Изобретение относится к регулируемому кокильному делителю для установки в обычный кокиль для слябов с узкими боковыми секциями для бокового регулирования, с целью литья по желанию нескольких заготовок с изменяемой шириной заготовки.
Как правило, кристаллизаторы для непрерывной разливки стали имеют перемещаемые во время литья или в промежутках между литьем узкие боковые стороны, диапазон перемещения которых ограничивается, с одной стороны, механическими условиями, как, например, диапазоном регулирования привода или пространственными ограничениями и действующими силами, а с другой стороны, технологическими требованиями, например взаимосвязью между интервалом плавки, скоростью литья и шириной отливки.
Если желаемый спектр ширины отливки подобной установки больше нельзя экономически выгодно покрыть расширением диапазона регулирования отдельной обжимной заготовки, иногда применяется кокильный делитель, называемый также Twin-Divider. С его помощью отдельная заготовка делится на две меньшие заготовки. Так можно без уменьшения производительности литья получить заготовки половинной ширины.
Кокильный делитель обычно изготавливается с жесткой геометрией интервалов между кокильными плитами и их конусности. Если кокильный делитель должен подгоняться под сильно различающиеся диапазоны форматов, то он конструируется либо полностью заменяемым или изменяется путем установки переходных или подгоночных деталей. Подобная подгонка может быть проведена только вне процесса литья, и тем самым существенно повышаются затраты вследствие простоя установки. Наряду с этим определение конусности узкой боковой стороны на кокильном делителе, а также позиционирование погружного стакана можгут быть проведены только для средней ширины отливки. Оба ограничения имеют отрицательные металлургические последствия из-за повышения нагрузки на изложницу, а также ухудшения картины потока в жидком содержимом заготовки.
Из документа GB 1308592 А, В 22 D 11/02, 28.02.1973 известен кокильный делитель для установки в кокиль для слябов, содержащий выполненные для бокового регулирования секции с узкими сторонами для литья по выбору нескольких заготовок с изменяемой шириной заготовки, неподвижный относительно кокиля корпус, установленный между его плитами широких сторон, и устанавливаемые по обе стороны по ширине кокиля исполнительные органы, имеющие на своих концах опорные плиты и расположенные на них теплообменные плиты с узкими сторонами. Данный делитель является ближайшим аналогом данного изобретения.
Задача настоящего изобретения состоит в том, чтобы добиться устранения названных недостатков созданием перемещаемого кокильного делителя.
Решение задачи для кокильного делителя вида, указанного в ограничительной части пункта 1 формулы изобретения, состоит в том, что для регулирования ширины заготовки во время литья или в промежутке между литьем корпус содержит по два исполнительных органа, установленных попарно друг над другом с обеих сторон по ширине кокиля и выполненных с возможностью приведения в действие расположенными снаружи двигателями с помощью встроенных в корпус средств привода через редуктор и приводные валы. Корпус содержит по два исполнительных органа, устанавливаемых попарно друг над другом с обеих сторон по ширине кокиля, с прикрепленными на их концах опорными плитами для размещения теплообменных плит. Исполнительные органы состоят предпочтительно из ходовых винтов, которые приводятся в действие встроенными в корпус редукторами, а также приводными валами посредством расположенных снаружи двигателей и которые делают возможным регулирование во время литья или в промежутках между литьем.
Двигатели могут приводиться в действие электрически, гидравлически или пневматически. Допускается также, что регулирование проводится вручную. Как вариант изобретения, возможна замена винтового привода линейными приводами, приводящиеся в действие гидравлически или электрически.
Для восприятия вертикальных сил собственного веса, вытягивания заготовки и колебаний могут применяться пинольные трубы, которые обхватывают регулировочные винты и с помощью линейных направляющих соединены с корпусом.
Для оптимального использования имеющегося объема установки и достижения максимально возможных путей регулирования для съема вертикальных нагрузок предлагается снабдить верхние кромки опорных плит расположенными поперек пальцами, которые зацепляются с возможностью скольжения в пазах сверху теплообменных плит с широкими сторонами. Дальнейшее повышение регулировочного расстояния при заданном объеме установки возможно при телескопическом выполнении винтов.
