Изобретение относится к станкостроению и может быть использовано при исследовании и определении границ устойчивого резания в процессе оптимизации динамических технологических систем станков токарной группы и для определения их технического уровня.
Известна методика создания станков [1], в основе которой применяется модульный принцип построения сложных изделий. При этом исходят из того, что действенным, эффективным применение модульного принципа будет только в том случае, если модули представляют собой объективно существующие элементы типизации и унификации. Такие модули характеризуются конструктивной и технологической завершенностью, не требующей больших дополнительных работ по технической подготовке изделий, обладая строго фиксированными параметрами. Они могут легко соединяться, образуя, например, различные технологические системы, разъединяться и заменяться другими модулями.
Недостатком этой методики является отсутствие четких критериев для создания сложных технологических систем металлорежущих станков, отличающихся большим запасом устойчивости при резании (решения в значительной степени принимаются эмпирически на основе накопленного опыта).
Известен также способ оценки виброустойчивости металлорежущих станков [2], в соответствии с которым значение предельной глубины резания определяют поэтапно, не менее чем в трех установленных зонах рабочего пространства станка. Причем дополнительно определяют при резании типовой заготовки значения вероятных ограничений предельной глубины резания, обусловленные эффективной мощностью резания и крутящим моментом, а из совокупности вероятных ограничений по каждой зоне определяют значение предельной интегральной характеристики виброустойчивости в рабочем пространстве станка.
Данный способ реализует системный подход в процессе расчетно-экспериментального определения предельной интегральной характеристики виброустойчивости в рабочем пространстве станка, которая может быть использована для оценки его технического уровня, или может служить в качестве экспериментально-расчетного критерия для оптимизации станка.
Однако он не указывает алгоритма динамической оптимизации металлорежущих станков на основе многовариантного использования апробированных типовых конструкций (модулей) узлов станков-аналогов, на применение единой элементной базы, т.е. не содержатся принципы модульной технологии, необходимые при создании новых станков, их диверсификационных компоновок.
Ближайший аналог заявленного изобретения не выявлен.
Достигаемый технический результат по заявленному изобретению - это повышение запаса устойчивости системы (снижения вибрации) при резании и точности обработки путем создания равновесной устойчивой динамической системы на основе многовариантности применения эффективных станочных модулей.
Указанный технический результат достигается за счет того, что при оптимизации системы используют экспериментально-расчетный критерий в виде предельной интегральной характеристики виброустойчивости в рабочем пространстве станка, которую определяют для каждого из установленной группы конкурентоспособных станков-аналогов заданного типоразмера, имеющих различные апробированные прогрессивные конструктивные исполнения основных функциональных модулей-звеньев упругой технологической системы, затем анализируют зоны полученных графиков виброустойчивости и определяют в критической по устойчивости зоне графика ограничивающие процесс резания факторы и неустойчивые модули-звенья, заменяют их в базовой модели последовательно на основе выявленной многовариантности интегральной характеристики на соответствующие потенциально более устойчивые апробированные модули станков-аналогов с повторным определением виброустойчивости для обеспечения в системе равновесности максимальных значений предельной интегральной характеристики виброустойчивости по всему объему рабочего пространства станка и его рациональной модульной компоновки.
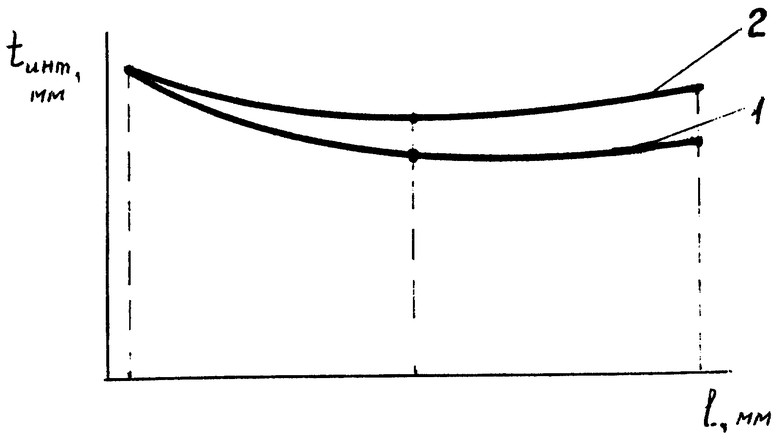
На графике (см. чертеж) представлены предельные интегральные характеристики виброустойчивости в рабочем пространстве станка: 1 - характеристика (tинт) базовой модели станка; 2 - характеристика новой конструкции, полученной в результате оптимизации базовой динамической системы станка из апробированных модулей.
Способ осуществляется следующим образом.
