Изобретение относится к транспортному машиностроению, в частности к автомобилестроению.
Известны способы наладки сборочно-сварочных приспособлений с использованием мастер - макетов, имитирующих технологические поверхности (базовые элементы) сборочно-сварочных приспособлений, размерно связанные с теоретической поверхностью кузова (смотри а.с. N 288367, МКИ B 62 D 23/00, а.с. N 1613290, МКИ B 23 K 37/04, B 62 D 23/00).
Недостатками данных способов являются наличие дополнительной технологической оснастки (мастер - макетов), повышенные затраты на подготовку производства и обслуживание.
Техническим результатом изобретения является снижение затрат на подготовку производства и обслуживание, повышение точности наладки сборочно-сварочных приспособлений.
Это достигается тем, что наладка сборочно-сварочного приспособления производится с использованием сварочного робота, установленного для операции сварки на данном приспособлении, при этом контрэлектроды при их выверке предварительно отводятся от поверхности сварки, а торец электрода сварочного робота, скоординированный в определенной системе отсчета, подводится в фиксированных координатах к каждому контрэлектроду, после чего контрэлектрод поднимается к торцу электрода робота с учетом свариваемых толщин и закрепляется.
На фиг. 1 показано многоэлектродное сборочно-сварочное приспособление и сварочный робот.
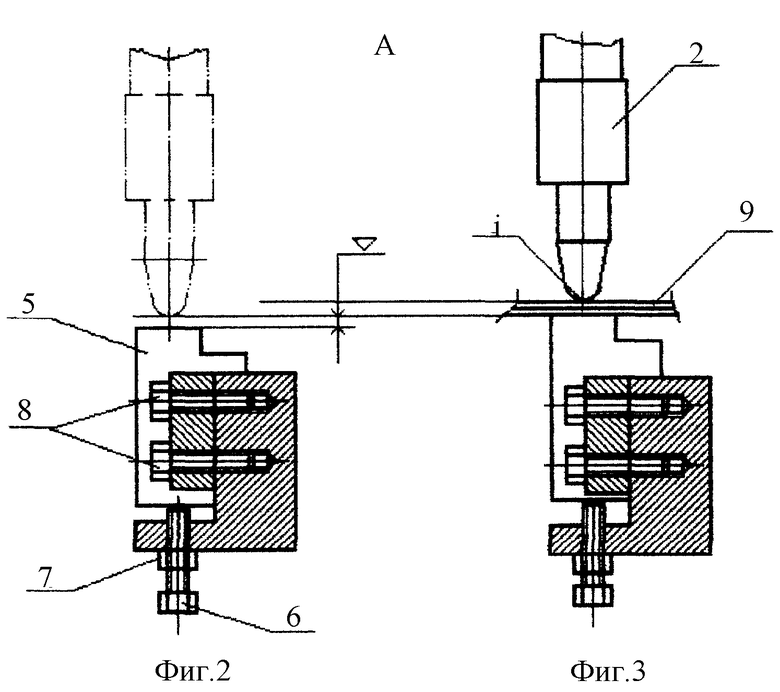
На фиг. 2 - исходное положение контрэлектрода сборочно-сварочного приспособления перед выверкой.
На фиг. 3 - положение отлаженного контрэлектрода.
Устройство, реализующее наладку сборочно-сварочного приспособления, включает в себя сварочный робот 1, оснащенный электродом 2, переходный элемент 3, расположенный на сборочно-сварочном приспособлении 4 и предназначенный для вывода робота в требуемую систему отсчета, контрэлектроды 5, регулировка которых производится регулировочным болтом 6, с предварительно ослабленными контргайками 7 и болтами крепления 8.
Способ наладки сборочно-сварочного приспособления осуществляется следующим образом. Вершину электрода 2 сварочного робота 1 подводят к переходному элементу 3, имеющему определенную привязку к системе координат X, Y, Z, то есть, например, переходный элемент 3 имеет координаты X = +400,0 мм, Y = -700,0 мм, Z = 210,0 мм, и затем придают вершине электрода эти координаты. Для исключения пересчетов целесообразно, чтобы система координат X, Y, Z соответствовала системе координат проектирования автомобиля. Далее, ослабив контргайки 7 и болты 8 с помощью регулировочного болта 6, поочередно отводят контрэлектроды 5 вниз от поверхности сварки, создавая гарантированный зазор от номинального положения свариваемых деталей. После чего поочередно подводят вершину электрода 2 сварочного робота к каждому переходному элементу 3 в координаты сварочной точки i, которые известны из условий проектирования деталей автомобиля; устанавливают прокладки 9, имитирующую толщину свариваемых деталей, поджимают контрэлектрод 5 к торцу электрода 2 и закрепляют контрэлектрод 5.
