Группа изобретений, объединенных единым изобретательским замыслом (способ получения и установка для его осуществления), относится к производству теплоизоляционных материалов на основе базальтового супертонкого волокна (волокно диаметром от 1 до 3 мкм), используемых в качестве тепловой изоляции различных агрегатов, оборудования и трубопроводов в энергетической и нефтегазовой отраслях, строительстве и других областях.
Известны двухстадийные и одностадийные способы получения базальтового супертонкого волокна.
Двухстадийный способ получения базальтового супертонкого волокна, например, по патентам RU №2101237, С 03 В 37/06, 1998 и №2170218, С 03 В 37/06, 2001, заключается в плавлении базальтового сырья, гомогенизации полученного расплава, его переработке с помощью фильерных питателей из платины или ее сплавов в первичные нити (волокна) или струйки и последующего раздува их в супертонкие волокна энергоносителем. Основным недостатком указанного способа является его низкая производительность.
Патентуемая группа изобретений относится к одностадийным, более производительным способам получения базальтового супертонкого волокна, исключающим стадию получения первичных нитей (волокон) или струек и не требующим применения фильер из платины или ее сплавов.
В этих способах в качестве плавильных агрегатов используются электропечи. Например, в патентах RU №2100299, С 03 В 37/06, 1997 и №2105734, С 03 В 37/06, 1998 используются индукционные печи. Плавление базальтового сырья и гомогенизацию расплава в них ведут при высоких температурах: 1750-1850°С и 1950-2000°С соответственно, а затем расплав охлаждают и выпуск расплава осуществляют при температурах: 1400-1500°С и 1450-1500 °С соответственно. Для приведенного способа характерна низкая производительность; так, по волокну она составляет от 17 до 23 кг/ч.
Более производительным является одностадийный способ получения базальтового волокна с использованием электродуговых печей, например, по патентам SU 1806104, С 03 В 37/06, 1993 и RU №2149841, С 03 В 37/06, 2000.
В патенте RU 2149841 базальтовое сырье плавят в электродуговой печи при температуре 1450±150°С, полученный расплав нагревают до температуры выше температуры плавления на 50-250°С, выдерживают в стабилизирующей камере печи, а затем расплав охлаждают и выпускают при температуре 1250-1350°С с вязкостью 112-285 Па·с. Необходимость перегрева расплава для усреднения состава, а затем охлаждения расплава перед его выпуском требует обязательной выдержки расплава в стабилизирующей камере. Это обстоятельство делает невозможным одновременное осуществление операций плавления базальтового сырья, гомогенизации расплава, его выпуска и раздува волокна и, следовательно, ведение способа в режиме непрерывного производства. Полученные волокна имеют недостаточно высокие показатели качества: повышенный диаметр (от 3,85 до 5,00 мкм) и повышенную плотность (от 35 до 70 кг/м3). Способ характеризуется значительными затратами электроэнергии.
Наиболее близким аналогом к патентуемому способу является одностадийный непрерывный способ получения базальтового супертонкого волокна с использованием электродуговой печи по патенту SU 1806104, С 03 В 37/06, 1993.
Этот способ заключается в плавлении базальтового сырья в электродуговой печи при температурах 1350-1500°С, перегреве расплава на 200-250°С выше температуры плавления сырья, гомогенизации расплава в процессе перегрева, выпуске расплава из печи при 1550; 1670; 1750°С в виде струи, раздува струи расплава энергоносителем в горизонтальный поток волокон и формировании из них теплоизоляционного материала.
Плавление базальтового сырья ведут в плавильном пространстве - ванне печи, а перегрев, гомогенизацию и выпуск расплава осуществляют в другом плавильном пространстве печи - переливной камере. Ванна печи и переливная камера работают на гарниссаже.
Указанные в этом патенте температуры плавления базальтового сырья недостаточны для расплавления тугоплавких составляющих базальтового сырья, таких как кварц. Для их полного расплавления расплав направляют в переливную камеру, где осуществляют перегрев расплава на 200-250°С выше температуры плавления сырья. После перегрева расплав выпускают из печи при температурах 1550; 1670; 1750°С. При температурах 1670 и 1750°С расплав характеризуется низкой вязкостью (менее 2 Па·с) и невысоким коэффициентом поверхностного натяжения, что обусловливает снижение выработочных свойств расплава. Раздув такого расплава в волокна приводит к образованию относительно коротких волокон (до 20-50 мм) с высоким содержанием неволокнистых включений (от 15 до 30%) и нестабильным диаметром волокон (от 1-2 до 4 мкм). Сформированный из таких волокон теплоизоляционный материал имеет повышенную плотность (от 25 до 50 кг/м3).
В примере 3 прототипа расплав выпускают при 1550°С, при этом сырье плавят при 1350°С. Как отмечалось выше, при такой температуре неполностью расплавляются частицы кварца. Последующим подъемом температуры расплава до 1550°С при его перегреве до 1550°С и малом времени выдержки расплава не достигается полного расплавления остаточного кварца, гомогенизации расплава и получения расплава с достаточными выработочными свойствами из-за малого времени перегрева расплава при указанных температурах. Неполностью расплавленные частицы кварца при последующем раздуве увеличивают количество неволокнистых частиц, к тому же крупных размеров: 30-280 мкм. При этом отмечается повышенный диаметр волокон (4 мкм) и высокая плотность формируемого ковра (80 кг/м3).
Другой недостаток способа состоит в попадании значительного количества неволокнистых частиц в теплоизоляционный материал ввиду невозможности их отделения от волокон при горизонтальном потоке волокон, создаваемом волокнообразующим устройством.
