Настоящее изобретение относится к созданию пресс-формы и ее вкладыша, устройства и способа придания формы (фасонирования) компоненту за счет сверхпластичного формования, а также к созданию компонента, полученного при помощи указанного способа.
При определенных условиях температуры и механических напряжений некоторые материалы, такие как титан, сплавы титана, алюминий и некоторые его сплавы, некоторые стали и т.п., обладают сверхпластичностью, то есть способностью переносить большие объемы деформаций без разрушения. Это свойство позволяет изготавливать компоненты сложной формы при помощи процесса сверхпластичной формовки (сверхпластичного формования, SPF).
В настоящее время уже известно использование металлических пресс-форм для придания формы (фасонирования) компонентам за счет сверхпластичного формования. Такие металлические пресс-формы являются относительно дорогими, так как они изготовлены из специальных сплавов и требуют проведения сложных операций металлообработки. Более того, металлические пресс-формы потребляют большое количество энергии для нагревания до температуры, подходящей для термопластического формования, а также являются чувствительными к неравномерному распределению температуры и к вариациям температуры, которые могут приводить к деформированию пресс-формы.
Для устранения по мере возможности указанных недостатков уже была предложена пресс-форма, в частности в патентах США US-A-4984348 US-A-5661992 и US-A-5214949, предназначенная для придания формы компоненту из титана или титанового сплава при помощи сверхпластичного формования. Такая пресс-форма обычно имеет основание, в котором образована полость формования, и крышку, между которыми помещают пластину из титана или титанового сплава. В соответствии с указанным известным способом пресс-форму нагревают, пластину зажимают между основанием и крышкой, а затем вводят инертный газ под давлением между крышкой и пластиной. Под действием давления газа пластина претерпевает сверхпластичную деформацию и приобретает конфигурацию полости пресс-формы.
В патентах США US-A-4984348, US-A-5661992 и US-A-5214949 описаны пресс-формы, изготовленные по меньшей мере частично из керамики. Более конкретно, этот материал представляет собой огнеупорный бетон, который главным образом содержит наполнитель на базе гранулированного кварцевого стекла (остеклованного кремнезема) и связующего на базе алюмината или силиката.
В огнеупорном бетоне связующее образует матрицу, внутри которой удерживается гранулированный наполнитель. Однако при определенных условиях зерна гранулированного наполнителя могут выпадать из матрицы. В частности, такой материал, как титан или титановый сплав, доведенный до сверхпластичного состояния в пресс-форме из огнеупорного бетона, проникает в микрополости на поверхности пресс-формы, которая находится в контакте с формуемым материалом. После извлечения из пресс-формы отформованного изделия это приводит к отделению материала на поверхности пресс-формы, в результате чего пресс-форма преждевременно изнашивается, и/или к образованию дефектов на поверхности отформованного изделия, что приводит к большому проценту брака отформованных компонентов.
Более того, в условиях сверхпластичного формования материалы, из которых образован наполнитель огнеупорного бетона, такие как алюминаты или силикаты, стремятся мигрировать в отформованный компонент на глубину, которая может достигать нескольких микрон. Такое поверхностное загрязнение отформованного компонента является недопустимым для некоторых применений, в частности, если отформованные компоненты из титана или титанового сплава предназначены для использования в авиационной промышленности.
Задачей настоящего изобретения является создание пресс-формы, предназначенной для придания формы компоненту за счет сверхпластичного формования, стойкой к износу и термическим ударам, позволяющей изготовить компонент с очень хорошей чистотой поверхности.
Для решения указанной задачи в соответствии с настоящим изобретением предлагается пресс-форма, предназначенная для придания формы компоненту за счет сверхпластичного формования, а в частности, компоненту, изготовленному из титана или титанового сплава, алюминия или алюминиевого сплава или же из любого другого материала, обладающего свойствами сверхпластичности, характеризуемая тем, что она содержит по меньшей мере одну часть пресс-формы, выполненную с возможностью контакта с компонентом, который должен быть отформован, изготовленную из плавленого кварцевого стекла.
В соответствии с другой характеристикой указанной пресс-формы:
часть пресс-формы, изготовленная из плавленого кварцевого стекла, образует вкладыш пресс-формы;
пресс-форма содержит средство образования барьера между по меньшей мере частью контактных поверхностей пресс-формы и компонентом, который должен быть отформован;
причем средство образования барьера содержит покрытие из нитрида бора, покрывающего по меньшей мере частично поверхность части пресс-формы, которая находится в контакте с компонентом, который должен быть отформован;
при этом средство образования барьера содержит средство вдувания инертного газа, в частности гелия или аргона, у поверхности пресс-формы, которая находится в контакте с компонентом, который должен быть отформован.