Максимально возможная гибкость при регулировании ширины отливки во время литья достигается тем, что все четыре оси привода независимо друг от друга выполняются с собственными приводными ремнями и двигателями. В то же время такое исполнение требует наибольшего объема для установки. Поэтому можно путем снижения гибкости механизмов движения приводить в действие оба расположенных друг над другом ходовых винта по одной стороне общим двигателем или механически соединить, например, посредством подходящего ступенчатого редуктора так, чтобы наклон теплообменных плит, требуемый для процесса литья, так называемая конусность сужения, сохранялся постоянным в зависимости от пути регулирования.
Это ступенчатая редукция может быть достигнута также с помощью различающихся шагов винта. Далее, за счет снижения гибкости подлежащего литью спектра форматов обе расположенные на одной высоте оси соответствующих противолежащих полостей для литья механически соединяются. Это можно осуществить так, чтобы один сквозной ходовой винт одинаково сдвигал обе опорные плиты. Такое устройство имеет следствием то, что производительность литья всего кокиля остается постоянной, потому что в то время как с одной стороны размер отливки увеличивается, с противоположной стороны он соответственно уменьшается. Допустимо также соединение, при котором обе стороны сдвигаются противоположно, но в равной степени.
Для специальных случаев производства, при котором в одних и тех же кокилях отливают как широкий сляб, так и два сляба-близнеца, корпус располагается между стационарными теплообменными плитами с широкими сторонами. Это требует, однако, повышенного конструктивного объема и осуществляется в конце концов за счет достижимого пути регулирования. Помимо этого, необходимо линию привода или при использовании линейных приводов их устройство электроснабжения провести над водяными кожухами с широкими сторонами или под ними. При отказе от двойного использования одного и того же кокиля для штучной и двойной отливки широкие стороны теплообменных плит могут иметь выемки в области кокильного делителя. Это позволяет, с одной стороны, создать объем для механизма регулирования, а с другой стороны, открывает возможность проложить линию привода через водяные кожухи. Этим также выигрывается значительный конструктивный объем для проведения сред. Таким образом, усовершенствование по высоте распределительного лотка здесь не ограничивается.
Монтаж регулируемого кокильного делителя между плитами с широкими сторонами кокиля может также быть проведен не по центру. Тем самым еще больше можно увеличить диапазон одновременно отливаемых форматов при заданном конструктивном объеме, также если для каждой отдельной заготовки нужно держать наготове запасные части.
Дальнейшие целесообразные меры для расширения пути регулирования предусматривают, чтобы в опорной плите для удлинения регулировочных винтов была выполнена выемка вплоть до теплообменной плиты. В этом случае предпочтительно выполнять выемку в виде глубокого сверления, чтобы устранить проблемы, связанные с герметизацией опорной плиты.
Наконец, нужно тщательно следить, чтобы положение и, в особенности, наклон узких сторон кокиля, принимая во внимание безопасность процесса литья, должен быть установлен в очень узких границах. Для соблюдения требуемых допусков совершенно недостаточно только применения компонентов привода с уменьшенным зазором. К тому же затраты на изготовление непропорционально увеличиваются при увеличении требований точности. Поэтому для настоящего кокильного делителя предлагаются альтернативные варианты компенсации зазора. Возможно достичь компенсации зазора с помощью регулируемых гаек винтов. В кокилях с достаточной габаритной высотой можно на одной или двух других осях, предпочтительно на средней высоте между регулировочными винтами, установить действующие на тяге линейные приводные элементы, например гидравлический или пневматический цилиндр. Эти тяговые средства должны быть проложены так, чтобы они или во время всего времени производства, или только во время процессов регулирования действовали на опоры узких сторон с тяговым усилием, которое рассчитано так, чтобы они все зазоры в линии привода регулирования всегда приводили на напорной стороне к установке. Вместо линейных приводов могут также предлагаться для применения канатные передачи, приводящиеся в действие извне.