Рассмотрение примеров прототипа позволяет утверждать, что получаемые волокна следует классифицировать как тонкие (диаметром более 3 мкм) и супертонкие (диаметром 1-3 мкм). Осуществление способа по прототипу при повышенных температурах в двух плавильных пространствах печи значительно повышает расход электроэнергии.
Ассортимент теплоизоляционного материала по прототипу ограничивается получением ковра.
Рассмотренные одностадийные способы получения базальтового волокна осуществляются с помощью установок, которые известны, например, из тех же патентов SU 1806104 и RU 2149841.
В патенте RU 2149841 установка содержит электродуговую печь со сферическим днищем, с тремя электродами, с зонами плавления сырья в верхней части печи (в топочном пространстве) и гомогенизации расплава в нижней части печи (в стабилизирующей камере с соотношением ее высоты к высоте печи, как 0,4-0,6:1), разделенными друг от друга колосниковой решеткой, а также с зоной выпуска расплава. Выпускаемый расплав раздувается энергоносителем с помощью волокнообразующего устройства. Полученный вертикальный поток волокон поступает в вертикально расположенный диффузор, непосредственно соединенный с камерой волокноосаждения, где он осаждается в виде ковра. Далее ковер подается на устройство для формирования теплоизоляционных изделий.
В зонах печи обеспечиваются неодинаковые температурные режимы: в верхней зоне - нагрев до 1300-1600°С; в нижней зоне - сначала перегрев до 1550-1850°С и выдержка, а затем охлаждение расплава до 1250-1350°С. Различие в температурных режимах приводит к периодичности работы печи, при этом значительно возрастают затраты электроэнергии. Выпуск расплава на установке осуществляется с достаточно высокой вязкостью, что значительно ухудшает переработку расплава раздувом с помощью волокнообразующего устройства. В результате полученные волокна имеют повышенные диаметр и плотность, что обусловливает более низкое качество теплоизоляционного материала.
Наиболее близким аналогом патентуемой установки является установка для непрерывного получения теплоизоляционного материала из базальтового супертонкого волокна, известная из ранее упомянутого патента SU 1806104, предназначенная для осуществления этого способа (эта установка также раскрыта в авт. св. SU №733299 С 03 В 37/14, 1987).
Такая установка содержит электродуговую печь, устройство для выпуска расплава, волокнообразующее устройство с подводом энергоносителя, диффузор и горизонтально расположенную камеру волокноосаждения с сетчатым конвейером.
Электродуговая печь выполнена с двумя плавильными пространствами: одно - в виде ванны цилиндрической формы с соотношением диаметра к глубине, как 1:1, другое - в виде переливной камеры, соединенной с ванной. Печь снабжена пятью электродами, три из которых расположены по схеме треугольника в ванне, а два - в переливной камере. Ванна служит зоной плавления базальтового сырья, а переливная камера - зоной перегрева и гомогенизации расплава, а также зоной его выпуска. Футеровкой печи является гарниссаж.
В этой установке волокнообразующее устройство расположено по горизонтальной оси соосно с горизонтально расположенным диффузором, который непосредственно состыкован с горизонтальной камерой волокноосаждения. Установка позволяет получать теплоизоляционный материал в виде ковра.
Плавление сырья, перегрев расплава и его выпуск ведут в плавильных пространствах печи в различных температурных режимах: плавление при температурах 1350-1500°С; перегрев и гомогенизацию расплава - при температурах на 200-250°С выше температуры плавления сырья, выпуск расплава - при 1550; 1670; 1750°С.
В зоне плавления при температурах 1350-1500°С не достигается достаточного расплавления сырья. Для достижения полного расплавления сырья и гомогенизации полученного расплава последний направляют в зону перегрева (переливную камеру). Переливная камера обеспечивает гомогенизацию расплава только при условии высокой температуры перегрева, что приводит к ухудшению выработочных свойств расплава и получению волокон с недостаточно высокими показателями качества: высоким содержанием неволокнистых частиц, недостаточной длиной и нестабильным диаметром волокон, а также повышенной плотностью сформированного из них волокнистого ковра. Последовательное осуществление операций получения расплава в разных плавильных пространствах в различных температурных режимах вызывает необходимость установки большого числа электродов в каждой зоне и приводит к повышенным затратам электроэнергии.
Конструкция установки не предусматривает возможность отделения неволокнистых частиц от волокон до формирования ковра. Это обстоятельство приводит к высокому содержанию неволокнистых частиц в сформированном ковре. Кроме того, ассортимент теплоизоляционных материалов по прототипу ограничивается получением ковра.
Патентуемыми изобретениями (как способом, так и установкой) решается задача повышения качества теплоизоляционных материалов из базальтового супертонкого волокна при высокой производительности производства.
Технический результат, который создается этими изобретениями, состоит в увеличении длины волокон, обеспечении стабильного малого диаметра волокон, уменьшении их плотности, снижении содержания неволокнистых частиц в получаемом материале, а также в расширении ассортимента теплоизоляционных материалов, получаемых на одной и той же установке, и снижении энергозатрат.
Указанный технический результат достигается в способе тем, что плавление базальтового сырья и гомогенизацию расплава ведут при температурах 1500-1650°С в электродуговой печи с плавильным протранством из электропроводящего материала, при этом плавление сырья, гомогенизацию расплава и его выпуск осуществляют в одном и том же плавильном пространстве электродуговой печи, выпуск расплава производят в указанном интервале температур с вязкостью 2-6 Па·с, при раздуве расплава одновременно вводят в струю расплава органическую добавку в количестве 0,4-0,6% от массы получаемого волокна для обеспечения необходимого поверхностного натяжения расплава, а после раздува струи расплава вертикальный поток переводят в горизонтальный поток и направляют его на формирование теплоизоляционного материала.