Задачей настоящего изобретения является также создание вкладыша для пресс-формы, предназначенного для придания формы компоненту за счет сверхпластичного формования, а в частности, компоненту из титана или титанового сплава, алюминия или алюминиевого сплава или же из любого другого материала, обладающего свойствами сверхпластичности, причем вкладыш ограничивает поверхность формования, предназначенную для контактирования с компонентом, который должен быть отформован, при этом указанный вкладыш характеризуется тем, что он изготовлен из плавленого кварцевого стекла.
Задачей настоящего изобретения является также создание формовочного устройства типа пресса, имеющего две плиты, между которыми введена пресс-форма, предназначенная для придания формы компоненту за счет сверхпластичного формования, а в частности, компоненту из титана или титанового сплава, алюминия или алюминиевого сплава или же из любого другого материала, обладающего свойствами сверхпластичности, причем указанное формовочное устройство характеризуется тем, что пресс-формой является описанная выше пресс-форма.
В соответствии с другой характеристикой указанного устройства блок нагрева, преимущественно изготовленный из керамики, введен между каждой плитой пресса и пресс-формой.
Задачей настоящего изобретения является также создание способа формования компонента при помощи сверхпластичного формования в пресс-форме пластины, изготовленной из материала, который способен испытывать сверхпластичную деформацию, а в частности, из титана или титанового сплава, алюминия или алюминиевого