Этим можно минимизировать конструктивный объем, требуемый для компенсации зазора, в области регулирующего редуктора. Если имеющийся конструктивный объем не достаточен для этой формы компенсации зазора, предлагается компенсировать зазор в линии привода тем, чтобы, независимо от требуемого при работе направления регулирования, на последнем шаге регулирования всегда перемещаться навстречу ожидаемым при работе усилиям. Величина пройденного при этом пути должна быть больше, чем самый большой допустимый суммарный зазор в линии привода. Это решение одновременно является решением с наименьшими аппаратурно-техническими затратами.
С помощью описанного кокильного делителя могут быть также отлиты двойные заготовки в большом спектре с изменяющейся шириной отливки без прерывания производства и с оптимальным потоком при симметричном входном потоке расплава.
С помощью разъясненного в изобретении усовершенствования установок для слябов становится доступным экономически выгодное повышение качества стали, ощутимое с точки зрения металлургии.
Для применения в области обычного двойного литья нужно особо отметить значительно сокращенный с помощью изобретения подготовительный период. К тому же становится излишним иметь кокильные делители различной ширины для подгонки к изменяющемуся спектру форматов и тем самым также количество требуемых запасных частей.
Помимо этого, в кокилях с кокильным делителем существует также возможность сокращения длины переходных клиньев благодаря применению стратегии регулирования с плавным изменением наклона узкой стороны в процессе регулировки. В целом, при одновременном снижении выхода скрапа повышается возможность использования системы и тем самым повышается рентабельность установки непрерывной разливки.
Другие детали, отличительные черты и преимущества изобретения вытекают из нижеследующего разъяснения примера исполнения, схематически представленного на чертежах. Показано:
