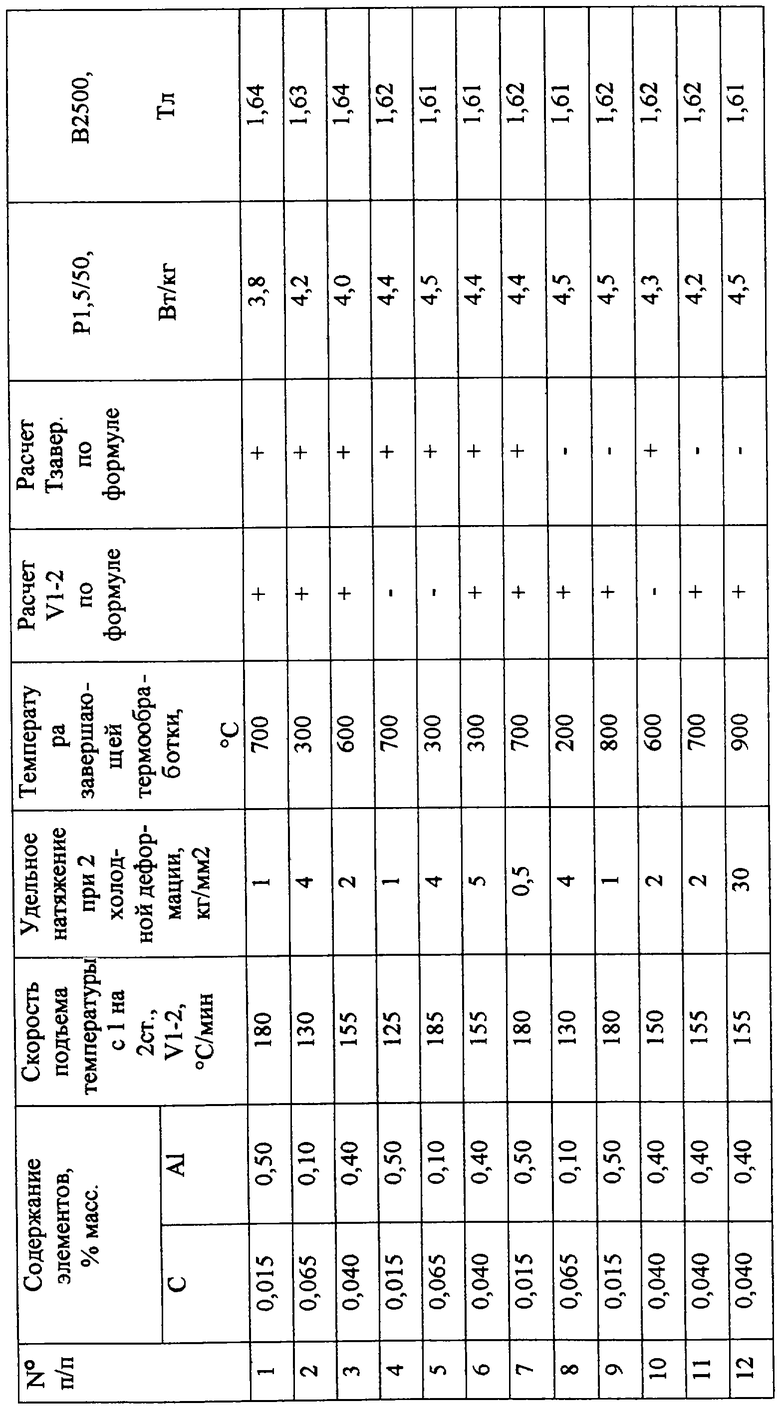
Режимы реализации способа и свойства стали приведены в таблице.
Пример 1 (табл. поз. 1).
Холоднокатаные полосы с массовым содержанием углерода 0,015%, алюминия 0,50% нагревали с 1-й на 2-ю ступень со скоростью 180oС/мин, которая устанавливается в зависимости от содержания углерода в стали и составляет V1-2=-1000•0,015+195= 180oС/мин. Удельное натяжение при второй холодной деформации только растяжением составляет 1 кг/мм2. Температура алюминия в стали и составляет Тзавер= 1000•0,50+200= 700oС. Это позволяет сформировать структуру с большим количеством благоприятных ориентировок и определяет высокий уровень магнитных свойств в стали (Р1,5/50=3,8 Вт/кг, В2500=1,64 Тл).
