Настоящее изобретение относится к области строительства, машиностроения и может быть использовано при ремонте стальных конструкций, а также при мелком ремонте деталей машин.
Известен способ сварки путем размещения заряда между листами железа с последующим поджиганием (патент РФ №2237558, МПК В 23 К 20/08, опубл. 2004.10.10).
Недостатком этого способа является сложный процесс подготовки сварки, а также необходимость использования специального оборудования и дополнительных навыков, что снижает эффективность способа.
Известен также способ сварки путем размещения сварного элемента на стыке свариваемых деталей, последующего его сгорания и образования шва (В.Лукьянов. Огонька не найдется?// Автоклуб. - 2004. - №9. - С.234-236).
Недостатком изложенного технического решения является то, что из-за обильно выделяемого дыма резко снижается видимость места сварки и затрудняется выполнение качественного шва (образование непровара или прогорание соединяемых деталей, что снижает эффективность способа).
Наиболее близким техническим решением к предлагаемому является способ стыковой сварки, заключающийся в размещении на стыке свариваемых деталей по его контуру сварочного элемента с термитной смесью и последующего его сгорания с одновременным образованием сварного шва по всему контуру (см. RU 2169652 С1, МПК В 23 К 23/00, 27.06.2001).
Недостатком известного технического решения является то, что изготовление спрессованного флюса в виде двух полуколец ограничивает применение данного способа только сваркой труб и других элементов круглой формы.
В основе настоящего изобретения лежит задача по устранению вышеуказанных недостатков и созданию нового эффективного способа сварки за счет выполнения сварных соединений в труднодоступных местах.
Поставленная задача достигается тем, что в известном способе стыковой сварки, включающем размещение по контуру стыка свариваемых деталей сварочного элемента с термитным составом, его поджиг и получение в результате его сгорания сварного шва, согласно изобретению используют сварочный элемент в виде полого шнура с термитным составом внутри, оболочка которого выполнена в виде слоя асбеста, размещенного внутри гофрированной картонной трубки, при этом шнур имеет клеевую основу, с помощью которой при размещении его фиксируют на всей длине стыка.
Изобретение поясняется чертежом, где:
на фиг.1 изображен поперечный разрез соединения,
на фиг.2 изображено размещение сварного шва поверх свариваемых деталей,
на фиг.3 - разрез по А-А на фиг.2,
на фиг.4 изображено в аксонометрии наложение сварного элемента на шов сложной формы.
Способ реализуется через устройство, состоящее из сварочного элемента в виде полого шнура 1, который включает в себя оболочку 2, выполненную из несгораемого материала, с прорезью 3 с одной из сторон, внутри которой размещают клеевую основу 4. Во внутреннюю полость сварочного элемента 1 помещен термический состав 5 и фитиль 6. Шнур 1 расположен на свариваемых элементах 7.
Пример конкретной реализации способа: берут готовый сварочный элемент диаметром 15 мм в виде полого шнура 1, оболочка 2 которого изготовлена из слоя асбеста толщиной 5 мм, размещают его внутри гофрированной картонной трубки, снимают предохранительный материал с клеевой основой 4, укладывают его по контуру шва вниз клеевой основой 4 и фиксируют путем приложения давления по всей длине сварочного элемента 1. Поджигают фитиль 6, после чего происходит воспламенение термитного состава 5 (оксидов металлов с флюсом) внутри шнура 1, плавление металла в зоне контакта шнура 1 и последующее его твердение с образованием сварного шва.
Настоящее изобретение находится на стадии опытно-экспериментальной проверки в строительном павильоне кафедры «Производство строительных изделий и конструкций» Тверского государственного технического университета.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2757644C1 |
| Состав термитной смеси | 2024 |
|
RU2833638C1 |
| Подкладка | 1977 |
|
SU722714A1 |
| Способ термитной сварки в горизонтальной плоскости | 1990 |
|
SU1779513A1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| СПОСОБ РЕКОНСТРУКЦИИ РЕЛЬСОВЫХ ПУТЕЙ | 2014 |
|
RU2584955C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2381881C2 |
| Способ термитной сварки | 1988 |
|
SU1593850A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209714C2 |
| Стержень для термитной сварки | 1991 |
|
SU1794615A1 |

Изобретение может быть использовано при ремонте стальных конструкций, а также при мелком ремонте деталей машин. По контуру стыка свариваемых деталей размещают сварочный элемент с термитным составом и поджигают его с получением в результате его сгорания сварного шва. Используют сварочный элемент в виде полого шнура с термитным составом внутри. Оболочка сварочного элемента выполнена в виде слоя асбеста, размещенного внутри гофрированной картонной трубки. Шнур имеет клеевую основу, с помощью которой при размещении его фиксируют на всей длине стыка. Способ обеспечивает получение сварных соединений в труднодоступных местах. 4 ил.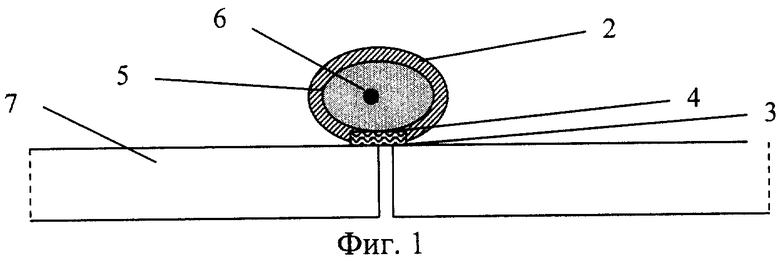
Способ стыковой сварки, включающий размещение по контуру стыка свариваемых деталей сварочного элемента с термитным составом, его поджиг и получение в результате его сгорания сварного шва, отличающийся тем, что используют сварочный элемент в виде полого шнура с термитным составом внутри, оболочка которого выполнена в виде слоя асбеста, размещенного внутри гофрированной картонной трубки, при этом шнур имеет клеевую основу, с помощью которой при размещении его фиксируют на всей длине стыка.
| СПОСОБ ТЕРМИТНОЙ СВАРКИ | 2000 |
|
RU2169652C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209714C2 |
| ТЕРМИТНЫЙ СТЕРЖЕНЬ И СОСТАВ ТЕРМИТНОЙ СМЕСИ | 1998 |
|
RU2135340C1 |
| Способ подводной сварки лежачим электродом | 1988 |
|
SU1551490A1 |
| US 3948434 A1, 06.04.1976. | |||

