Уровень техники
Изобретение относится к способу непрерывного получения ароматической дикарбоновой кислоты жидкофазным окислением диалкилароматического углеводорода с получением кислоты стабильного качества, в частности к способу непрерывного получения терефталевой кислоты и изофталевой кислоты.
Способ непрерывного получения карбоновых кислот жидкофазным окислением молекулярным кислородом (или кислородсодержащим газом) в присутствии катализатора, содержащего соединение тяжелого металла и соединение, являющееся донором брома (далее комбинация соединений металла и брома будет называться катализатором окисления), в уксусной кислоте в качестве растворителя описан в патентной заявке JP-B-39-8818. Этот способ широко применяется/реализуется в промышленном получении карбоновых кислот, основанном на описанном в патенте способе. В частности, непрерывном способом получают в крупном масштабе терефталевую и изофталевую кислоты, так как они широко применяются в промышленности.
Жидкофазное окисление алкилароматического углеводорода, являющееся основой способа, представляет собой мгновенную свободнорадикальную реакцию алкилароматического углеводорода с активированным кислородом. Так как на протекающую в реакторе реакцию непосредственно влияет много параметров, последовательно исследовано влияние на реакцию каждого из них при поддержании постоянными значения других параметров. Предложен способ получения, учитывающий все эти влияния в целом.
Кроме того, в патентных заявках JP-A-50-32140 и JP-A-10-259160 в качестве производственной системы предложен способ, в котором получаемую ароматическую карбоновую кислоту отделяют от смеси продуктов окисления и, по меньшей мере, часть образующегося маточного раствора без дополнительной его обработки рециркулируют для повторного использования в качестве растворителя.
Таким образом, при промышленном способе получения ароматической карбоновой кислоты как на реакцию, так и на повторное использование образующегося маточного раствора в результате его рециркуляции влияют многие параметры. Количество рециркулируемого маточного раствора и содержание в нем катализатора и воды могут меняться в зависимости от способа переработки растворителя после стадии окисления, и приготовление реакционного растворителя дополнительно увеличивает число параметров, влияющих на окисление. Поэтому при получении в установках непрерывного действия на окисление влияет большее количество параметров, что, в свою очередь, приводит к менее стабильному процессу окисления.
Поэтому способ сложен и неэффективен для непрерывного и стабильного получения в течение длительного периода времени в промышленном масштабе, хотя стадия окисления может быть эффективно проведена в течение непродолжительного периода времени в результате независимого друг от друга регулирования индивидуальных параметров, которые определяют условия проведения реакции, как описано в вышеприведенных патентных заявках.
Рециркулируемый маточный раствор содержит высокую концентрацию воды и в результате некоторых потерь в реакционной системе (величина потерь изменяется от 15 до 50 вес.%), связанных с протеканием реакции, более низкую концентрацию катализатора окисления и меньшее количество брома. Для приготовления реакционного растворителя из маточного раствора необходима регенерированная уксусная кислота и добавление компонента катализатора для одновременного поддержания его количества и состава (с индикацией соответствующих концентраций кобальта, марганца, брома и воды) внутри регулируемых диапазонов. Однако на практике трудно приготовить реакционный растворитель стабильного состава для подачи его в реактор. Изменение состава реакционного растворителя так неблагоприятно влияет на каталитическую активность, что приводит к меньшей стабильности процесса окисления и качества получаемой карбоновой кислоты. Наряду с этим на процесс окисления, а также на давление и температуру реакции влияет изменение концентрации воды, ингибитора реакции, что в результате делает реакцию саму по себе менее стабильной.
Кроме того, установлено компромиссное соотношение между качеством карбоновой кислоты (зависящей от содержания примесей, представленных 4-карбоксибензальдегидом (4-КБА)), получаемой окислением в среде уксусной кислоты, и величиной потерь уксусной кислоты в результате окислительной деструкции в связи с возможным окислением, как описано в патентных заявках JP-A-51-127037 и JP-A-51-136642. Поэтому для эффективного и стабильного проведения реакции окисления и обеспечения более высоких экономических показателей получения и стабильности качества продукта при получении карбоновой кислоты в промышленном масштабе необходимо тщательно проанализировать ситуацию с компромиссом между более высокой чистотой карбоновой кислоты и более низкими потерями уксусной кислоты.
