Изобретение относится к области обработки металлов давлением и может быть использовано в заготовительно-штамповочных цехах на предприятиях авиационной, машиностроительной и других отраслях промышленности при гибке с растяжением профильных заготовок.
Известно устройство для гибки профилей с растяжением (а.с. СССР №733779). В этом устройстве оправка выполнена в виде основания и секционного обода с рабочим контуром по форме готового изделия, секции которого соединены пластинчатой цепью поизменяемого шага с пальцами, установленными в отверстиях, выполненных в секциях, а зажимы снабжены ушками для закрепления при растяжении заготовки крайних звеньев цепи. Данное устройство требует применения дополнительных технологических операций при осуществлении гибки профилей и изготовлении специального гибкого обода.
Наиболее близким к предлагаемому изобретению, выбранному в качестве прототипа, является пуансон для обтяжки на профилегибочном станке ПГР-7 (Горбунов М.Н. Технология заготовительно-штамповочных работ в производстве самолетов. М.: Машиностроение. 1981, стр. 78-84). Пуансон содержит шаблон-оправку с выпуклым рабочим контуром, выполненным по форме изделия.
Данный пуансон не позволяет проводить гибку профилей на углы, превышающие 180°.
Предлагаемым изобретением решается задача гибки профиля с растяжением по любому замкнутому выпуклому контуру на углы до 360°.
Для достижения указанного технического результата в пуансоне для гибки профилей с растяжением, содержащим основание и оправку с выпуклым формообразующим контуром, фиксируемые штырями через выполненные в них два установочные отверстия, в оправке и основании выполнены два дополнительных установочных отверстия и два отверстия для крепления прижима профиля.
Отличительными признаками заявленного пуансона по сравнению с прототипом являются выполнение в оправке и основании двух дополнительных установочных отверстий и двух отверстий для крепления прижима профиля.
Выполнение двух дополнительных установочных отверстий позволяет повернуть и зафиксировать пуансон в промежуточных положениях, при которых возможна гибка профиля. Отверстия для крепления прижима профиля позволяют прикрепить прижимом профиль к пуансону во время поворота пуансона и в процессе гибки профиля.