Использование данного способа наладки сборочных приспособлений с применением сварочного робота позволяет более оперативно производить наладку приспособления без применения мастер - макета, качество сварки улучшается за счет исключения воздействий погрешностей изготовления мастер - макета и возможности корректировать погрешности свариваемых деталей.
Изобретение относится к транспортному машиностроению, в частности к способам наладки сборочно-сварочного приспособления, и может найти применение в автомобилестроении. Наладка сборочно-сварочного приспособления производится с использованием сварочного робота. Контрэлектроды при их выверке предварительно отводят от поверхности сварки. Торец электрода сварочного робота, скоординированный в определенной системе отсчета, подводят в фиксированных координатах к каждому контрэлектроду. После этого контрэлектрод поднимают к торцу электрода робота с учетом свариваемых толщин и закрепляют. Использование данного способа наладки позволяет более оперативно производить наладку приспособления без применения мастер-макета, улучшить качество сварки путем уменьшения погрешностей приспособления и возможности корректировать погрешности свариваемых деталей. 3 ил.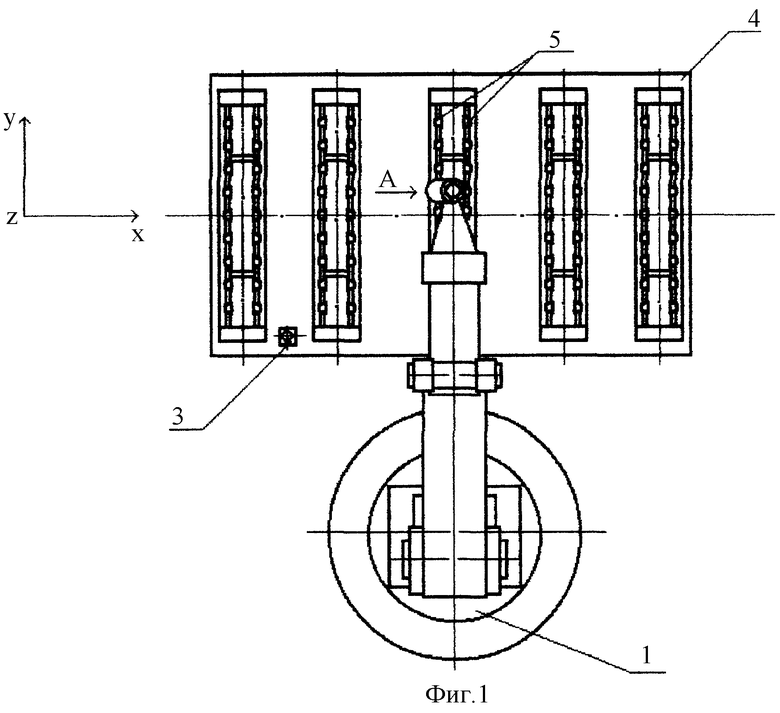
Способ наладки сборочно-сварочного приспособления, заключающийся в последовательной выверке базовых элементов приспособления, отличающийся тем, что при наладке приспособления с базовыми элементами в виде контрэлектродов на нем устанавливают сварочный робот для выполнения сварки, торец электрода сварочного робота координируют в определенной системе отсчета, контрэлектроды приспособления отводят от поверхности сварки, торец электрода сварочного робота подводят в фиксированных координатах к каждому контрэлектроду, после чего контрэлектрод поднимают к торцу электрода сварочного робота с учетом толщин свариваемых деталей и закрепляют.
| Мастер-макет для наладки и контроля сборочно-сварочного приспособления | 1988 |
|
SU1613290A1 |
| Автоматическая сварочная линия | 1987 |
|
SU1698028A1 |
| Автоматизированная поточная линия для сборки и сварки кузовов автомобилей | 1986 |
|
SU1609440A3 |