Сущность изобретения
Традиционная блок-схема получения ароматической дикарбоновой кислоты приведена на фиг.8, где стадия окисления изображена в центральной части схемы, и далее будет в целом описан способ с теми проблемами, которые следует решить.
Прежде всего, в качестве смесителя используют емкость 101 для подачи в нее п-ксилола, в которой осуществляют смешение углеводородного сырья с растворителем, или приготовление в ней растворителя, как описано в патентных заявках JP-A-10-218837 и JP-A-10-259160.
Емкость 101 используют для приготовления реакционного растворителя из рециркулируемого/повторно используемого маточного раствора из резервуара 110 и уксусной кислоты (свежей/регенерированной уксусной кислоты) и для восполнения количества катализатора окисления вне зависимости от того, вводится сырье, п-ксилол или нет, и, кроме того, для корректировки состава заранее приготовленного растворителя путем использования свежего катализатора в виде соединения металла (в форме раствора или жидкости) и свежего соединения брома (в форме раствора или жидкости) для восполнения дефицита в растворителе металлического катализатора и брома. Дефицит металлического катализатора и брома определяют измерением их концентраций (анализируемых по позиции A10) и рассчитывают требуемые количества свежих соединений металла и брома соответственно (анализатор/регулятор потока, AFC10). При введении сырья, п-ксилола, смеситель сырья 101 используют для обеспечения подачи п-ксилола, восполнения количества растворителя, чтобы оно удовлетворяло заданному его соотношению к п-ксилолу (концентрации п-ксилола), и также для восполнения количества катализатора окисления (концентрации катализатора) при получении их них смеси. С другой стороны, когда сырье, п-ксилол, не добавляют, эту емкость используют для восполнения до заданного значения количества растворителя, а также катализатора окисления (концентрации катализатора) при приготовлении реакционного растворителя. Проводят анализ состава полученной таким образом смеси (или растворителя), который затем корректируют путем регулирования с обратной связью.
При такой методике количество растворителя может быть восполнено до его заданного соотношения к сырью, п-ксилолу (относительного расхода растворителя или концентрации п-ксилола), но концентрация или состав катализатора окисления не могут быть быстро, без задержки, восстановлены, так как меняется количество циркулирующего маточного раствора и концентрация в нем катализатора, что приводит к нестабильности процесса приготовления. Кроме того, при циркуляции маточного раствора практически не удается регулировать содержание воды, которое достигает в нем высокого уровня.
Для преодоления такой проблемы часть возвращаемого конденсата из реактора окисления 2 выводят снизу из газожидкостного сепаратора 104 и подают в реактор окисления 102 такое соответствующее количество свежей уксусной кислоты, чтобы содержание воды в реакционном растворе, которое может повышаться из-за высокого содержания воды в растворителе и образования воды в результате реакции, поддерживалось при постоянном значении (15 вес.%) или меньше, как описано в патентной заявке JP-A-50-32140. При осуществлении в промышленном масштабе непрерывного способа подачу уксусной кислоты, соответствующую выведенному конденсату, осуществляют заранее в емкость для смешения сырья 101, чтобы поддерживать содержание воды в маточном растворе на уровне 15 вес.% или ниже.
При таком подходе изменение количества выводимого конденсата (увеличивающееся или уменьшающееся) является эффективной мерой для изменения содержания воды (более высокого или более низкого) в реакционном растворе, но это может привести к нарушению материального баланса в реакционной системе и, таким образом, сделать процесс окисления нестабильным. Изменение подачи уксусной кислоты приводит к изменению содержания материалов (содержания катализатора и воды) в емкости для смешения сырья 101 и состава приготовленной в ней содержащей сырье смеси, что также приводит к нестабильному окислению.