Предлагаемый пуансон для гибки профиля с растяжением иллюстрируется чертежами, представленными на фиг.1-4.
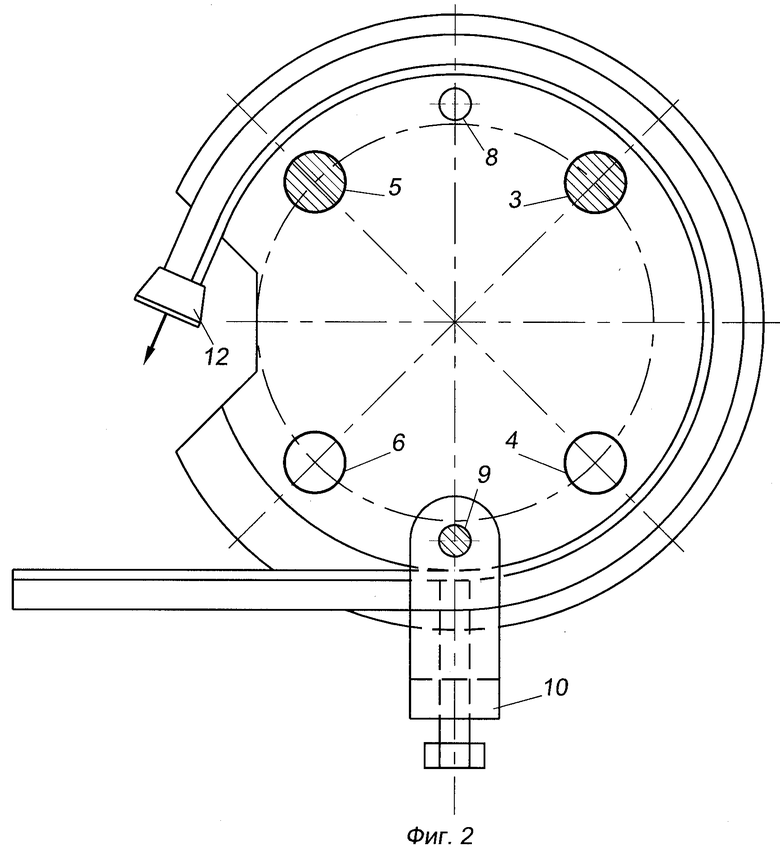
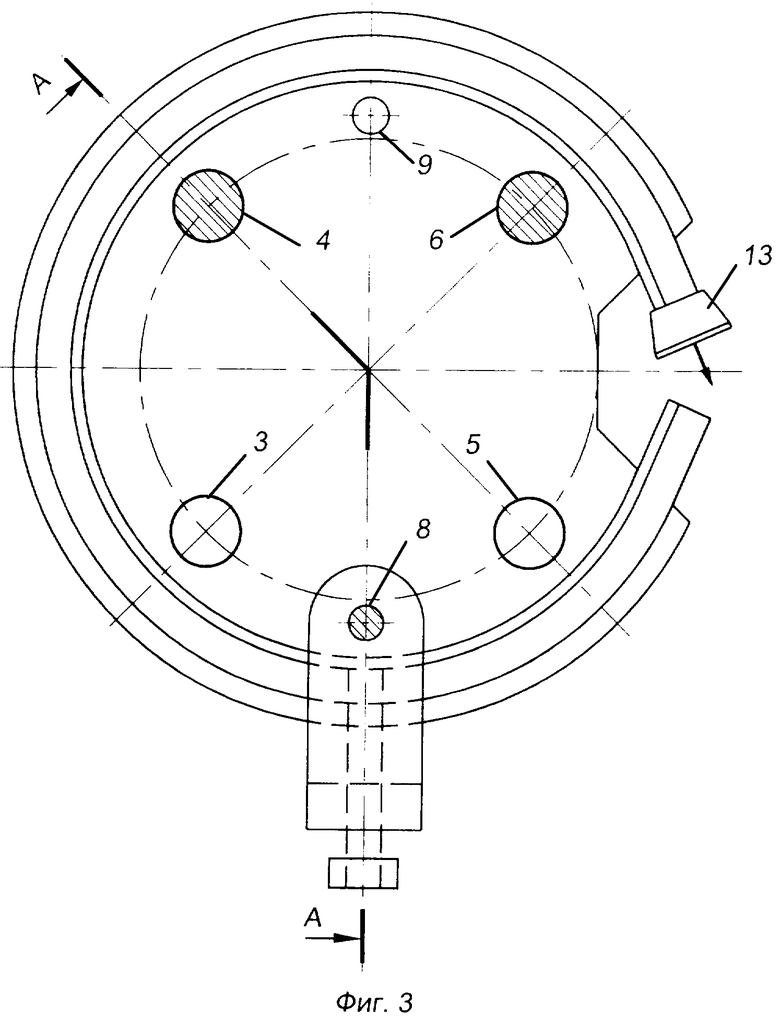
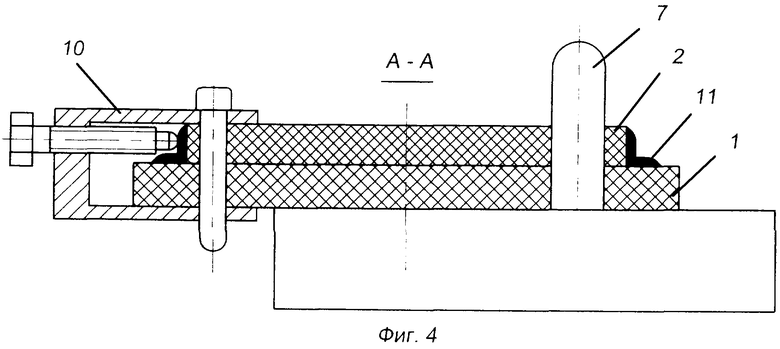
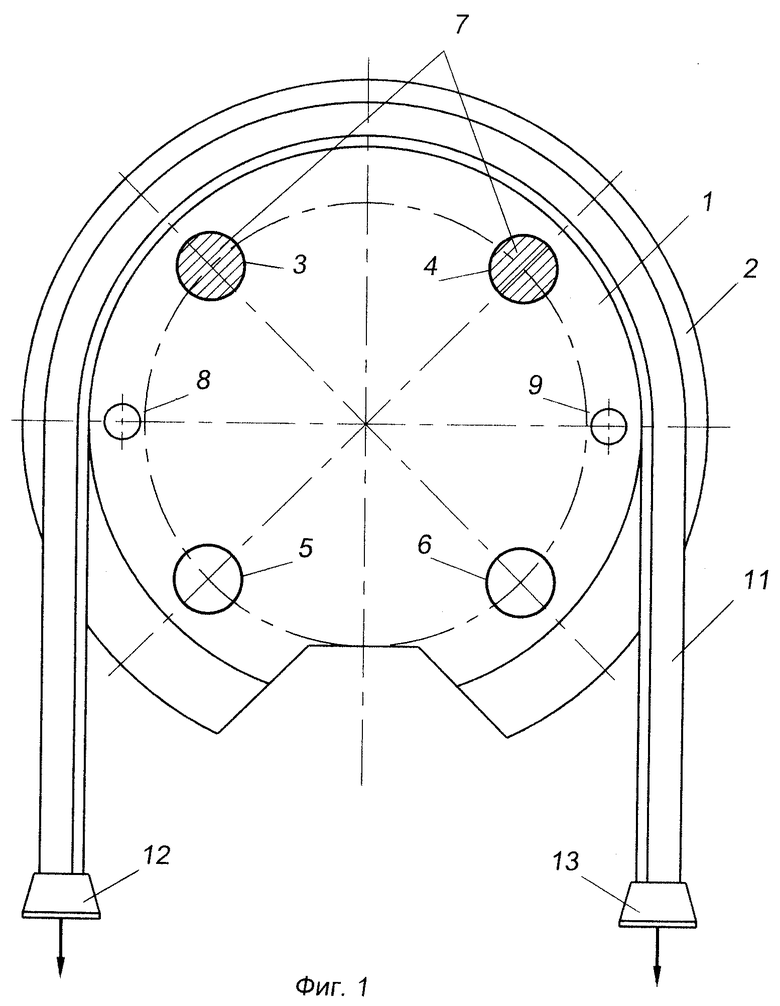
На фиг.1 показан вид пуансона сверху, изгиб профиля на 180°; на фиг.2 - вид пуансона сверху, изгиб профиля на 270°; на фиг.3 - вид пуансона сверху, изгиб профиля на 360°; на фиг.4 - сечение А-А фиг.3.
Пуансон для гибки профилей с растяжением (фиг.1) содержит основание 1 и рабочую оправку 2, в которых выполнены два установочных отверстия 3 и 4 и дополнительные установочные отверстия 5 и 6, через которые пуансон крепится на штырях 7 на столе профилегибочного станка (на чертеже не показан). В основании 1 и в оправке 2 выполнены два отверстия 8 и 9 для установки прижима 10, скрепляющего пуансон с изгибаемым профилем 11. Профиль 11 устанавливается в зажимных патронах 12 и 13 профилегибочного станка.
Пуансон для гибки профилей с растяжением работает следующим образом.