Плавление базальтового сырья при температурах 1500-1650°С, более высоких по сравнению с прототипом, обеспечивает полное расплавление сырья, в том числе его тугоплавких составляющих.
Плавление сырья и гомогенизация расплава при температурах 1500-1650°С обеспечивают одновременное протекание этих процессов, что способствует полному расплавлению сырья, в том числе частиц остаточного кварца, и получению однородного состава расплава. Полное расплавление тугоплавких составляющих способствует снижению содержания неволокнистых частиц в получаемом теплоизоляционном материале.
Плавление базальтового сырья и гомогенизацию расплава осуществляют в одном и том же плавильном пространстве электродуговой печи с футеровкой из электропроводящего материала. При таком выполнении создаются условия прогревания расплавляемого сырья во всем объеме плавильного пространства за счет шунтирования токов не только в пространстве между электродами, но и токов между электродами и подиной, между электродами и стенками, что приводит к усилению конвективных потоков расплава и его перемешиванию в объеме всего плавильного пространства печи. Это также способствует более интенсивному прогреву расплава и полному расплавлению тугоплавких составляющих сырья. Одновременное протекание процессов плавления сырья и гомогенизации расплава во всем объеме одного и того же плавильного пространства печи увеличивает время каждого процесса, что приводит к достижению большей однородности расплава. Ведение указанных процессов в одном и том же плавильном пространстве печи позволяет снизить энергозатраты за счет одновременного использования тепловой энергии как на плавление сырья, так и на гомогенизацию расплава.
Выпуск расплава из печи при температурах 1500-1650°С в одном и том же плавильном пространстве, как и при плавлении базальтового сырья и гомогенизации расплава, способствует обеспечению вязкости расплава в пределах 2-6 Па·с. При выпуске такого расплава создаются условия формирования прочной, эластичной струи расплава диаметром 8-10 мм, без разрыва ее сплошности, что обеспечивает стабильность и непрерывность процесса переработки расплава в волокна.
Выполнение рассмотренных выше условий плавления сырья, гомонизации расплава и его выпуска обусловливает получение расплава с необходимыми характеристиками вязкости, поверхностного натяжения и плотности, которые определяют высокие выработочные свойства расплава. Раздув расплава с такими свойствами приводит к образованию длинных базальтовых супертонких волокон диаметром 1-3 мкм и длиной от 55 до 75 мм.
Введение органической добавки в струю расплава при его раздуве обеспечивает необходимое поверхностное натяжение расплава, при котором улучшаются процессы волокнообразования: облегчается дробление и расщепление расплава на более мелкие капли и вытягивание из них более длинных и тонких волокон, при этом также уменьшается количество нерастянутых капелек, которые, застывая, образуют неволокнистые частицы. В результате создаются условия для получения длинных волокон малого диаметра с невысоким содержанием неволокнистых частиц.
В отличие от прототипа после раздува расплава вначале получают вертикальный поток волокон, а затем его поворачивают на 90°. При повороте вертикального потока в горизонтальный создается возможность отделения неволокнистых частиц от волокон. Под действием гравитационных сил неволокнистые частицы падают вниз, а волокна, как более легкие, ориентируют в горизонтальный поток, который направляют на формирование теплоизоляционного материала. Тем самым уменьшается содержание неволокнистых частиц в получаемом материале.
При температурах плавления базальтового сырья, гомогенизации расплава и его выпуска ниже 1500°С не происходит полного расплавления сырья, в расплаве остаются частицы неполностью расплавленных тугоплавких составляющих сырья. Это приводит к увеличению содержания неволокнистых частиц и повышению плотности ковра.
При плавлении базальтового сырья, гомогенизации расплава и его выпуске при температурах выше 1650°С или выпуске расплава с вязкостью менее 2 Па·с существенно повышается текучесть расплава. При раздуве расплава с высокой текучестью происходит дробление и расщепление расплава с образованием высокодисперсных капелек. Это ведет к ухудшению процесса волокнообразования при раздуве расплава, так как высокодисперсные капельки расплава из-за малой массы быстро охлаждаются и не успевают вытягиваться в волокна. Застывая, они образуют неволокнистые частицы малого размера. В итоге ухудшается качество раздуваемого материала: увеличивается количество неволокнистых частиц и повышается плотность получаемого материала.
Кроме того, повышенная текучесть приводит к образованию струи расплава нестабильного диаметра, при этом снижается эластичность и прочность струи с нарушением ее сплошности и непрерывности. Это приводит к нестабильности процесса раздува расплава, к снижению выхода волокна и производительности производства.
При выпуске расплава с вязкостью более 6 Па·с текучесть расплава значительно понижается. Дробление и расщепление такого расплава происходят с образованием более крупных капель расплава. Из-за большой массы они вытягиваются в волокна меньшей длины (до 20 мм) и большего диаметра (4-6 мкм). При этом увеличивается плотность получаемого теплоизоляционного материала.
При введении в струю расплава при его раздуве органической добавки в количестве менее 0,4% от массы получаемого волокна не достигается необходимого поверхностного натяжения расплава, что приводит к ухудшению процесса волокнообразования. Волокна получаются небольшой длины, повышается их плотность и содержание неволокнистых частиц. При введении в струю расплава при его раздуве органической добавки в количестве более 0,6% заметного влияния на поверхностное натяжение расплава не установлено. Однако повышается расход органической добавки.