По известной расчетно-экспериментальной методике определяют значения предельной интегральной характеристики виброустойчивости (tинт) в рабочем пространстве станка для каждого станка-аналога (в т.ч. для базовой модели станка - кривая 1 на графике, см. чертеж) исследуемой группы данного типоразмера, которая характеризуется единым служебным назначением и прогрессивной модульной компоновкой. Анализируют графики виброустойчивости (по предельному состоянию) каждого станка этой группы в детерминированных экстремальных зонах рабочего пространства, определяют в критической по устойчивости зоне графика оптимизируемого станка существенно ограничивающие устойчивость модули-звенья, заменяют их последовательно на станке на более устойчивые из апробированных типовых конструкций многовариантного ряда перспективных модулей, добиваясь при повторном определении устойчивости “равновесности” максимальных значений предельной интегральной характеристики виброустойчивости по всему объему рабочего пространства станка и его рациональной по устойчивости модульной компоновки (см. кривую 2 на графике, см. чертеж).
Предложенным способом при оптимизации параметров динамической системы токарного станка с максимальным диаметром обработки над станиной Днб=320 мм определяли предельную интегральную характеристику виброустойчивости в рабочем пространстве, например, для трех станков-аналогов: станка мод. 1Е61ВМ Ульяновского машиностроительного завода; станка мод. 16Б16П Средневолжского станкозавода (г.Самара); станка Шаублин – 150 Швейцарской фирмы. Из-за различного конструктивного исполнения отдельных модулей, например задней бабки этих станков (отличие заключается в схемах заделки пиноли: с постоянной и переменной заделкой, что существенно сказывается на начальной жесткости и ее изменении при определенном вылете пиноли; механизмах крепления задней бабки к станине и др.), по графику (см. чертеж) интегральная характеристика виброустойчивости у оцениваемых станков в этой зоне существенно различна (на приведенном графике не конкретизировано, см. чертеж). Заменив в базовой модели неустойчивое звено-модуль задней бабки, а также другие звенья на основе известной многовариантности конструктивного исполнения станочных модулей, получили более равновесную по динамическим характеристикам модульную компоновку нового токарного станка.
Таким образом, использование предлагаемого изобретения позволяет исследовать и выполнить сравнительную оценку технического уровня станков, получить конкурентоспособные робастные конструкции модульных токарных станков оптимального динамического качества и эффективно решать вопросы их диверсификации для выполнения конкретных технологических задач, например, создавая модульные конструкции для силового резания или их устойчивые облегченные высокоточные аналоги, применяемые в оптической, электронной, компьютерной и других отраслях производства.
Источники информации:
1. Базров Б.М. Модульная технология в машиностроении. - М.: Машиностроение, 2001, 368 с.
2. Патент РФ № 2110367, В 23 В 1/00, 35/00. Способ оценки виброустойчивости металлорежущих станков / Жиганов В.И., Жиганов С.В. Опубл. 10.05.98. Бюл №13.
Изобретение относится к области станкостроения, станкам токарной группы. Способ характеризуется тем, что для повышения запаса устойчивости станка при резании и повышения точности обработки используют экспериментально-расчетный критерий в виде предельной интегральной характеристики виброустойчивости в рабочем пространстве станка, которую определяют для группы конкурентоспособных станков-аналогов. Затем анализируют зоны полученных графиков виброустойчивости и определяют в критической по устойчивости зоне графика ограничивающие процесс резания факторы и неустойчивые модули-звенья, заменяют их в базовой модели последовательно на основе выявленной многовариантности интегральной характеристики на соответствующие потенциально более устойчивые апробированные модули станков-аналогов с повторным определением виброустойчивости для обеспечения в системе равновесности максимальных значений предельной интегральной характеристики виброустойчивости по всему объему рабочего пространства станка и его рациональной модульной компоновки. 1 ил.
Способ модульной оптимизации динамической технологической системы токарного станка, характеризующийся тем, что используют экспериментально-расчетный критерий в виде предельной интегральной характеристики виброустойчивости в рабочем пространстве станка, которую определяют для группы конкурентоспособных станков-аналогов, затем анализируют зоны полученных графиков виброустойчивости и определяют в критической по устойчивости зоне графика ограничивающие процесс резания факторы и неустойчивые модули-звенья, заменяют их в базовой модели последовательно на основе выявленной многовариантности интегральной характеристики на соответствующие потенциально более устойчивые апробированные модули станков-аналогов с повторным определением виброустойчивости для обеспечения в системе равновесности максимальных значений предельной интегральной характеристики виброустойчивости по всему объему рабочего пространства станка и его рациональной модульной компоновки.
| Ближайший аналог не обнаружен | |||
| СПОСОБ ОЦЕНКИ ВИБРОУСТОЙЧИВОСТИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 1996 |
|
RU2110367C1 |
| ЧАСТОТНЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЦ УСТОЙЧИВОГО РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ ПРИ НЕЛИНЕЙНОМ ПРОЦЕССЕ СТРУЖКООБРАЗОВАНИЯ | 1998 |
|
RU2152847C2 |
| КОМПОЗИЦИОННЫЙ ПОРОШКОВЫЙ ЭЛЕКТРОД | 1999 |
|
RU2152860C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЕРЕДАТОЧНОЙ ФУНКЦИИ ВРАЩАЮЩЕЙСЯ ЗАГОТОВКИ ПРИ ОБРАБОТКЕ НА ТОКАРНОМ СТАНКЕ | 2000 |
|
RU2171161C1 |