Пример 2 (табл. поз. 2).
Холоднокатаные полосы с массовым содержанием углерода 0,065% и алюминия 0,10% нагревали с 1-й на 2-ю ступень со скоростью 130oС/мин, которая устанавливается в зависимости от содержания углерода в стали и составляет V1-2=-1000•0,065+195= 130oС/мин. Удельное натяжение при второй холодной деформации только растяжением составляет 4 кг/мм2. Температура завершающей обработки устанавливается в зависимости от содержания алюминия в стали и составляет Тзавер= 1000•0,10+200= 300oС. Это позволяет сформировать структуру с большим количеством благоприятных ориентировок и определяет высокий уровень магнитных свойств в стали (Р1,5/50=4,2 Вт/кг, В2500=1,63 Тл).
Пример 3 (табл. поз. 3).
Холоднокатаные полосы с массовым содержанием углерода 0,040% и алюминия 0,40% нагревали с 1-й на 2-ю ступень со скоростью 155oС/мин, которая устанавливается в зависимости от содержания углерода в стали и составляет V1-2=-1000•0,040+195= 155oС/мин. Удельное натяжение при второй холодной деформации только растяжением составляет 2 кг/мм2. Температура завершающей обработки устанавливается в зависимости от содержания алюминия в стали и составляет Тзавер= 1000•0,40+200= 300oС. Это позволяет сформировать структуру с большим количеством благоприятных ориентировок и определяет высокий уровень магнитных свойств в стали (Р1,5/50=4,0 Вт/кг, В2500=1,64 Тл).
В случае отклонения от рекомендуемых режимов (табл. поз. 4-9) достигнуть указанной в формуле изобретения цели не удалось.
При снижении скорости подъема температуры с 1-й на 2-ю ступень до 125oС/мин, т. е. ниже нижнего, предела (табл. поз. 4), приводит к тому, что снижается содержание γ-фазы ниже оптимального по мере уменьшения углерода, уменьшается количество зерен благоприятных ориентировок и снижается уровень магнитных свойств (Р1, 5/50=4,4 Вт/кг; В2500=1,62 Тл).
Повышение скорости подъема температуры с 1-й на 2-ю ступень до 185oС/мин, т. е. выше верхнего предела (табл. поз. 5) приводит к тому, что образуется избыточное количество γ-фазы, в результате уменьшается количество зерен благоприятных ориентировок и снижается уровень магнитных свойств (Р1,5/50=4,5 В г/кг; В2500=1,61 Тл).
Повышение удельного натяжения до 5 кг/мм2, т.е. выше верхнего предела (табл. поз. 6), приводит к формированию повышенного поля напряжений, которые не полностью релаксируют при Тзавер=300oС, в результате снижается уровень магнитных свойств (Р1,5/50=4,4 Вт/кг; В2500=1,61 Тл).
Снижение удельного натяжения до 0,5 кг/мм2, т.е. ниже нижнего предела (табл. поз. 7), приводит к формированию пониженного поля напряжений, которые при Тзавер= 700oС не позволяют сформировать оптимальную структуру готовой стали, в результате снижается уровень магнитных свойств (Р1, 5/50=4,4 Вт/кг; В2500=1,62 Тл).
Понижение температуры завершающей термообработки до 200oС, т.е. ниже нижнего предела (табл. поз. 8), приводит к увеличению остаточных напряжений, что снижает уровень магнитных свойств (Р1,5=4,5 Вт/кг; В2500=1,61 Тл).
При повышении температуры завершающей до 800oС, т.е. выше верхнего предела (табл. поз. 9), формируется крупнозернистая структура, что приводит к понижению уровня магнитных свойств (Р1,5/50=4,5 Вт/кг, В2500=1,62 Тл).
Определение скорости подъема температуры с 1-й на 2-ю ступень не по приведенной эмпирической зависимости без учета содержания углерода приводит к тому, что при скорости подъема температуры V1-2=150oС (табл. поз. 10) образуется меньше оптимального количество аустенита, что не способствует развитию требуемых ориентировок при отжиге. Из-за этого снижается уровень магнитных свойств (Р1,5/50=4,3 Вт/кг, В2500=1,62 Тл).