В соответствии с п.2 формулы расплав выпускают из печи в виде струи диаметром 8-10 мм (в прототипе 10-13 мм). При таком размере волокна имеют небольшую длину, стабильный малый диаметр, невысокую плотность и низкое содержание неволокнистых частиц в сочетании с высокой производительностью производства получаемого теплоизоляционного материала. При диаметре струи расплава менее 8 мм падает производительность производства. При диаметре струи более 10 мм увеличивается масса раздуваемого расплава, соответственно уменьшаются удельные расходы энергоресурсов на переработку такой массы расплава (его дробление, расщепление и волокнообразование). Это приводит к увеличению содержания неволокнистых частиц в теплоизоляционном материале.
В качестве указанной органической добавки могут использоваться различные органические масла и эмульсолы на их основе. Нами установлено, что предпочтительно использовать индустриальное масло в качестве органической добавки (п.3 формулы), как с точки зрения эффективности процесса волокнообразования, так и исходя из экономических соображений.
Согласно п.4 формулы в струю расплава при его раздуве могут дополнительно вводить кремнийорганическое связующее в количестве 2-5% от массы получаемого волокна. Этим расширяется ассортимент получаемого теплоизоляционного материала, так как при введении кремнийорганического связующего получают теплоизоляционный материал в виде плит. При введении указанного связующего менее 2% не обеспечивается достаточного связывания волокон друг с другом и не достигается необходимой связности ковра и прочности получаемого материала в виде плит. Содержание указанного связующего более 5% увеличивает органическую составляющую материала плит и соответственно потери массы при прокаливании, что приводит к рыхлой структуре изделий и снижению их прочности. В качестве кремнийорганического связующего возможно использовать органосилоксаны.
Другая особенность (п.5 формулы) состоит в том, что перед формированием теплоизоляционного материала на вертикальный поток волокон воздействуют горизонтальным воздушным регулируемым потоком. При этом создаются дополнительные условия для более полного разделения волокон от неволокнистых частиц. Неволокнистые частицы падают вертикально вниз под действием гравитационных сил, а вертикальный поток волокон переводится в горизонтальный. Объем горизонтального воздушного потока регулируют в зависимости от производительности установки и параметров раздува расплава.
Указанный технический результат достигается в установке тем, что плавильное пространство электродуговой печи выполнено вытянутой формы в плане с соотношением длины, ширины и глубины, как 1:(0,5-0,7):(0,4-0,5), из электропроводящего материала и является одним и тем же пространством для плавления базальтового сырья, гомогенизации расплава и его выпуска, электроды печи расположены по длине плавильного пространства с противоположных сторон: один - со стороны загрузки базальтового сырья, другой - со стороны выпуска расплава, волокнообразующее устройство расположено по вертикальной оси соосно с вертикально расположенным диффузором, между которым и камерой волокноосаждения предусмотрена шахта для разделения вертикального потока волокон от неволокнистых частиц, при этом установка снабжена устройством для подачи органической добавки в струю расплава при его раздуве в волокна с целью обеспечения необходимого поверхностного натяжения расплава.
Выполнение плавильного пространства указанной формы с заявляемым соотношением размеров способствует продвижению расплавляемого материала от узла загрузки базальтового сырья на одной стороне печи к узлу выпуска расплава на противоположной стороне. За счет этого удлиняются путь прохождения расплава и время протекания процессов плавления сырья и гомогенизации расплава, что способствует более полному расплавлению сырья и получению однородного расплава. Это приводит к высокому качеству получаемых волокон малого стабильного диаметра, большой длины, малой плотности, с низким содержанием неволокнистых частиц.
На это же направлено выполнение плавильного пространства печи из электропроводящего материала. При таком выполнении создаются условия более интенсивного прогрева расплавляемого материала во всем объеме за счет шунтирования токов не только в пространстве между электродами, но и токов между электродами и подиной, между электродами и стенками печи. Ведение процессов плавления сырья, гомогенизации расплава и его выпуска в одном и том же указанном плавильном пространстве печи предполагает одновременное протекание процессов плавления сырья и гомогенизации расплава, что также способствует наиболее полному расплавлению сырья, ускорению процесса завершения гомогенизации расплава и выпуска расплава из печи при температурах 1500-1650°С с вязкостью 2-6 Па·с. Это обеспечивает получение тонких длинных волокон малой плотности с небольшим содержанием неволокнистых частиц, а также снижает энергозатраты на проведение указанных процессов.
Электроды печи расположены по длине плавильного пространства с противоположных сторон печи. Указанное расположение электродов в одном плавильном пространстве создает условия для продвижения расплавляемого материала по длине плавильного пространства от загрузки сырья до выпуска расплава. В плавильном пространстве одновременно протекают процессы плавления сырья и гомогенизации расплава, что способствует более интенсивному объемному проплавлению и гомогенизации и более быстрому достижению однородности расплава. Все это способствует получению расплава с высокими выработочными свойствами, обеспечивающими получение длинных базальтовых супертонких волокон стабильного диаметра, невысокой плотности и с низким содержанием неволокнистых частиц.
Технический результат достигается при плавильном пространстве печи вытянутой формы с соотношением длины, ширины и глубины, как 1:(0,5-0,7):(0,4-0,5). При увеличении ширины и/или глубины по отношению к длине плавильного пространства ухудшается равномерное и быстрое расплавление сырья во всем объеме и не достигается однородности расплава, что приводит к снижению качества получаемого волокна: увеличению содержания неволокнистых частиц и повышению плотности волокна. При уменьшении глубины и/или ширины по отношению к длине не обеспечивается необходимое погружение электродов в плавильном пространстве печи, не достигаются режимы, необходимые для получения качественного теплоизоляционного материала.
