Изобретение относится к металлургии, конкретнее к обработке стали в ковше для повышения эффективности ее десульфурации.
Наиболее близким по технической сущности является способ обработки стали в ковше, включающий выпуск стали из сталеплавильного агрегата в ковш, подачу в ковш раскислителей и шлакообразующих материалов, продувку стали в ковше инертными газами через фурму сверху, наведение в ковше шлака. Шлак дополнительно перемешивают газовыми струями, направленными на поверхность шлака. Газовые струи направляют от края ковша к центру "бурана", т.е. к месту выхода на поверхность двухфазного газожидкого потока. Угол атаки газовых струй устанавливают в пределах 0-90 градусов и выбирают таким образом, чтобы была возможность воздействия на шлак при различном относительно поверхности шлака и края ковша расположении устройства для подачи газа, обеспечивающая перемещение шлака от края ковша к "буруну" /См. патент РФ 2007467, МПК С 21 С 7/064. Бюл. изобр. 3, 1994/.
Недостатком известного способа является недостаточная эффективность десульфурации стали в ковше. Это объясняется тем, что в процессе обработки стали не происходит необходимого растворения твердых компонентов шлакообразующих материалов, не происходит достаточного увеличения температуры ковшевого шлака, а также не снижается активность кислорода в шлаке. При этом не происходит увеличения массы ковшевого гомогенного шлака вследствие неполного растворения компонентов твердой шлаковой смеси.
Технический эффект при использовании изобретения заключается в повышении эффективности десульфурации стали в процессе ее обработки в ковше.
Указанный технический эффект достигают тем, что способ обработки стали в ковше включает выпуск стали из сталеплавильного агрегата в ковш, подачу в ковш раскислителей и шлакообразующих материалов, продувку в ковше сверху через фурму кислородом, изменение положения фурмы, измерение температуры стали, отбор проб стали и шлака.
В процессе выпуска стали в ковш подают алюминий в виде чушек с расходом 1,8-2,3 кг/т стали. После выпуска сталь в ковше продувают через днище аргоном с расходом 0,057-0,0,115 м3/час.т стали в процессе всего времени обработки, обдувают поверхность шлака в ковше кислородом сверху через фурму с расходом 0,014-0,140 м3/мин.т стали. Фурму располагают на расстоянии от поверхности шлака, равном 0,1-30 калибров сопла фурмы. Определяют толщину слоя шлака и его количество. Затем поверхность шлака обдувают порошкообразным кальцийсодержащим материалом в струе инертного газа с расходом в пределах 0,03-0,14 м3/час.т стали через фурму, которую устанавливают на расстоянии от поверхности шлака, равном 0,1-25 калибров сопла фурмы. После этого в ковш подают проволоку с наполнителем в виде кальцийсодержащего материала.
Кальцийсодержащий порошкообразный материал содержит чистый кальций в количестве 20-60 мас.%. Расход кальцийсодержащего материала устанавливают в пределах 6-10 кг/т. шлака в пересчете на чистый кальций. Расход проволоки с наполнителем кальцийсодержащего материала устанавливают в пределах 0,18-0,54 кг/т стали в пересчете на чистый кальций.
Повышение эффективности десульфурации стали при ее обработке в ковше будет происходить вследствие того, что продувка кислородом сверху на шлак приводит к более полному растворению твердых компонентов шлаковой смеси и увеличению температуры ковшевого шлака. Обдувание шлака порошкообразным кальцийсодержащим раскислителем снижает активность кислорода в шлаке. Увеличение температуры шлака и снижение активности кислорода в шлаке являются главными термодинамическими условиями повышения десульфурирующей способности шлакового расплава.
Снижению содержания серы в стали способствует также увеличение массы ковшевого гомогенного шлака за счет более полного растворения компонентов твердой шлаковой смеси.