сплава или же из любого другого материала, обладающего свойствами сверхпластичности, причем способ характеризуется тем, что пластину помещают в пресс-форму, выполненную в соответствии с настоящим изобретением. В соответствии с другой характеристикой указанного способа:
образуют барьер между по меньшей мере частью контактных поверхностей пресс-формы и компонентом, который должен быть отформован;
причем этот барьер образуют при помощи покрытия нитридом бора, по меньшей мере частично, контактных поверхностей пресс-формы и компонента, который должен быть отформован ранее установки пластины в пресс-форму;
при этом барьер образуют за счет вдувания инертного газа, в частности гелия или аргона, между контактными поверхностями пресс-формы и компонентом, который должен быть отформован.
Задачей настоящего изобретения является также создание компонента, в частности, изготовленного из титана или титанового сплава, алюминия или алюминиевого сплава или же из любого другого материала, обладающего свойствами сверхпластичности, причем указанный компонент характеризуется тем, что он изготовлен при помощи описанного выше способа.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи.
На фиг.1 показано сечение пресс-формы в соответствии с настоящим изобретением.
На фиг.2 показан схематично компонент, полученный при помощи способа в соответствии с настоящим изобретением.
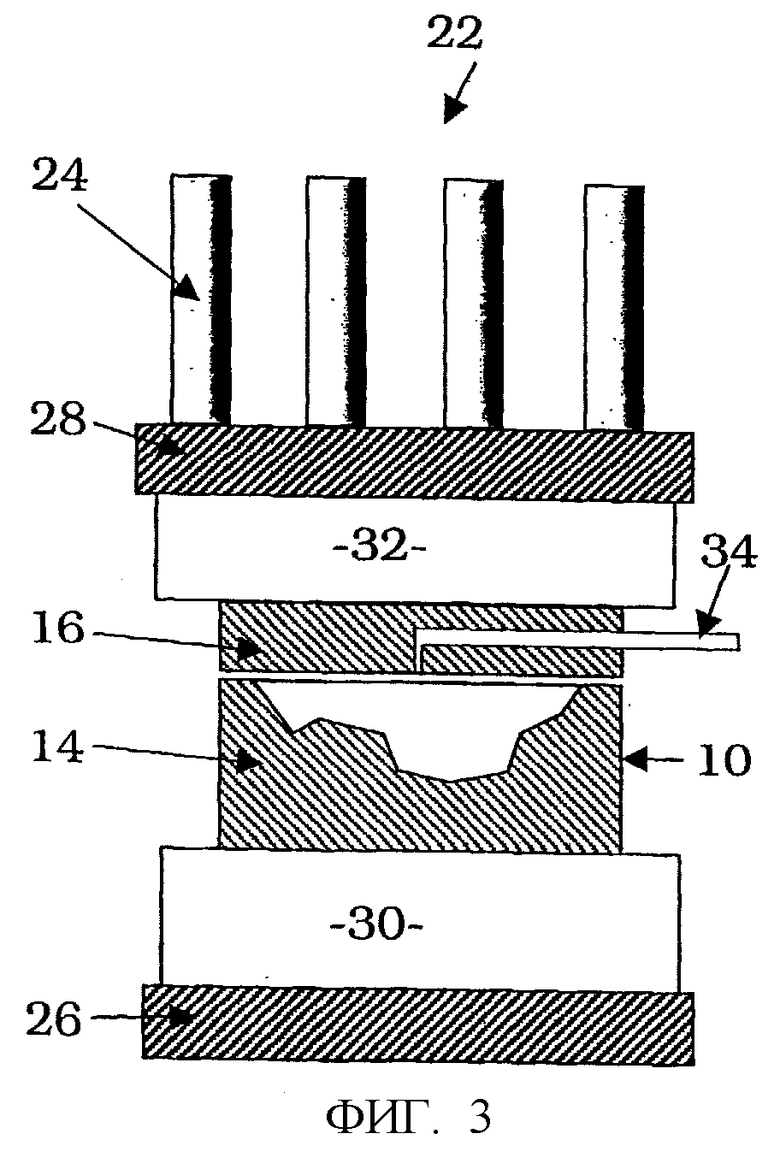
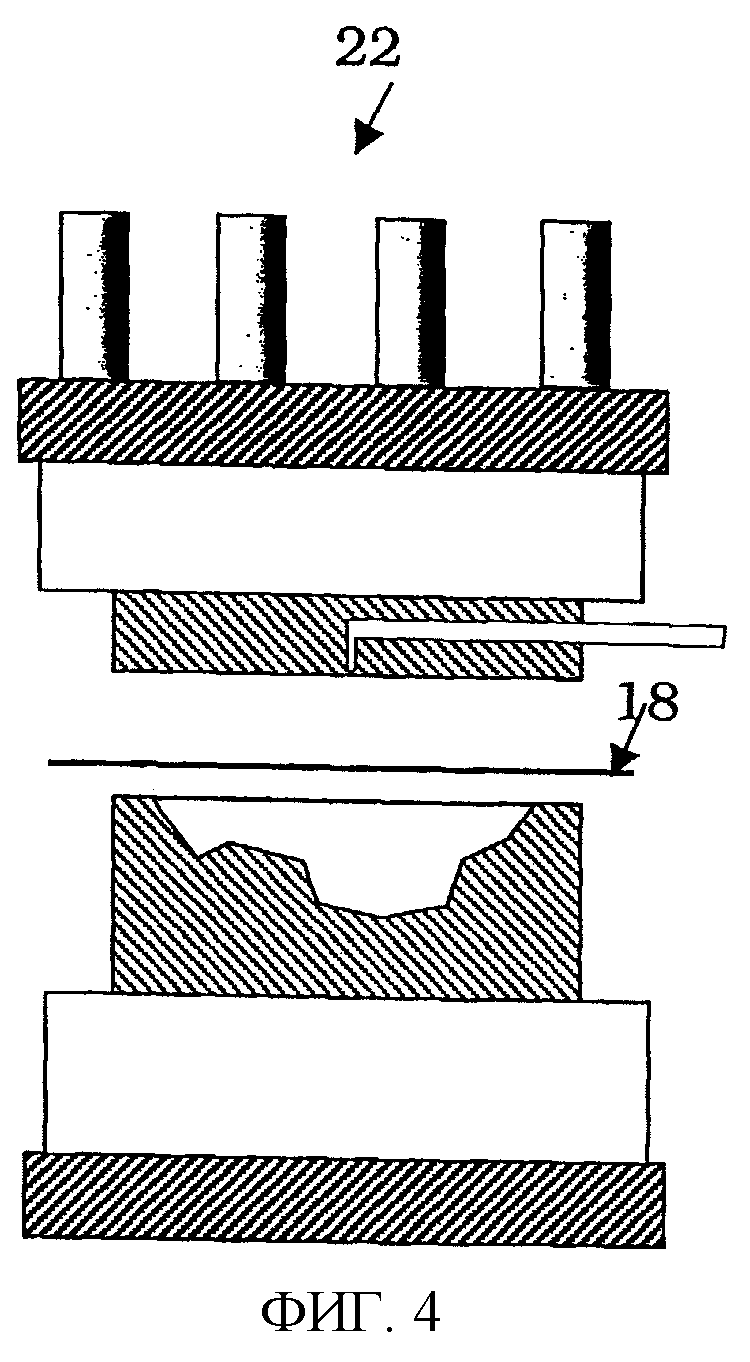
На фиг.3-5 показано схематично формовочное устройство в соответствии с настоящим изобретением.