Фигура 1: регулируемый кокильный делитель (Conti-Twin-Divider), вид сбоку, с механическими регулирующими приводами, вид в плоскости А-А на Фигуре 2;
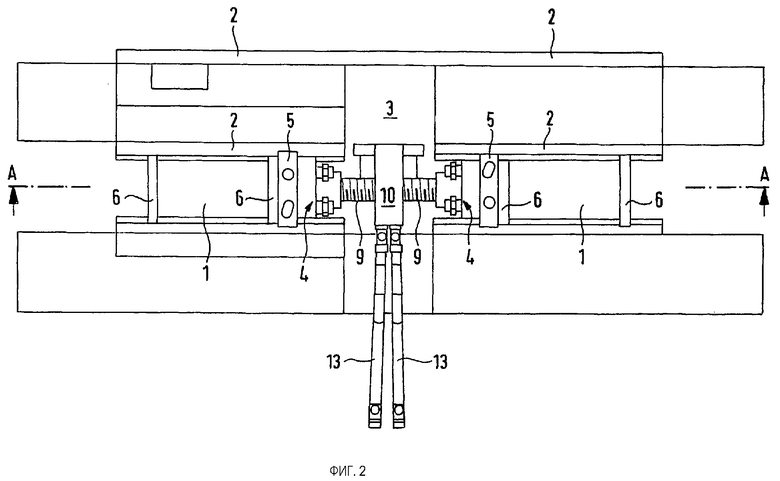
Фигура 2: кокильный делитель согласно Фигуре 1, вид сверху;
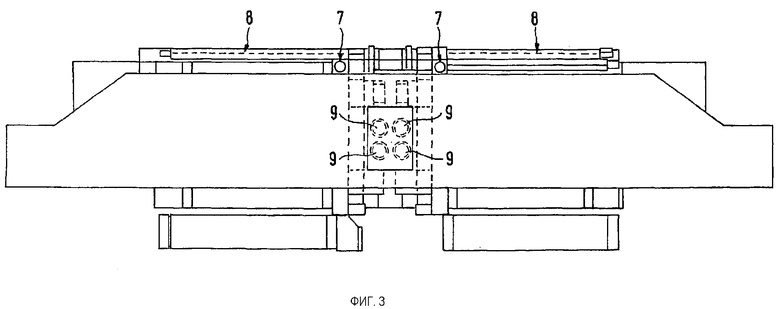
Фигура 3: кокильный делитель с гидравлическим или пневматическим приводами, вид сбоку кокиля;
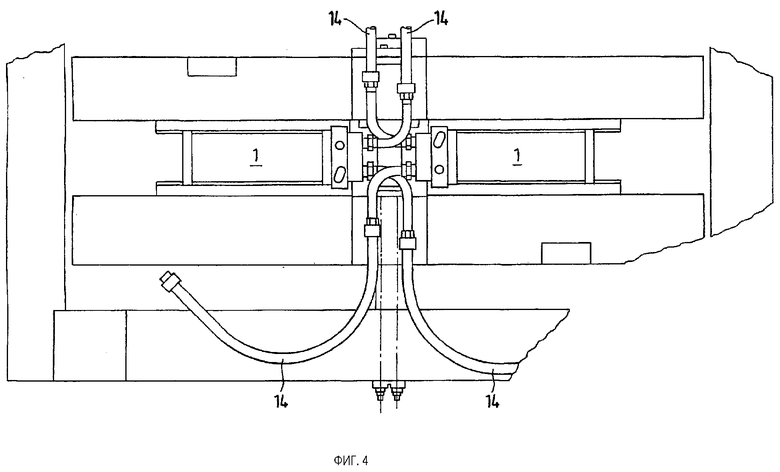
Фигура 4: кокильный делитель согласно Фигуре 3, вид сверху;
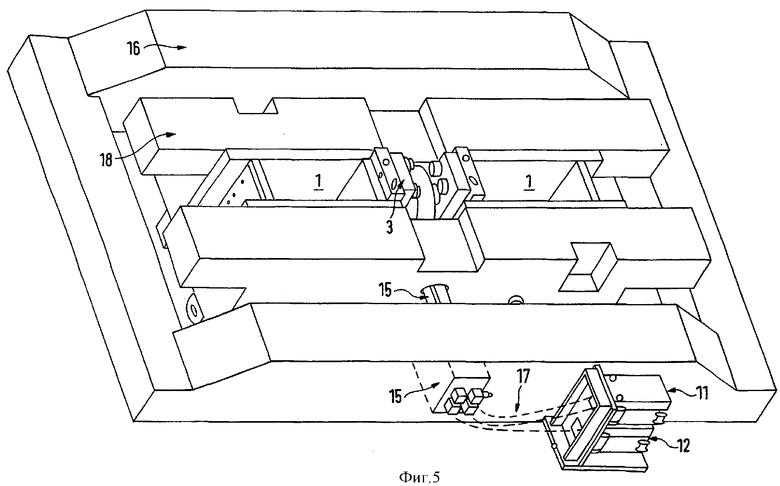
Фигура 5: кристаллизатор установки непрерывной разливки со встроенным в его среднюю часть корпусом регулируемого кокильного делителя, вид в перспективе;
Фигура 6: хвостовой винтовой привод для регулирования кокильного делителя в разрезе.
Фигура 1 показывает регулируемый кокильный делитель для установки в обычный кокиль для слябов 1 с секциями 6, с узкими сторонами, выполненными для бокового регулирования во время процесса литья. Кокильный делитель имеет неподвижный относительно кокиля 1, встроенный между его плитами 2 широких сторон корпус 3, который имеет исполнительные органы 4, устанавливаемые попарно друг над другом с обеих сторон по ширине кокиля 1, с закрепленными на их концах опорными плитами 5 и присоединенными к этим плитам теплообменными плитами 6 с узкими сторонами.
Исполнительные органы 4 кокильного делителя являются предпочтительно винтами 9, которые посредством встроенных в корпус 3 средств 10 привода через редуктор и валы 13 приводятся в действие электрически, гидравлически или пневматически с помощью расположенных снаружи двигателей 11, 12 согласно Фигурам 4 или 5.
Опорные плиты 5 для приема вертикальных нагрузок или усилий в верхней части, как это показывают Фигуры 3 и 6, оборудованы стоящими поперек направляющими пальцами 7, которые введены в направляющие пазы 8 с зацеплением и которые вставлены в верхней части плит 2 на широких сторонах кокиля.
Ссылочным номером 9 обозначены винты, которые представлены в разрезе на Фигуре 3.
