Способ горячей штамповки фланца со втулкой относится к области обработки металлов давлением. Известен способ горячей объемной штамповки фланца со втулкой методом комбинированного выдавливания на прессах двойного действия [1]. Недостатком данного процесса является необходимость дополнительной операции - удаление донышка (выдры), а также большое удельное давление (>300 МПа).
Вторым способом получения фланца со втулкой является холодная протяжка из механически обработанной заготовки [2]. Недостатком данной технологии является невозможность изготовления деталей больших габаритов (ϕ>500 мм) по причине больших удельных сил (>1600 МПа), а также необходимость нанесения на заготовку цинкофосфатного покрытия и выполнение межоперационного отжига.
Известен способ горячей штамповки фланца со втулкой, включающий получение из заготовки в штампе фланца и втулки (SU 1323203 A1, В 21 К 21/08, 15.07.1987) [3].
Технический результат, который достигается заявленным изобретением по сравнению с [3], - упрощение технологии изготовления фланца со втулкой, повышение производительности и снижение металлоемкости.
Технический результат достигается тем, что в способе горячей штамповки фланца со втулкой, включающем получение из заготовки в штампе фланца и втулки, используют кольцевую заготовку, фланец получают путем осадки кольцевой заготовки наружным пуансоном с получением полуфабриката, а втулку - путем последующей формовки полуфабриката с созданием в его материале сдвиговых деформаций внутренним пуансоном с конической частью и цилиндрической поверхностью.
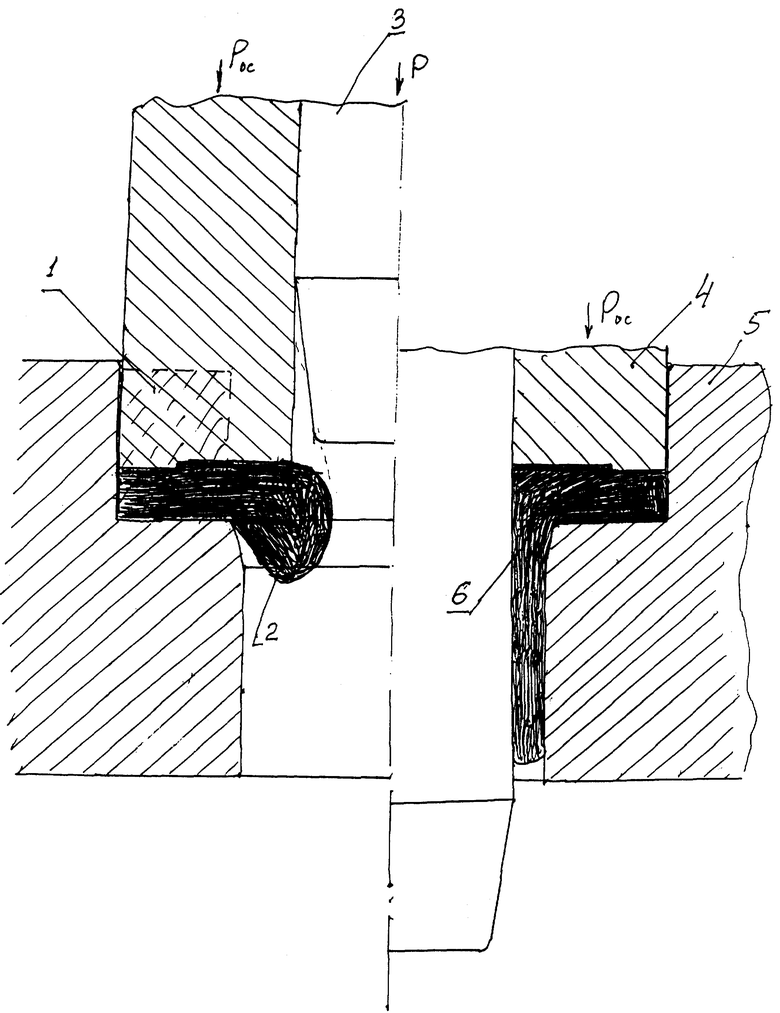
На чертеже показана последовательность процесса получения фланца со втулкой на прессе двойного действия.
Горячая кольцевая заготовка 1 устанавливается в матрицу 5. Наружный пуансон и усилие (Рос) осуществляет осадку заготовки, при этом заготовка, уменьшая высоту, изменяет свою форму, постепенно приближаясь к форме полуфабриката 2. Такая форма полуфабриката обеспечивается свободным вытеканием горячего металла в изменяющийся зазор между наружным пуансоном 4 и матрицей 5. После оформления полуфабриката начинает перемещаться внутренний пуансон 3, который формует втулку конической частью, а затем цилиндрической поверхностью (усилие Р). После окончания оформления втулки фланца оба пуансона совершают обратный ход. Поковка фланца со втулочной частью на чертеже обозначена поз.6.
Список литературы
1. Сергеев А.Г., Логинов С.Ю. Совершенствование штамповки фланцевых поковок поперечным выдавливанием // Кузнечно-штамповочное производство. 1998. №2. С.30-32.
2. Аверкиев Ю.А., Башков Б.В. Изготовление деталей типа втулки с фланцем протяжкой коническим пуансоном из механически обработанной заготовки // Кузнечно-штамповочное производство, 1969, №7, с.12-13.
3. SU 1323203 А1, В 21 К 21/08, 15.07.1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2008 |
|
RU2374028C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
Изобретение относится к области обработки металлов давлением. Из кольцевой заготовки путем осадки в штампе наружным пуансоном получают полуфабрикат с фланцем. Затем осуществляют формовку полуфабриката внутренним пуансоном с конической частью и цилиндрической поверхностью с созданием в материале полуфабриката сдвиговых деформаций. В результате формовки получают втулку. Данный способ обеспечивает упрощение технологии изготовления фланца со втулкой, повышение производительности и снижение металлоемкости. 1 ил.
Способ горячей штамповки фланца со втулкой, включающий получение из заготовки в штампе фланца и втулки, отличающийся тем, что используют кольцевую заготовку, фланец получают путем осадки кольцевой заготовки наружным пуансоном с получением полуфабриката, а втулку - путем последующей формовки полуфабриката с созданием в его материале сдвиговых деформаций внутренним пуансоном с конической частью и цилиндрической поверхностью.
| Способ изготовления полых стальных деталей типа профилированного патрубка с фланцем и ступицей | 1985 |
|
SU1323203A1 |
| Штамп для изготовления втулки с фланцем | 1972 |
|
SU487702A1 |
| Способ изготовления деталей типа стаканов с фланцем | 1987 |
|
SU1671395A1 |
| Промышленный робот | 1982 |
|
SU1186077A3 |
| ШТАММ ПЕРЕВИВАЕМОЙ КУЛЬТУРЫ КЛЕТОК ПОЧКИ КОШКИ ПК-91 ДЛЯ РЕПРОДУКЦИИ ПАРВОВИРУСОВ ПЛОТОЯДНЫХ | 1994 |
|
RU2121501C1 |