Первый этап. Основание 1 и рабочую оправку 2 пуансона устанавливают и закрепляют на столе профилегибочного станка на штырях 7 через установочные отверстия 3 и 4. Профиль устанавливают в зажимных патронах 12 и 13 профилегибочного станка (фиг.1). Осуществляют обтяжку профиля 11 с растяжением. Происходит изгиб профиля на 180°. Прижимом 10 скрепляют пуансон и профиль через отверстие 8. Вытаскивают профиль 11 из зажимных патронов 12 и 13.
Второй этап. Снимают пуансон с прикрепленным к нему профилем 11, разворачивают его и устанавливают на штырях 7 стола профилегибочного станка через установочные отверстия 5 и 3 (фиг.2). Один конец профиля 11 закрепляют в зажимном патроне 12 профилегибочного станка и производят обтяжку с растяжением одного конца заготовки, доводя при этом суммарный изгиб профиля до 270°.
Третий этап. Прижимом 10 скрепляют пуансон и профиль через отверстие 9. Разворачивают пуансон с закрепленным на нем профилем и устанавливают его на штырях 7 стола профилегибочного станка через установочные отверстия 4 и 6 (фиг.3). Один конец профиля 11 закрепляют в зажимном патроне 13 профилегибочного станка и производят обтяжку с растяжением одного конца профиля, доводя при этом суммарный изгиб профиля до 360°.
Предложенное устройство было использовано для изготовления нескольких деталей и дало положительные результаты. Имеются рабочие чертежи оправок для гибки деталей на станке ПГР-7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки профилей несиммитричного сечения | 1976 |
|
SU565746A1 |
| Способ гибки профилей уголкового сечения полкой внутрь | 1986 |
|
SU1449178A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| Устройство для гибки профилей с растяжением | 1976 |
|
SU733779A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КРИВОЛИНЕЙНОГО ПРОФИЛЯ ДИСТАЛЬНОЙ ЧАСТИ БОУДЕНА ИМПЛАНТИРУЕМОГО ПРЕДСЕРДНОГО ЭЛЕКТРОДА | 2003 |
|
RU2243846C1 |
| Универсальный упор сборного пуансона для обтяжки профилей | 1960 |
|
SU134968A1 |
| ОБТЯЖНОЙ ПУАНСОН, МИНИМИЗИРУЮЩИЙ УСИЛИЕ, ЗАТРАЧЕННОЕ НА РАСТЯЖЕНИЕ ОБРАЗЦА В ПРОЦЕССЕ ГИБКИ С РАСТЯЖЕНИЕМ ПО РАБОЧЕЙ ЧАСТИ ОБТЯЖНОГО ПУАНСОНА | 2012 |
|
RU2517078C2 |
| Станок для гибки профилей намоткой | 1978 |
|
SU745574A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| Способ гибки профилей уголкового сечения | 1988 |
|
SU1558530A1 |
Изобретение относится к области обработки металлов давлением. Пуансон для гибки профилей с растяжением содержит основание и оправку с выпуклым формообразующим контуром, фиксируемые штырями через выполненные в них два установочных отверстия. В оправке и основании выполнены два дополнительных установочных отверстия и два отверстия для крепления прижима профиля. Достигается изгиб профиля с растяжением по любому замкнутому выпуклому контуру на углы до 360°. 4 ил.
Пуансон для гибки профилей с растяжением, содержащий основание и оправку с выпуклым формообразующим контуром, фиксируемые штырями через выполненные в них два установочных отверстия, отличающийся тем, что в оправке и основании выполнены два дополнительных установочных отверстия и два отверстия для крепления прижима профиля.
| ГОРБУНОВ М.Н | |||
| Технология заготовительно-штамповочных работ в производстве самолетов | |||
| - М.: Машиностроение, 1981, с.78-84 | |||
| Гибочная головка трубогибочного станка | 1986 |
|
SU1400713A1 |
| Устройство для гибки профилей | 1979 |
|
SU776705A1 |
| ГИБОЧНОЕ УСТРОЙСТВО | 1992 |
|
RU2067509C1 |
| US 4198840 А, 22.04.1980. | |||