Фигура 4 показывает средство 14 подачи гидравлического масла, предусмотренное для гидравлического привода винтов, присоединения которых к винтовым приводам 9 показаны на Фигуре 3.
В перспективном изображении согласно Фигуре 5 пунктирными линиями 17 для одной линии привода обозначено присоединение привода между находящимися снаружи двигателями 11, 12 и прохождение линии 15 привода как через границы 16 кокиля, так и через водяные кожухи 18.
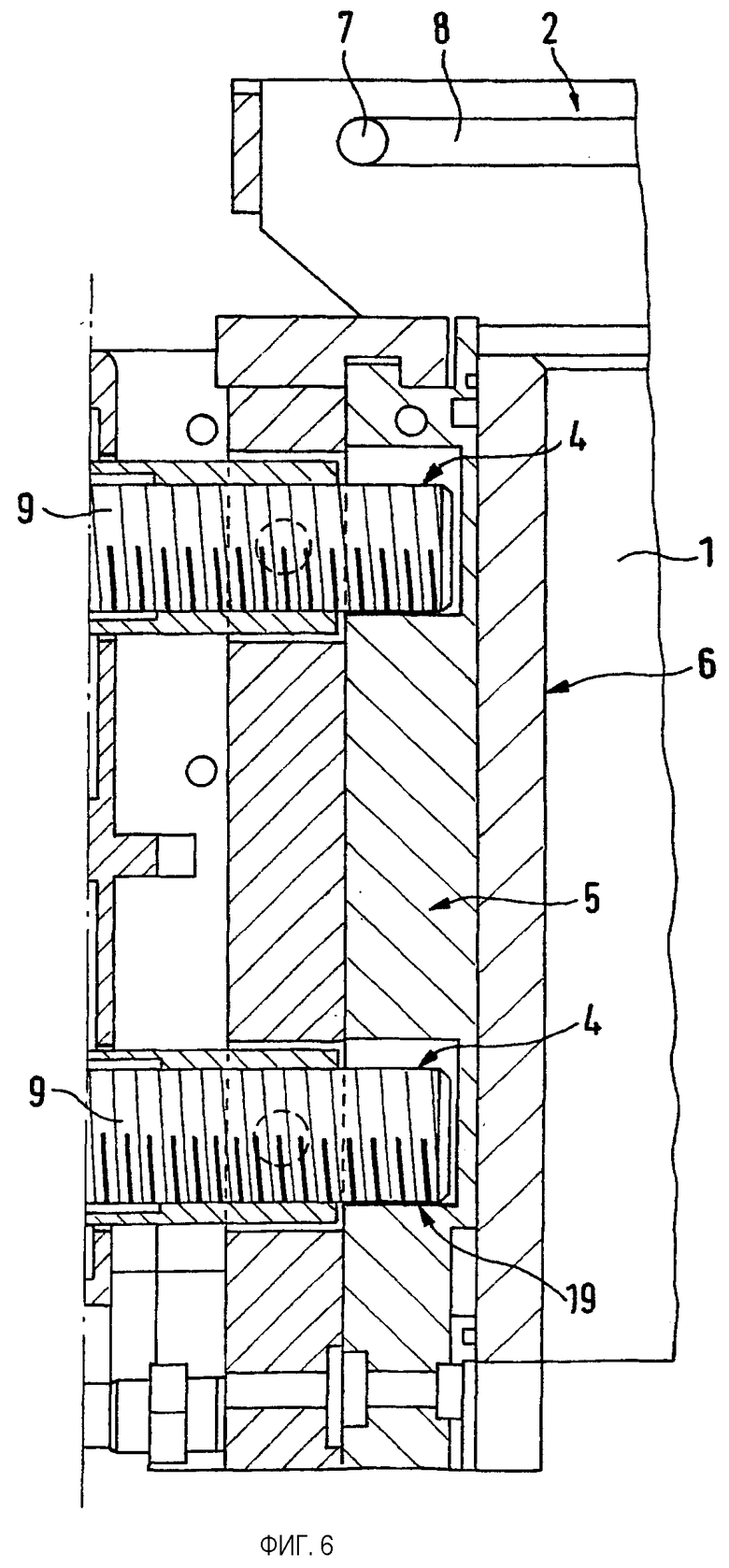
Фигура 6 показывает в разрезе перпендикулярно опорной плите 5 и расположенной на ней теплообменной плите 6, что для расширения пути регулирования винта 9 в опорной плите 5 делается выемка до теплообменной плиты 6, причем для предотвращения проблем герметичности предпочтительно выполнять выемку в опорной плите 5 в виде глубоких сверлений 19.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокильная машина | 1980 |
|
SU891210A1 |
| Автоматическая линия кокильного литья | 1966 |
|
SU270202A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЛИТЬЯ, ПО ВЫБОРУ, ШИРОКОЙ ЗАГОТОВКИ ИЛИ МАКСИМАЛЬНО В ДВА РАЗА БОЛЕЕ УЗКИХ ПО СРАВНЕНИЮ С НЕЙ ЗАГОТОВОК | 2005 |
|
RU2370338C2 |
| Кокильный станок | 1974 |
|
SU478679A1 |
| КОКИЛЬНЫЙ МОДУЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОАЛЮМИНИЕВЫХ ОТЛИВОК | 1994 |
|
RU2062681C1 |
| Кокильная машина | 1989 |
|
SU1713730A1 |
| КОКИЛЬНЫЙ ПОДДОН | 1972 |
|
SU428849A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Кокильная карусельная машина для изготовления крупногабаритных отливок | 1987 |
|
SU1637947A1 |
| КОКИЛЬНЫЙ СТАНОК | 1992 |
|