На фиг.1 показана пресс-форма в соответствии с настоящим изобретением, обозначенная в целом позицией 10. Эта пресс-форма предназначена для придания формы компоненту 12, такому как показанный на фиг.2, за счет сверхпластичного формования. Компонент 12 изготовлен, например, из титана или титанового сплава, такого как сплав TA6V. Однако компонент может быть изготовлен и из других материалов, которые способны претерпевать сверхпластичную деформацию, например из алюминия.
Показанная на фиг.1 пресс-форма 10 имеет основание 14 и крышку 16, между которыми может быть установлена пластина 18 из материала, способного претерпевать сверхпластичную деформацию. Основание 14 снабжено вкладышем 20, ограничивающим поверхность формования, входящую в контакт с компонентом, который должен быть отформован. В соответствии с одним из вариантов поверхность формования может быть предусмотрена непосредственно в основании 14.
В соответствии с настоящим изобретением пресс-форма 10 содержит по меньшей мере одну часть, предназначенную для входа в контакт с компонентом, который должен быть отформован, изготовленную из плавленого кварцевого стекла. Таким образом, частями пресс-формы, изготовленными из плавленого кварцевого стекла, могут быть основание 14, вкладыш 20 и/или крышка 16.
В соответствии с настоящим изобретением предлагается использование плавленого кварцевого стекла. Однако следует иметь в виду, что ранее специалисты возражали против такого использования, в частности, по причине теплоизоляционных свойств, которые в принципе несовместимы с нагреванием пресс-формы. Отметим, что использование плавленого кварцевого стекла в соответствии с настоящим изобретением позволило получить множество преимуществ, отмеченных далее.
Прежде всего, плавленое кварцевое стекло практически не обладает чувствительностью к неравномерному распределению температуры. По этой причине нет необходимости рассчитывать конфигурацию пресс-формы, что требуется в случае обычных металлических пресс-форм.
Более того, плавленое кварцевое стекло образовано из зерен, которые связаны друг с другом за счет частичного сплавления в ходе процесса плавления. Поэтому зерна в структуре плавленого кварцевого стекла являются стойкими к отделению (выпадению) в отличие от зерен диоксида кремния в структуре огнеупорного бетона (керамики).
Кроме того, структура спеченного диоксида кремния, которая не содержит никакого связующего, образует фазу кварцевого стекла высокой чистоты, которая не создает риска загрязнения компонента, который должен быть отформован за счет сверхпластичного формования в пресс-форме, в отличие от ситуации, наблюдаемой в случае использования огнеупорного бетона, когда связующее может загрязнять отформованный компонент.
Наконец, количество энергии, которое необходимо для доведения пресс-формы или части пресс-формы, изготовленной из плавленого кварцевого стекла, до температуры, необходимой для проведения сверхпластичного формования, является относительно малым по сравнению с энергией, которая необходима в случае обычной металлической пресс-формы. Как только пресс-форма или часть пресс-формы достигает требуемой температуры, плавленое кварцевое стекло создает тепловую инерцию, которая позволяет преимущественно ограничить колебания температуры пресс-формы в ходе последующих циклов формования.
Пресс-форма 10, показанная на фиг.1, должна быть установлена в формовочном устройстве 22, таком как показанное на фиг.3-5. Отметим, что на фиг.3-5 вкладыш 20 не показан.
Формовочное устройство 22 представляет собой пресс 24, оборудованный двумя плитами, верхней 26 и нижней 28, между которыми введена пресс-форма 10. Нижний блок нагрева 30 введен между нижней плитой пресса 26 и основанием 14 пресс-формы. Верхний блок нагрева 32 введен между верхней плитой пресса 28 и крышкой 16 пресс-формы. Применены блоки нагрева 30, 32 обычного типа, преимущественно изготовленные из керамики.
В примере, показанном на фиг.3-5, формовочное устройство 22 содержит обычное средство вдувания газа под давлением (сжатого газа), в частности гелия или аргона, между крышкой 16 и плитой 18. Этот газ под давлением служит для деформирования пластины 18 за счет ее прижима к формующей поверхности основания 14.
Для приведения пластины 18 в состояние, подходящее для сверхпластичного формования, пресс-форму 10 нагревают за счет передачи теплоты от блоков нагрева 30, 32 к основанию 14 и крышке 16.
Для проведения формовки пластины 18 ее помещают в открытую пресс-форму, показанную на фиг.4, между основанием 14 и крышкой 16. Затем пресс-форму 10 закрывают, как это показано на фиг.1, зажимая пластину 18 между основанием 14 и крышкой 16. При этом пластина 18 образует уплотнение между основанием 14 и крышкой 16. Теплоту от нагретой пресс-формы 10 передают к пластине для повышения ее температуры до такой температуры, которая подходит для осуществления сверхпластичного формования. При достижении желательных температурных условий в пресс-форму вдувают инертный газ под давлением, чтобы деформировать пластину 18, как это показано на фиг.5.
