Изобретение относится к области самолетостроения, а именно к конструкции турбин ГТД и восстановлению контактных поверхностей бандажных полок рабочих лопаток турбин.
Известен способ восстановления контактных поверхностей бандажных полок лопаток, состоящий в наплавке дугой в среде аргона износостойкого материала с последующей механической обработкой поверхностей до исходного рабочего размера (см. А.Г.Братухин, Ю.Е.Решетников, А.А.Иноземцев. Основы технологии создания ГТД для магистральных самолетов. - М.: Машиностроение, 1988).
Но этот способ упрочнения и восстановления контактных поверхностей в серийном производстве практического применения не нашел ввиду того, что в условиях эксплуатации часто появлялись микротрещины в зоне наплавки. Он не предотвращает образование зоны концентрации напряжений и не исключает повторного развития трещин в углах бандажных полок даже после выполнения технологической канавки.
Наиболее близким к предлагаемому является способ восстановления контактных поверхностей рабочих лопаток турбины, заключающийся в зачистке и выравнивании контактной поверхности, наплавке на эту поверхность износостойкого материала (см. заявку 99114134/02 от 28.06.99, кл. В 23 Р 6/00, БИПМ 12, 27.04.01). Этот способ, хотя и обеспечивает восстановление размеров контактных поверхностей с помощью наплавки износостойкого материала, однако и он не может предотвратить образование зоны концентрации напряжений и не исключает появления трещин.
Целью настоящего изобретения является увеличение ресурса работы лопаток с одновременным созданием условий эксплуатации, в значительной степени предотвращающих образование зон концентрации напряжений и исключающих образование трещин.
Достижение поставленной цели обеспечивается за счет того, что способ восстановления контактных поверхностей бандажных полок рабочих лопаток турбин включает зачистку и выравнивание контактной поверхности, заканчивающейся радиусно-угловой канавкой, и наплавку на эту поверхность износостойкого материала. Причем зачистку и выравнивание контактной поверхности перед наплавкой производят до образования технологического выступа перед радиусно-угловой канавкой, после чего производят механическую обработку направленной (восстановленной) контактной поверхности и углубляют канавку до ликвидации технологического выступа.
Углубление канавки производят на величину, не превышающую толщину восстанавливаемой контактной поверхности.
Борта канавки выполняют под углом 55o±20o.
Предложенный способ поясняется чертежами, где:
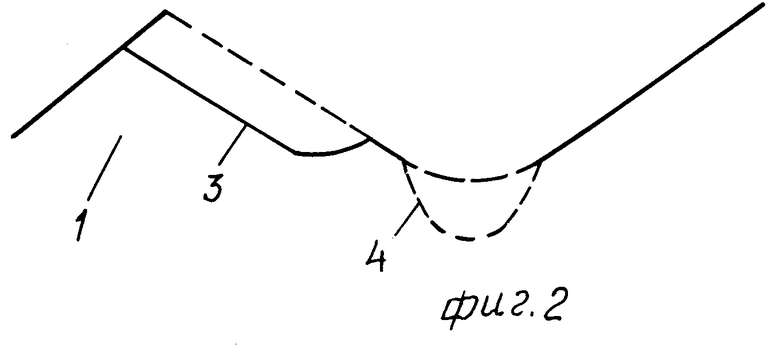