RU2041770C1 |
Изобретение относится к устройствам для литья заготовок, в частности кокильному делителю для установки в кокиль для слябов с узкими боковыми секциями для бокового регулирования для литья заготовок с изменяемой шириной заготовки. Кокильный делитель содержит выполненные для бокового регулирования секции с узкими сторонами для литья по выбору нескольких заготовок с изменяемой шириной заготовки, неподвижный относительно кокиля корпус, установленный между его плитами широких сторон, и устанавливаемые по обе стороны по ширине кокиля исполнительные органы, имеющие на своих концах опорные плиты и расположенные на них теплообменные плиты с узкими сторонами. Для регулирования ширины заготовки во время литья или в промежутке между литьем корпус содержит по два исполнительных органа, установленных попарно друг над другом с обеих сторон по ширине кокиля и выполненных с возможностью приведения в действие расположенными снаружи двигателями с помощью встроенных в корпус средств привода через редуктор и приводные валы. Изобретение позволяет отливать двойные заготовки в большом спектре с изменяющейся шириной отливки без прерывания производства и с оптимальным потоком при симметричном входном потоке расплава. 12 з.п. ф-лы, 6 ил.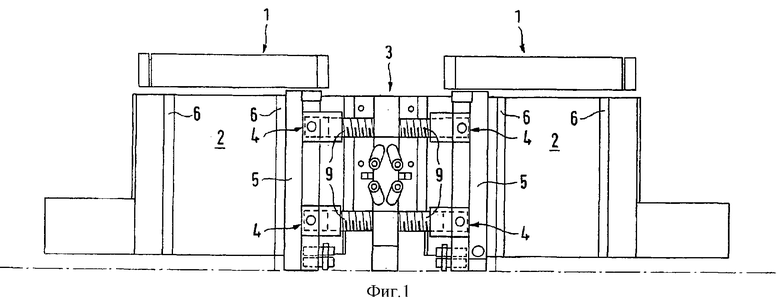
| Сырьевая смесь для получения гранулята | 1985 |
|
SU1308592A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРМООБРАЗУЮЩЕГО УСТРОЙСТВА МНОГОКРАТНО ИЗМЕНЯЕМОЙ КОНФИГУРАЦИИ | 1990 |
|
RU2017574C1 |
| КОКИЛЬ | 1989 |
|
RU2007262C1 |
| Дешифратор на дополняющих МДП-транзисторах | 1982 |
|
SU1059626A1 |