Волокнообразующее устройство расположено по вертикальной оси соосно с вертикально расположенным диффузором, между которым и камерой волокноосаждения предусмотрена шахта для отделения неволокнистых частиц от вертикального потока волокон. Образованный при раздуве вертикальный поток волокон поступает в вертикально расположенный диффузор и затем в расположенную под ним шахту. В шахте вертикальный поток волокон перемещается к низу шахты. Под действием гравитационных сил происходит отделение от потока волокон неволокнистых частиц, как более тяжелых.
Подача органической добавки в струю расплава при его раздуве в волокна обеспечивает необходимое поверхностное натяжение расплава, что способствует улучшению процесса волокнообразования. При этом облегчается дробление и расщепление расплава на более мелкие капли и их вытягивание в волокна с получением более тонких и длинных волокон с небольшим количеством неволокнистых частиц.
По п.7 формулы шахта со стороны, противоположной камере волокноосаждения, сообщена с регулируемым подводом воздуха для отделения вертикального потока волокон от неволокнистых частиц и одновременной подачи волокон горизонтальным потоком в камеру волокноосаждения. За счет регулируемого подвода воздуха с помощью вентилятора создается горизонтальный воздушный регулируемый поток, который воздействует на вертикальный поток волокон. При этом неволокнистые частицы, как более тяжелые, продолжают падение вниз шахты, а волокна воздушным потоком отдуваются в горизонтальный поток и направляются на формирование теплоизоляционного материала в горизонтально расположенную камеру волокноосаждения. В результате происходит более полное разделение волокон от неволокнистых частиц, что уменьшает их содержание в получаемом теплоизоляционном материале. Объем горизонтального воздушного потока регулируется в зависимости от производительности установки и параметров раздува расплава.
Согласно п.8 формулы под шахтой предусмотрено пространство для сбора отделенных неволокнистых частиц. Собранная масса неволокнистых частиц может быть возвращена на плавление в электродуговую печь для организации безотходного производства.
Согласно п.9 формулы установка дополнительно снабжена прошивной машиной для производства прошивных матов, что расширяет ассортимент получаемых теплоизоляционных материалов.
Согласно п.10 формулы установка дополнительно снабжена устройством для подачи кремнийорганического связующего в струю расплава при его раздуве в волокна, что позволяет расширить ассортимент теплоизоляционных материалов на одном и том же потоке технологической линии. Орошение горячей поверхности раздуваемых волокон кремнийорганическим связующим приводит к образованию прочносвязанного ковра и последующему получению из него на потоке прочного эластичного, гибкого изделия в виде плит. Для изготовления прошивных матов введения кремнийорганического связующего не требуется, так как форма и прочность изделия обеспечивается за счет прошива матов, например, стеклонитями с помощью прошивной машины.
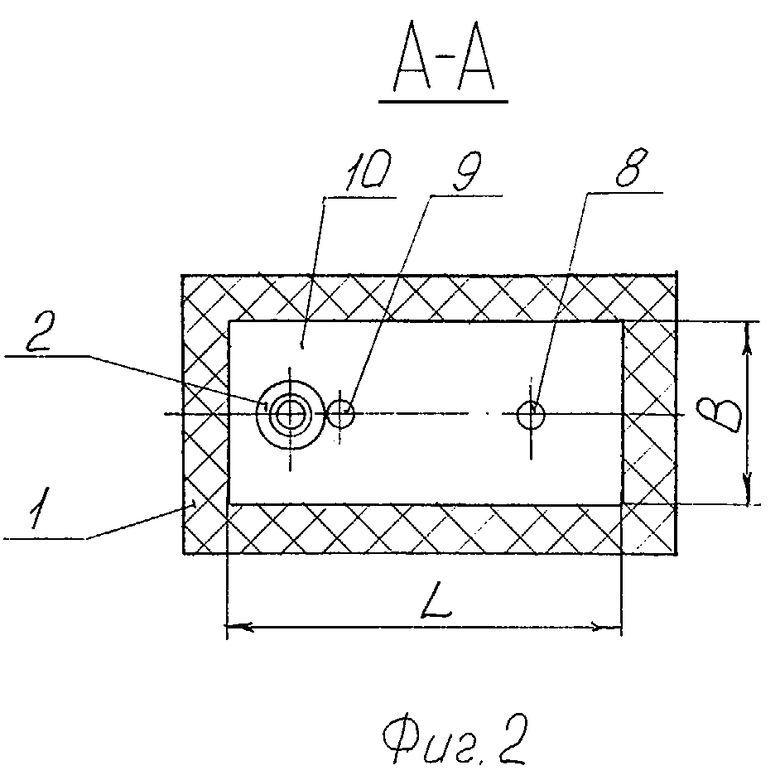
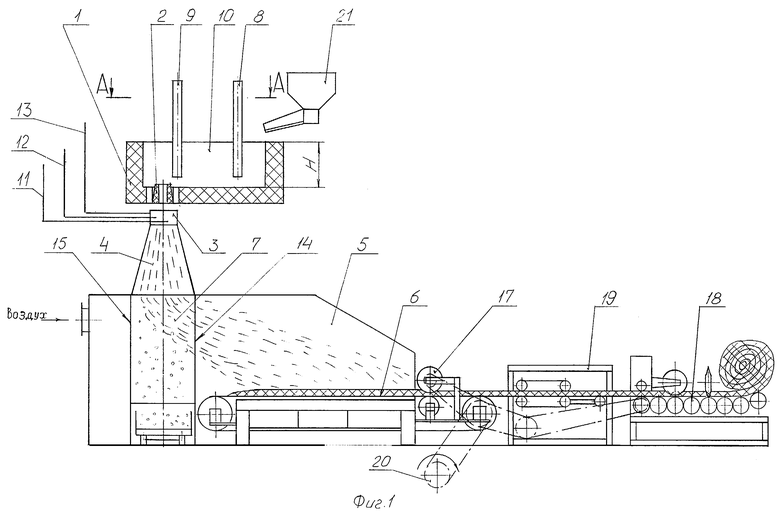
Изобретения поясняются чертежом, где на фиг.1 схематично изображена в общем виде установка для получения теплоизоляционных материалов из супертонкого базальтового волокна; на фиг.2 показано плавильное пространство электродуговой печи в плане.