Применение температуры завершающей термообработки, отличной от определенной по эмпирической зависимости, без учета содержания алюминия в стали, приводит к тому, что при повышении температуры завершающей обработки до 700oС на стали, содержащей 0,40% алюминия (табл. поз. 11), формируется крупнозернистая структура стали, что приводит к снижению уровня магнитных свойств (Р1,5/50=4,2В т/кг, В2500=1,62 Тл).
Таким образом, отклонения от предлагаемых режимов приводят к формированию неоптимальной структуры стали и, вследствие этого, к пониженному уровню магнитных свойств в готовой стали (табл. поз. 4-11).
Сравнение магнитных свойств по предлагаемому (табл. поз. 1-3) и известному (табл. поз. 12) способам, показывает, что в предлагаемом способе удельные потери ниже на 0,3-0,7 Вт/кг, а магнитная индукция выше на 0,02-0,03 Тл.
Как видно из таблицы, только в случае соблюдения предлагаемых режимов (табл. поз. 1-3) достигается цель изобретения, вследствие чего параметры предлагаемого способа следует считать существенными.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2007 |
|
RU2351663C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПОВЫШЕННОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2004 |
|
RU2266340C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2211249C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛУОБРАБОТАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2000 |
|
RU2178006C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2011 |
|
RU2459876C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВ МАГНИТОПРОВОДА | 1993 |
|
RU2049127C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛУОБРАБОТАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2180925C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2002 |
|
RU2219253C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2002 |
|
RU2216601C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОНИЦАЕМОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2013 |
|
RU2540243C2 |
Изобретение относится к области черной металлургии, конкретнее к способам получения холоднокатаной изотропной электротехнической стали. Сталь с содержанием до 2% кремния; 0,1-0,5% алюминия; 0,015-0,065% углерода; 0,05-0,15% фосфора обрабатывают по схеме с двумя холодными прокатками. Двухступенчатый обезуглероживающий отжиг после первой холодной прокатки проводят при нагреве с 1-й на 2-ю ступень со скоростью 130-180oС/мин. Вторую холодную деформацию осуществляют только растяжением с удельным натяжением 1-4 кг/мм2. Завершающую термообработку проводят при 300 - 700oС. Нагрев с 1-й на 2-ю ступень осуществляют со скоростью, определяемой в зависимости от содержания углерода в стали по формуле V1-2=-1000•[С]+195, oС/мин, где V1-2 - скорость нагрева с 1-й на 2-ю ступень, oС/мин; -1000 - эмпирический коэффициент, oС/мин /мас.%; [С] - содержание углерода в стали; мас.%; 195 - эмпирический коэффициент, oС/мин. Завершающую термообработку проводят при температуре, определяемой по формуле Тзавер=1000•[Al]+200, oС, где Тзавер - температура завершающей термообработки, oС; 1000 - эмпирический коэффициент, oС/мас.%; [Al] - содержание алюминия в стали, мас.%; 200 - эмпирический коэффициент, oС. Изобретение позволяет повысить уровень магнитных свойств стали. 2 з.п. ф-лы, 1 табл.
V1-2=-1000•[C]+195, oС/мин,
где V1-2 - скорость нагрева с 1 на 2 ступень, oС/мин;
-1000 - эмпирический коэффициент, oС/мин, / мас.%;
[C] - содержание углерода в стали, мас.%;
195 - эмпирический коэффициент, oС/мин.
Тзавер=1000•[Al]+200oС.
где Тзавер - температура завершающей термообработки, oС;
1000 - эмпирический коэффициент, oС/ мас.%;
[Al] - содержание алюминия в стали, мас.%;
200 - эмпирический коэффициент, oС.
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 1998 |
|
RU2126843C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОТРОПНОЙ И РЕЛЕЙНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1992 |
|
RU2039094C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 1999 |
|
RU2155233C1 |
| Способ получения электротехнической стали | 1980 |
|
SU968085A1 |
| Способ изготовления ленты из магнитострикционного сплава | 1981 |
|
SU969762A1 |
| Способ термической обработки изотропной электротехнической стали | 1985 |
|
SU1305184A1 |
| Способ производства холоднокатаной изотропной электротехнической стали | 1990 |
|
SU1717650A1 |