фиг. 1 - контактная поверхность первоначально установленной бандажной полки,
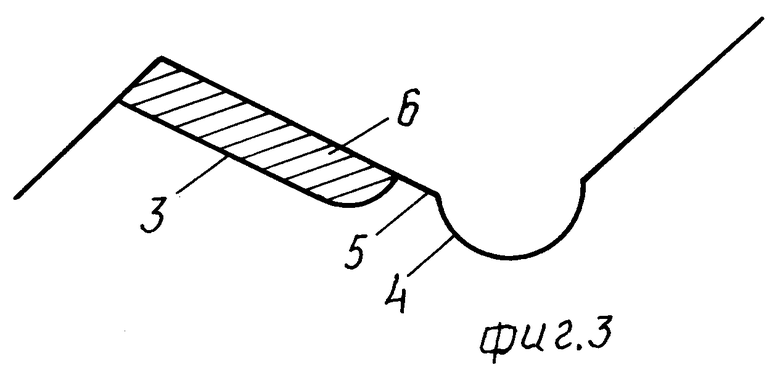
фиг. 2 - бандажная полка с указанием зоны износа зачищенной и выравненной,
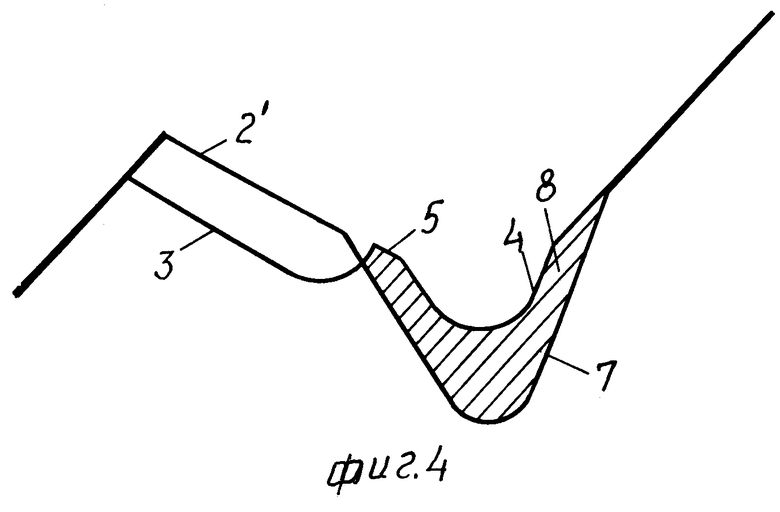
фиг.3 - контактная поверхность после наплавки,
фиг.4 - контактная поверхность после восстановления и расточки канавки.
Предложенный способ восстановления контактных поверхностей бандажных полок рабочих лопаток турбины заключается в предварительной зачистке и выравнивании контактной поверхности и образовании радиусно-угловой канавки.
Рабочие лопатки 1 (фиг.1-4) турбины в процессе эксплуатации срабатываются по контактным поверхностям 2 (фиг.1 и 2). Срабатывание контактной поверхности 2 изображено на фиг.2 пунктирной линией и обозначено поз.3 (фиг.2). Перед наплавкой контактной поверхности износостойким материалом производят ее подготовку под наплавку и обозначают в углу зига радиусно-угловую канавку 4 (фиг.3), которую затем выполняют любым известным способом (фиг.3) небольшого диаметра с углом, например, в 45o.
При этом образуется технологический выступ 5, служащий барьером, препятствующим перетеканию износостойкого материала 6, наплавляемого на рабочую контактную поверхность 3 (фиг.2) и в канавку.
После обработки наплавленного слоя металла 6 производят его механическую обработку до образования первоначальной рабочей контактной поверхности с обозначением как и первоначальной поз.2 со штрихом - 2 (фиг.4), производят разработку канавки 4 (фиг.3) до канавки 7 (фиг.4) с одновременной ликвидацией технологического выступа 5 (фиг.4).
В результате разработки канавки 7 угол разворота бортов стенок может лежать в пределах от 55o-20o до 55o+20o, при этом слой 8 фиг.4, являющийся концентратором напряжений в результате наплавки износостойкого материала, в последующем удаляется.
Уменьшение угла разворота канавки (менее 35o) ведет к "врезанию" в конструкцию лопатки турбины при взаимодействии контактных поверхностей бандажных полок, а увеличение угла разворота (свыше 75o) приведет к уменьшению длины контактируемых поверхностей, что соответственно приведет к увеличению нагрузки на контактные поверхности и повышенному их износу.
Применение заявляемого способа восстановления контактных поверхностей бандажных полок рабочих лопаток турбин путем наплавки на них износостойкого материала при сохранении целостности их пера, замка и полок увеличивает ресурс работы лопаток до нескольких сотен часов и сокращает затраты, связанные с трудоемким и дорогостоящим процессом изготовления рабочих лопаток в условиях массового производства.