Диапазон значений расхода алюминия в виде чушек в пределах 1,8-2,3 кг/т стали в ковше объясняется физико-химическими закономерностями раскисления стали. При меньших значениях не будет происходить необходимое снижение активности кислорода. При больших значениях будет происходить перерасход алюминия без дальнейшего снижения активности кислорода.
Диапазон значений расхода аргона через днище ковша в пределах 0,057-0,115 м3/час.т стали в ковше объясняется условиями усреднения объема стали в ковше по температуре и химсоставу. При меньших значениях не будет происходить необходимое усреднение стали в ковше по температуре и химсоставу. При больших значениях будет происходить перерасход аргона.
Диапазон расхода кислорода сверху через фурму в пределах 0.014-0,140 м3/мин. т стали в ковше объясняется физико-химическими закономерностями образования ковшевого шлака. При меньших значениях не будет достигаться необходимая гомогенность шлака. При больших значениях будут происходить переокисление шлака и снижение эффективности десульфурации шлака.
Диапазон значений расстояний от фурмы до поверхности шлака в ковше в пределах 0,1-30 калибров сопла фурмы объясняется газодинамическими закономерностями воздействия струй кислорода на поверхность шлака. При меньших значениях площадь воздействия струй кислорода на поверхность шлака будет недостаточной. При больших значениях будет недостаточной кинетическая энергия струй кислорода.
Диапазон значений расхода нейтрального газа при обдуве поверхности шлака порошкообразным кальцийсодержащим материалом в пределах 0,03-0,14 м/час.т стали объясняется газодинамическими закономерностями распыления порошка. При меньших значениях будет недостаточное распыление порошка из-за малой кинетической энергии частиц порошка. При больших значениях будет происходить улет частиц порошка.
Диапазон значений расстояний фурмы от поверхности шлака при его обдуве порошкообразным кальцийсодержащим материалом в пределах 0,1-25 калибров сопла фурмы объясняется газодинамическими закономерностями воздействия частиц порошка на поверхность шлака. При меньших значениях площадь взаимодействия частиц порошка с поверхностью шлака будет недостаточной. При больших значениях будет недостаточной кинетическая энергия частиц порошка и будет происходить их улет.
Диапазон значений содержания чистого кальция в кальцийсодержащем порошкообразном материале в пределах 20-60 мас.% объясняется физико-химическими закономерностями взаимодействия и усвоения кальция шлаком. При меньших значениях будут происходить потери тепла металлом сверх допустимых значений. При больших значениях будут происходить выбросы шлака.
Диапазон значений расхода кальцийсодержащего порошкообразного материала в пределах 6-10 кг/т шлака объясняется физико-химическими закономерностями десульфурации стали при помощи шлака. При меньших значениях не будет происходить раскисление шлака в необходимых пределах. При больших значениях будет происходить перерасход кальцийсодержащего порошкообразного материала.
Диапазон значений расхода металлической проволоки с наполнителем кальцийсодержащего материала в пределах 0,18-0,54 кг/т стали в ковше объясняется физико-химическими закономерностями раскисления стали, При меньших значениях не будет происходить необходимое раскисление стали. При больших значениях будет происходить перерасход проволоки с наполнителем.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ обработки стали в ковше осуществляют следующим образом.
Пример. После выплавки стали марки Х42 конвертере ее выпускают в сталеразливочный ковш соответствующей емкости. В процессе выпуска стали в ковш подают раскислитель алюминий в виде чушек с расходом 1,8-2,3 кг/т стали и шлакообразующие материалы в виде смеси извести и плавикового шпата в соотношении 3: 1 с расходом 10-15 кг/т стали. После выпуска сталь в ковше продувают через днище аргоном с расходом 0,057-0,115 м3/час.т стали в процессе всего времени обработки стали в ковше на установке доводки металла. В процессе обработки обдувают поверхность шлака в ковше кислородом сверху через фурму с расходом 0,014 м3/мин.т стали. Фурму для подачи кислорода располагают на расстоянии от поверхности шлака, равном 0,1-30 калибров сопла фурмы. При этом определяют толщину слоя шлака и его количество. Затем поверхность шлака обдувают порошкообразным кальцийсодержащим материалом в струе инертного газа аргона через фурму. Расход нейтрального газа устанавливают в пределах 0,03-0,14 м3/час от стали. Фурму устанавливают на расстоянии от поверхности шлака, равном 0,1-25 калибров сопла фурмы. Затем в ковш подают металлическую проволоку при помощи трайбаппарата с наполнителем в виде кальцийсодержащего материала.