Патентуемая установка представляет из себя непрерывную поточную линию и включает электродуговую печь 1, встроенное в нее устройство для выпуска расплава в виде водоохлаждаемой летки 2, волокнообразующее устройство 3 в виде эжекционного сопла, состыкованный с ним диффузор 4, горизонтально расположенную камеру волокноосаждения 5 с сетчатым конвейером 6 и расположенную между диффузором и камерой волокноосаждения шахту 7.
Электродуговая печь снабжена двумя погружными электродами 8, 9 и имеет одно плавильное пространство 10 для плавления базальтового сырья, гомогенизации расплава и его выпуска. Плавильное пространство выполнено вытянутой формы в плане с соотношением длины L, ширины В и глубины Н, как 1:(0,5-0,7):(0,4-0,5). Стены и подина, образующие плавильное пространство печи, выполнены из электропроводящего материала - графитовых блоков. Корпус электродуговой печи имеет секционное водоохлаждение с независимым подводом и отводом воды из каждой секции (на чертеже не показано). Электроды печи расположены по длине плавильного пространства с противоположных сторон: электрод 8 - со стороны загрузки базальтового сырья, а электрод 9 - со стороны выпуска расплава.
Волокнообразующее устройство расположено по вертикальной оси соосно с вертикально расположенным диффузором 4. По трубопроводу 11 в волокнообразующее устройство подается энергоноситель - сжатый воздух для раздува струи расплава в волокна. Установка снабжена устройством для подачи органической добавки (индустриального масла) по трубопроводу 12 в струю расплава при раздуве его в волокна для обеспечения необходимого поверхностного натяжения расплава. Для производства плит предусмотрено устройство для подачи по трубопроводу 13 кремнийорганического связующего в струю расплава при раздуве его в волокна.
Шахта 7 выполнена рамной конструкции. В ее верхней части установлен диффузор. Одна из боковых сторон шахты соединена с торцем 14 камеры волокноосаждения, а противоположная ей боковая сторона 15 шахты сообщена с устройством для регулируемого подвода воздуха посредством вентилятора (на чертеже не показан). В результате со стороны 15 шахты подается горизонтальный регулируемый воздушный поток. Нижняя сторона шахты выполнена открытой. Под шахтой предусмотрено пространство 16 для сбора отделенных неволокнистых частиц.
На выходе из камеры волокноосаждения установлено подпрессовочное устройство 17 в виде верхнего прижимного и нижнего барабанов.
Установка заканчивется узлом 18 резки (поперечной и продольной) теплоизоляционного материала и его рулонирования.
Для изготовления прошивных матов установка дополнительно снабжена прошивной машиной 19, которая встроена между сетчатым конвейером 6 и узлом 18 резки и рулонирования.
Сетчатый конвейер и прошивная машина имеют общий привод 20 (двигатель и цепные передачи). Для загрузки в электродуговую печь базальтового сырья служит бункер с питателем 21.
Теплоизоляционный материал из базальтового супертонкого волокна получают следующим образом.
Базальтовое сырье с модулем кислотности 3-7 фракции не более 15 мм подают через бункер с питателем 21 на плавление в электродуговую печь 1 со стороны загрузки сырья перед электродом 8 по продольной оси плавильного пространства 10 печи.
Плавление сырья ведут при температурах 1500-1650°С. При тех же температурах происходит гомогенизация расплава. Плавление сырья и гомогенизация расплава происходят интенсивно во всем объеме плавильного пространства, как по глубине и ширине, так и по длине печи. Интенсивность протекающих процессов связана с вытянутой формой и указанным соотношением размеров плавильного пространства, а также шунтированием электрической дуги не только в пространстве между электродами 8 и 9, но и между электродами и электропроводящими стенками и подиной печи.
При загрузке сырья и выпуске расплава в непрерывном режиме работы печи создаются условия перемещения массы расплавляемого сырьевого материала и продвижения получаемого расплава по длине печи. За счет продвижения расплава при указанных температурах по длине плавильного пространства от электрода 8 к электроду 9 до выпуска расплава удлиняется время протекания, как плавления сырья, так и гомогенизации расплава, и достигается высокая степень однородности расплава без перегрева.
Выпуск расплава через летку 2 осуществляется при тех же температурах 1500-1650°С из того же плавильного пространства печи со стороны электрода 9. Расплав выпускают с вязкостью 2-6 Па·с в виде вертикальной непрерывной струи стабильного диаметра в пределах 8-10 мм и подают на раздув волокнообразующим устройством 3.
При раздуве в струю расплава по трубопроводу 12 вводят органическую добавку - индустриальное масло по ТУ 38.101808-91 в количестве 0,4-0,6% от массы получаемого волокна. Раздув струи расплава производят энергоносителем - сжатым воздухом давлением 0,5-0,7 МПа. Образовавшийся при раздуве вертикальный поток волокон поступает в диффузор 4, а затем в расположенную под ним шахту 7. Вертикальный поток волокон перемещается к низу шахты. Более тяжелые неволокнистые частицы под действием гравитационных сил падают вниз и отделяются от потока волокон.