После завершения формования компонент извлекают из пресс-формы 10 в соответствии с обычной практикой.
Для того чтобы избежать образования нежелательных окислов на поверхности отформованного компонента, а в частности оксидов титана, и диффузии этих оксидов в пресс-форму, преимущественно образуют барьер между по меньшей мере частью контактных поверхностей пресс-формы и компонентом, который должен быть отформован.
Такой барьер может быть образован, например, за счет покрытия нитридом бора, по меньшей мере частично, контактных поверхностей пресс-формы и компонента, который должен быть отформован, ранее установки пластины 18 в пресс-форму. В некоторых случаях покрытие из нитрида бора может быть нанесено только на пластину или только на пресс-форму, причем покрытие из нитрида бора на пластине может быть образовано, например, при помощи напыления.
Указанный барьер может быть также образован за счет вдувания инертного газа, в частности гелия или аргона, между контактными поверхностями пресс-формы и компонентом, который должен быть отформован. Для этого формовочное устройство 22 содержит средство 36 (показанное схематично стрелкой 36 на фиг.5) для вдувания инертного газа между основанием 14 и пластиной 18, то есть в контакте с поверхностью пластины, противоположной той поверхности, где приложено давление газа, предназначенное для деформирования пластины 18.
Средство вдувания газа 36 содержит, например, средство диффузии газа через по меньшей мере часть пресс-формы из плавленого кварцевого стекла, преимущественно с использованием пористости указанного материала, или через отверстия в пресс-форме, подводящие газ к поверхности пресс-формы, которая должна быть в контакте с отформованным компонентом.
Давление газа, введенного между основанием 14 и пластиной 18, регулируют таким образом, чтобы не препятствовать деформации пластины при контакте с формовочной поверхностью основания. Газ, введенный между крышкой 16 и пластиной 18, создает энергию, необходимую для деформирования пластины 18, а также образует барьер, аналогично тому, как это делает газ, введенный между основанием 14 и пластиной 18.
Само собой разумеется, что покрытие из нитрида бора и газовый барьер могут быть использованы совместно.
Среди преимуществ настоящего изобретения следует отметить, что оно позволяет производить придание формы компоненту за счет сверхпластичного формования при помощи пресс-формы, изготовленной по меньшей мере частично из плавленого кварцевого стекла, стойкого к износу (без выпадения зерен диоксида кремния) и к термическим ударам. Таким образом, пресс-форма в соответствии с настоящим изобретением позволяет получить компонент с высокой чистотой поверхности.

Изобретения относятся к области обработки металлов давлением, а именно к созданию пресс-формы и ее вкладыша, устройства и способа придания формы компоненту за счет сверхпластичного формования, а также к созданию компонента, полученного при помощи указанного способа. Пресс-форма содержит по меньшей мере одну часть, предназначенную для создания контакта с компонентом, который должен быть отформован, изготовленную из плавленого кварцевого стекла. Часть пресс-формы из плавленого кварцевого стекла образует вкладыш пресс-формы. Пресс-форма содержит средство образования барьера между по меньшей мере частью контактных поверхностей пресс-формы и компонентом, который должен быть отформован. Средство образования барьера представляет собой покрытие нитридом бора по меньшей мере частично поверхности части пресс-формы, которая контактирует с компонентом, который должен быть отформован. Средство образования барьера представляет собой средство вдувания инертного газа, в частности гелия или аргона, у поверхности части пресс-формы, которая контактирует с компонентом, который должен быть отформован. Вкладыш для пресс-формы, ограничивающий поверхность формования, которая контактирует с компонентом, который должен быть отформован, изготовлен из плавленого кварцевого стекла. В результате обеспечивается создание пресс-формы, предназначенной для придания формы компоненту за счет сверхпластичного формования, стойкой к износу и термическим ударам, позволяющей изготовить компонент с очень хорошей чистотой поверхности. 5 н.и 8 з.п. ф-лы, 5 ил.
| US 5214949 A1, 01.06.1993 | |||
| Способ штамповки деталей из листовых заготовок в состоянии сверхпластичности | 1975 |
|
SU539643A1 |
| Способ штамповки деталей из листовых заготовок в состоянии сверхпластичности | 1982 |
|
SU1031577A1 |
| Устройство для листовой формовки в состоянии сверхпластичности | 1989 |
|
SU1687334A1 |
| US 5661992 А1, 02.09.1997 | |||
| US 4984348 A1, 15.01.1991 | |||
| DE 3001791 А1, 23.07.1981. | |||