Способ значительно повышает работоспособность лопаток с одновременным сведением к минимуму концентрации напряжений и трещинообразования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА КОНТАКТНОЙ ПОВЕРХНОСТИ БАНДАЖНОЙ ПОЛКИ РАБОЧЕЙ ЛОПАТКИ ТУРБИНЫ | 2001 |
|
RU2179915C1 |
| Моноколесо осевого компрессора и ротор компрессора низкого давления авиационного газотурбинного двигателя | 2019 |
|
RU2740442C2 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1996 |
|
RU2112069C1 |
| Способ восстановления бандажных полок лопаток турбомашин из жаропрочных никелевых сплавов | 2017 |
|
RU2667110C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ АНТИВИБРАЦИОННЫХ ПОЛОК ТИТАНОВЫХ ЛОПАТОК КОМПРЕССОРА ГТД | 2019 |
|
RU2725469C1 |
| Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов | 2016 |
|
RU2641210C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК | 2000 |
|
RU2179087C1 |
| Охлаждаемая турбина газотурбинного двигателя | 2020 |
|
RU2755451C1 |
| Способ контроля качества рабочих лопаток турбомашин с бандажными полками | 2024 |
|
RU2837492C1 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1994 |
|
RU2081931C1 |
Изобретение относится к самолетостроению, а именно к конструкции турбин ГТД и восстановлению контактных поверхностей бандажных полок рабочих лопаток турбины. Способ восстановления контактных поверхностей заключается в зачистке и выравнивании контактной поверхности, заканчивающейся радиусно-угловой канавкой, и наплавке на эту контактную поверхность износостойкого материала. Перед наплавкой производят зачистку и выравнивание контактной поверхности до образования технологического выступа перед радиусно-угловой канавкой. После чего производят механическую обработку восстановленной контактной поверхности и углубляют канавку до ликвидации технологического выступа. Углубление канавки выполняют на величину, не превышающую толщину восстанавливаемой контактной поверхности, а борта канавки выполняют под углом, лежащим в интервале от 35 до 75o друг к другу. Реализация заявленного способа позволит увеличить срок службы лопаток, повысить их надежность и работоспособность, свести к минимуму концентрации напряжений и трещинообразование. 2 з.п. ф-лы, 4 ил.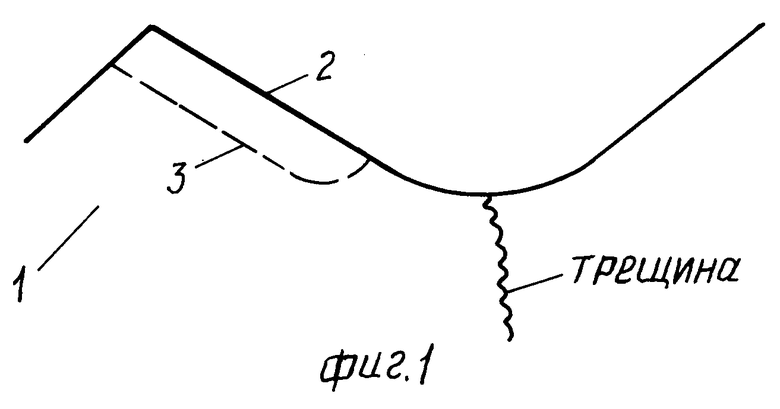
| RU 99114134 A, 27.04.2001 | |||
| Способ восстановления длины пера лопаток компрессора ГТД | 1990 |
|
SU1734977A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЛИНЫ ПЕРА ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1998 |
|
RU2138382C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1996 |
|
RU2094200C1 |
| ФИЛЬТРАЦИЯ ЛОЖНЫХ ТРЕВОГ ПОЛУПОСТОЯННОГО ПЛАНИРОВАНИЯ | 2009 |
|
RU2449508C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИБЕНЗОКСАЗИНДИОНОВ | 0 |
|
SU276404A1 |