Одновременно на вертикальный поток волокон воздействуют горизонтальным воздушным потоком. Волокна, как более легкие в сравнении с неволокнистыми частицами, отдуваются и ориентируются в горизонтальный поток, который направляется в камеру волокноосаждения 5. Таким образом происходит более эффективное разделение волокон и неволокнистых частиц. Горизонтальный воздушный поток создается посредством вентилятора с боковой стороны 15 шахты. Объем подаваемого горизонтального воздушного потока регулируется в зависимости от производительности установки и параметров раздува расплава. Неволокнистые частицы собираются под шахтой в пространстве 16 для сбора отделенных неволокнистых частиц.
В горизонтально расположенной камере волокноосаждения происходит осаждение волокон на сетку конвейера 6 с помощью вентиляционно-отсасывающей системы (на черт. не показано). Осажденные волокна формируются на сетке конвейера в теплоизоляционный материал в виде волокнистого слоя - непрерывного ковра, транспортируемого конвейером. При выходе из камеры волокноосаждения ковер подпрессовывается устройством 17, уплотняясь до требуемой плотности. При необходимости он режется и рулонируется с помощью узла 18.
При изготовлении прошивных матов сформированный и уплотненный ковер необходимой толщины и плотности направляется на прошивную машину 19. На прошивной машине производится прошив ковра прошивным материалом, например, стеклонитями. Далее прошитый ковер направляется на резку, где он с помощью ножей разрезается на маты определенных форматов.
Для получения другого вида теплоизоляционного материала - плит - в струю расплава при его раздуве дополнительно по трубопроводу 13 вводят кремнийорганическое связующее, в частности органосилоксан в виде модификатора (полифенилэтоксисилоксана) по ТУ 6-01-20-52-90, в количестве 2-5% от массы получаемого волокна. При раздуве расплава кремнийорганическое связующее распыляется и орошает горячие волокна, покрывая их тончайшим слоем. При осаждении орошенных волокон на сетке конвейера происходит их склеивание друг с другом и формирование ковра достаточной связности. При выходе из камеры волокноосаждения ковер с помощью устройства 17 подпрессовывается и уплотняется в прочносвязанный ковер необходимой плотности, а затем направляется на узел резки и рулонирования, где ковер режется на плиты необходимого формата. Конструкция прошивной машины предусматривает возможность свободного прохождения ковра на резку и рулонирование в случаях, когда нет необходимости в прошиве, например, при производстве плит.
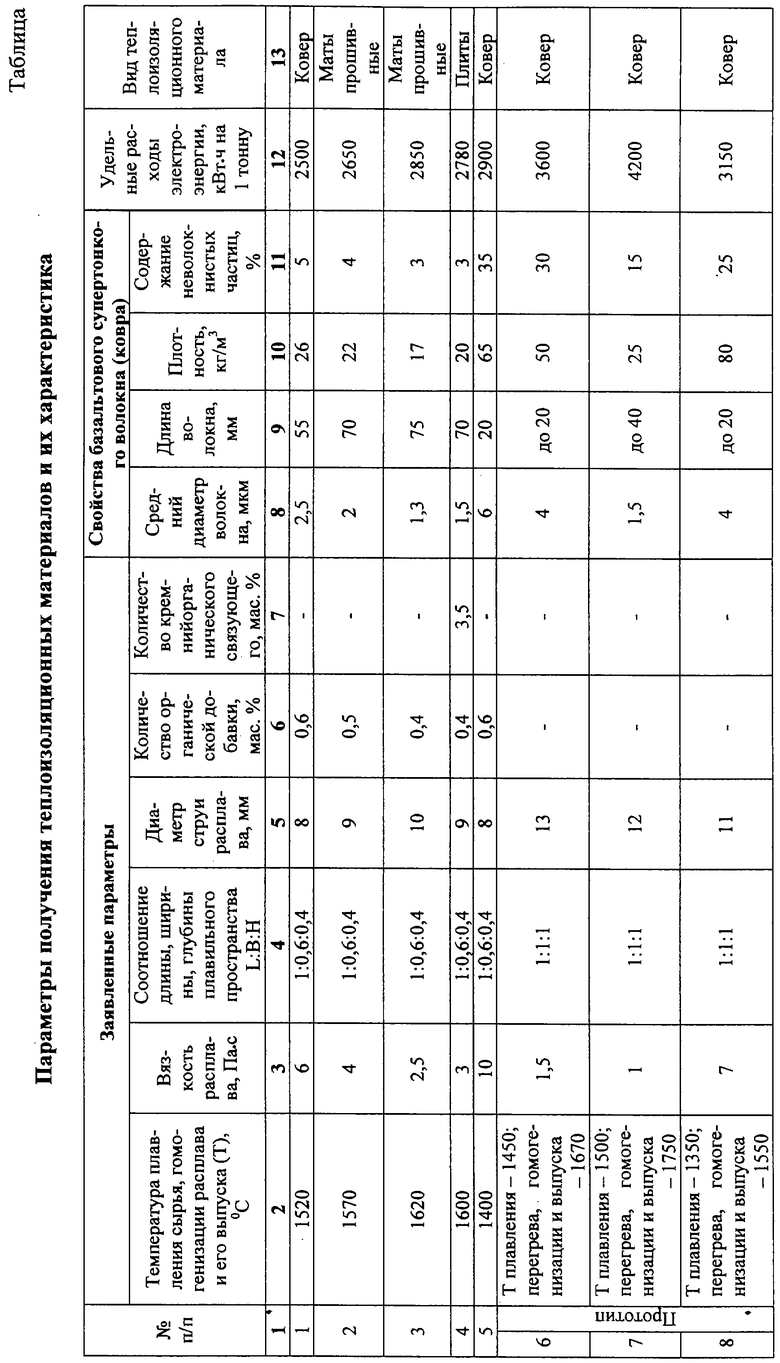
Теплоизоляционный материал, получаемый из базальтового супертонкого волокна по патентуемым способу и установке для его осуществления в зависимости от заявленных параметров и указанных отличий, характеризуется показателями свойств, приведенными в таблице.