Кальцийсодержащий порошкообразный материал содержит чистый кальций в количестве 20-60 мас.%, остальное - железо и кремний. Расход кальцийсодержащего материала устанавливают в пределах 6-10 кг/т шлака, находящегося в ковше, в пересчете на чистый кальций. Расход металлической проволоки с наполнителем кальцийсодержащего материала устанавливают в пределах 0,18-0,54 кг/т стали в ковше в пересчете на чистый кальций.
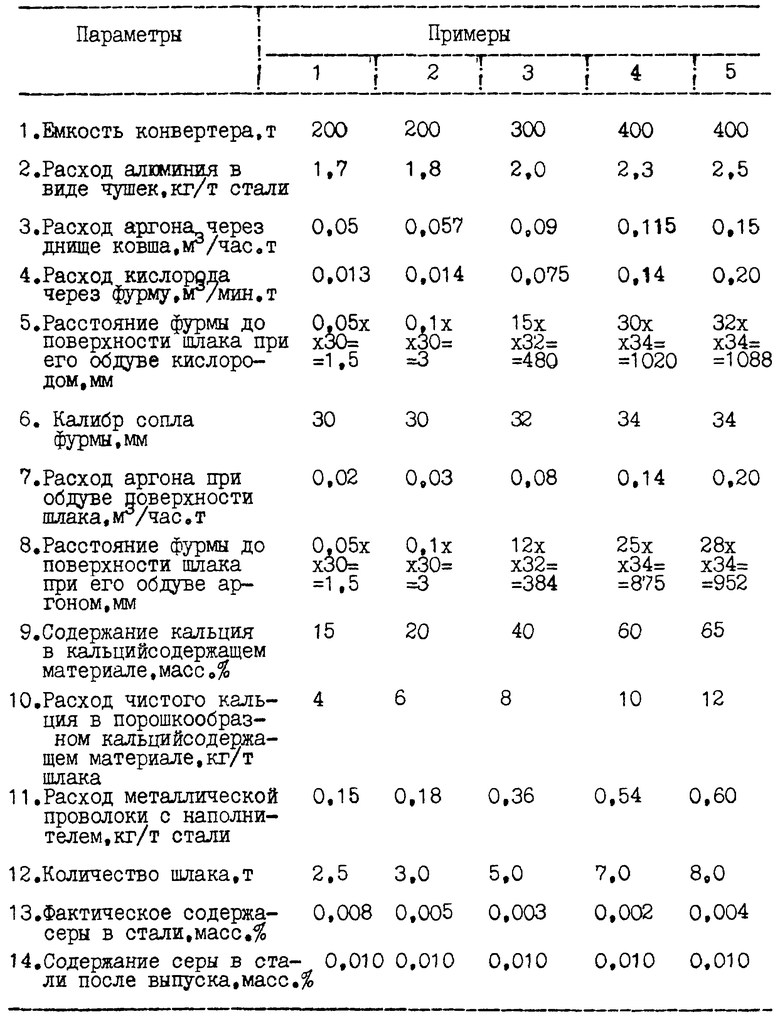
В таблице приведены примеры осуществления способа с различными технологическими параметрами.
В первом и пятом примерах вследствие несоблюдения необходимых значений технологических параметров не обеспечивается снижение содержания серы в стали до оптимальных пределов.