Примеры 1-4 относятся к патентуемым способу и установке для его осуществления. Пример 5 относится к запредельным значениям по температуре и вязкости расплава. Примеры 6-8 относятся к прототипу.
Как видно из таблицы, при снижении температуры плавления сырья, гомогенизации и выпуска расплава до 1400°С и повышении вязкости расплава до 10 Па·с увеличивается средний диаметр волокна, уменьшается длина волокна, повышается их плотность и увеличивается содержание неволокнистых частиц. В сравнении с прототипом при применении патентуемых способа и установки стабильно обеспечиваются свойства базальтового супертонкого волокна: средний диаметр не превышает 2,5 мкм, в прототипе колеблется от 1,5 до 4; длина волокон, примерно, в 2,5 раза меньше длины волокон по прототипу; плотность волокна в 2,4 раза ниже, чем у прототипа; содержание неволокнистых частиц уменьшается в 5-10 раз. Энергозатраты снижаются на 20-30%. В прототипе формирование теплоизоляционного материала ограничивается получением ковра. По предложению ассортимент кроме ковра (пример 1) расширяется с получением прошивных матов (примеры 2-3) и плит (пример 4).
Анализ показателей свойств получаемых материалов проводили по стандартным методикам, а именно:
- определение содержания неволокнистых частиц, определение содержания органических веществ и определение плотности проводили по ГОСТ 17177-94;
- определение среднего диаметра волокон до 3 мкм вели по ГОСТ 4640-93 по сопротивлению слоя испытуемого волокна воздушному потоку;
- определение длины волокон и определение среднего диаметра волокон более 3 мкм выполняли с помощью микроскопа в соответствии с ГОСТ 17177-94.
Таким образом, разработаны непрерывный одностадийный технологический процесс и поточная линия с электродуговой печью в качестве плавильного агрегата для получения теплоизоляционных материалов различного ассортимента на основе базальтовых супертонких волокон, характеризующихся стабильным малым диаметром, повышенной длиной, невысокой плотностью и низким содержанием неволокнистых частиц.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МИНЕРАЛОВАТНОГО КОВРА ИЗ БАЗАЛЬТОВОГО СУПЕРТОНКОГО ВОЛОКНА | 1995 |
|
RU2100299C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРТОНКИХ БАЗАЛЬТОВЫХ ВОЛОКОН | 1995 |
|
RU2105734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОН ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 2008 |
|
RU2392237C1 |
| СПОСОБ ПОЛУЧЕНИЯ МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ ИЗ БАЗАЛЬТОСОДЕРЖАЩИХ ПОРОД И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2149841C1 |
| СПОСОБ ФОРМИРОВАНИЯ ХОЛСТА ИЗ МИНЕРАЛЬНОГО СУПЕРТОНКОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2116270C1 |
| СПОСОБ ПОЛУЧЕНИЯ МИНЕРАЛЬНОГО ВОЛОКНА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2211193C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРТОНКИХ ВОЛОКОН ИЗ МАГМАТИЧЕСКИХ ГОРНЫХ ПОРОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2175955C2 |
| Способ изготовления безобкладочных теплоизоляционных матов и устройство для его осуществления | 1986 |
|
SU1391899A1 |
| СПОСОБ ПОЛУЧЕНИЯ МИНЕРАЛЬНОЙ ВАТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270810C2 |
| Способ очистки минеральной ваты от корольков и устройство для его осуществления | 1981 |
|
SU1006397A1 |
Группа изобретений относится к получению тепловой изоляции агрегатов и оборудования различного промышленного назначения. Способ состоит в плавлении базальтового сырья, гомогенизации расплава и его выпуска при температурах 1500-1650°С в электродуговой печи в одном и том же ее плавильном пространстве из электропроводящего материала. Выпуск расплава ведут с вязкостью 2-6 Па·с, в струю расплава вводят органическую добавку в количестве 0,4-0,6% от массы получаемого волокна. После раздува струи расплава вертикальный поток волокон переводят в горизонтальный и направляют его на формирование теплоизоляционного материала. Установка для получения изделий содержит электродуговую печь с плавильным пространством вытянутой формы в плане с соотношением длины, ширины и глубины 1:(0,5-0,7):(0,4-0,5), волокнообразующее устройство, устройство для подачи органической добавки в струю расплава, диффузор и горизонтальную камеру волокноосаждения. Кроме ковра получают прошивные маты, а также плиты при введении кремнийорганического связующего в струю расплава. Способ и установка обеспечивают стабильный малый диаметр волокон, повышение их длины, уменьшение их плотности и снижение содержания неволокнистых частиц. 2 н. и 8 з.п. ф-лы, 2 ил., 1 табл.
| Способ получения ковра из минерального волокна | 1990 |
|
SU1806104A3 |
| СПОСОБ ПОЛУЧЕНИЯ МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ ИЗ БАЗАЛЬТОСОДЕРЖАЩИХ ПОРОД И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2149841C1 |
| Устройство для получения волокна из минерального расплава | 1988 |
|
SU1548162A1 |
| СПОСОБ ПОЛУЧЕНИЯ МИНЕРАЛЬНОГО ВОЛОКНА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2211193C1 |
| US 4243400 A, 06.01.1981. | |||