В оптимальных примерах 2-4 вследствие соблюдения необходимых технологических параметров процесса обработки стали в ковше происходит увеличение эффективности десульфурации стали в 1,6-2,0 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА НИЗКОКРЕМНИСТОЙ СТАЛИ | 2013 |
|
RU2533263C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОКРЕМНИСТОЙ СТАЛИ | 1999 |
|
RU2166550C2 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРЧИСТОЙ СТАЛИ, РАСКИСЛЕННОЙ АЛЮМИНИЕМ, ДЛЯ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОЙ МЕТАЛЛОПРОДУКЦИИ | 2019 |
|
RU2740949C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОКРЕМНИСТОЙ СТАЛИ | 2008 |
|
RU2353667C1 |
| Способ производства низкокремнистой стали | 2023 |
|
RU2818526C1 |
| Способ производства стали с нормируемым содержанием серы | 2019 |
|
RU2713770C1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 2010 |
|
RU2440421C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ | 2001 |
|
RU2203963C2 |
| Способ производства стали с регламентированным пределом по содержанию серы | 2023 |
|
RU2816888C1 |
| Способ внепечной обработки стали | 2015 |
|
RU2607877C2 |
Изобретение относится к металлургии, конкретнее к обработке стали в ковше для повышения эффективности ее десульфурации. Технический результат - повышение эффективности десульфурации стали в процессе ее обработки в ковше. Указанный технический эффект достигают тем, что способ обработки стали в ковше включает выпуск стали из сталеплавильного агрегата в ковш, подачу в ковш раскислителей и шлакообразующих материалов, продувку в ковше сверху через фурму кислородом, изменение положения фурмы, измерение температуры стали, отбор проб стали и шлака. В процессе выпуска стали в ковш подают алюминий в виде чушек с расходом 1,8-2,3 кг/т стали. После выпуска сталь в ковше продувают через днище аргоном с расходом 0,057-0,115 мг3/ч•т стали в процессе всего времени обработки, обдувают поверхность шлака в ковше кислородом сверху через фурму с расходом 0,014-0,140 мг3/мин•т стали. Фурму располагают на расстоянии от поверхности шлака, равном 0,1-30 калибров сопла фурмы. Определяют толщину слоя шлака и его количество. Затем поверхность шлака обдувают порошкообразным кальцийсодержащим материалом в струе инертного газа с расходом в пределах 0,03-0,14 м3/ч•т стали через фурму, которую устанавливают на расстоянии от поверхности шлака, равном 0,1-25 калибров сопла фурмы. После этого в ковш подают проволоку с наполнителем в виде кальцийсодержащего материала. Возможно использование кальцийсодержащего порошкообразного материала, содержащего чистый кальций в количестве 20-60 мас.%. Расход кальцийсодержащего материала устанавливают в пределах 6-10 кг/т шлака в пересчете на чистый кальций. Расход кальцийсодержащего материала устанавливают в пределах 6-10 кг/т шлака в пересчете на чистый кальций. Расход проволоки с наполнителем кальцийсодержащего материала устанавливают в пределах 0,18-0,54 кг/т стали в пересчете на чистый кальций. 2 з.п. ф-лы, 1 табл.
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 1999 |
|
RU2156308C1 |
| СПОСОБ РАФИНИРОВАНИЯ МЕТАЛЛА В КОВШЕ | 1991 |
|
RU2007467C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 1993 |
|
RU2061762C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 1999 |
|
RU2159290C1 |
| МЕХАНИЗМ НАВЕСКИ ТРАКТОРА | 2013 |
|
RU2542761C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ОЗОНА | 2004 |
|
RU2285061C2 |
| Способ производства стали преимущественно трубного сортамента | 1989 |
|
SU1786111A1 |
| СПОСОБ ПОЛУЧЕНИЯ 2,4,6-ЗАМЕ1ДЕННОГО S-ТРИАЗИНА | 0 |
|
SU194098A1 |