Более конкретно, под дополнительно вводимой уксусной кислотой подразумевают регенерированную уксусную кислоту, выводимую снизу ректификационной колонны дегидратации 112 с содержанием воды около 5 вес.% (от 2 до 10 вес.%). Содержание воды в уксусной кислоте может постоянно меняться. Следует отметить, что под свежей/регенерированной уксусной кислотой имеют в виду уксусную кислоту, необязательно восполняемую за счет свежей промышленной уксусной кислоты (уксусной кислоты 99,5 вес.% чистоты), и она соответствует по качеству регенерированной уксусной кислоте. К свежей/регенерированной уксусной кислоте добавляют отмытую уксусную кислоту, которую получают промывкой/абсорбцией паров уксусной кислоты из отходящего реакционного газа на нижней тарелке абсорбера газа высокого давления 105. Такое добавление промытой уксусной кислоты может приводить к значительному изменению содержания воды в свежей/регенерированной уксусной кислоте, подаваемой для приготовления реакционного растворителя в емкость для смешения сырья 101.
При применении метода, в котором полученную твердую терефталевую кислоту после ее отделения в сепараторе типа "твердая фаза-жидкость" 107 промывают уксусной кислотой и промывную (отработанную) жидкость смешивают с маточным раствором для рециркуляции/повторного использования, в маточном растворе может также меняться содержание катализатора и воды в зависимости от количества промывной (отработанной) жидкости в смеси.
Таким образом, в традиционном способе промышленного получения ароматической дикарбоновой кислоты содержащая сырье смесь, приготовленная в емкости для смешения сырья 101, может в любой момент изменить ряд технологических параметров (относительный расход растворителя, концентрацию и состав катализатора, содержание воды). Этот способ является неэффективным, так как в нем, в частности, не применяются меры контроля, позволяющие точно регулировать изменяющееся содержание воды.
Что касается реактора окисления 102, то заданное количество смеси, содержащей сырье (содержащей п-ксилол), или реакционный растворитель из смесителя сырья 101 подают в реактор вместе с заданным количеством п-ксилола, подаваемым, если необходимо, по другой линии (не показанной); и одновременно вводят через нижнюю часть в реактор 102 заданное количество кислородсодержащего газа (обычно воздуха) для проведения окисления.
В реакторе 102 окисление происходит в жидкой фазе в определенном интервале температур при поддержании в системе повышенного давления. Из реактора 102 через верх отводится значительное количество тепла экзотермической реакции отходящим газом реакции (отходящим газом), содержащим пары растворителя, образующиеся в реакционной системе. Отходящий газ, содержащий образовавшийся пар, затем подают в конденсатор/холодильник 103, расположенный выше реактора 102, для конденсации почти всего образовавшегося пара, и полученный конденсат улавливают газожидкостным сепаратором 104 (при 100°C или ниже) и возвращают в реактор 102. Поэтому такое конструктивное оформление системы позволяет почти полностью сохранить в системе уксусную кислоту (содержащую воду уксусную кислоту), используемую в качестве реакционного растворителя. Так как необходимо, чтобы содержание воды в реакционном растворе поддерживалось на заданном уровне или ниже, для того чтобы рециркулировать или как-либо иначе использовать маточный раствор, часть конденсата, возвращаемого в реактор 102, выводят.
До такого частичного вывода конденсата в емкость смешения сырья 101 подают соответствующее количество уксусной кислоты, как описано выше. Вывод конденсата, подача уксусной кислоты и содержащейся в ней воды приводит к изменению содержания воды, концентрации и состава катализатора. В связи с этим традиционный способ неблагоприятно влияет на реакционную способность системы. Температура реакции также изменяется, так как реактор 102 находится под давлением, что приводит к менее стабильному окислению.
Что касается продукта, то смесь продуктов, содержащую полученную терефталевую кислоту, выдерживают в реакторе 102 в течение заданного периода времени, а затем направляют во второй реактор окисления (не показан) при более низком давлении, чем в реакторе 102, следуя показаниям регулятора уровня жидкости LIC, которым снабжен реактор 102, и подвергают окончательному дополнительному окислению. Далее продукт направляют в кристаллизатор 106 и охлаждают при пониженном давлении для кристаллизации терефталевой кислоты.
Реактор второго окисления используют для того, чтобы доокислить присутствующие в смеси продуктов, поданной из реактора первого окисления 102, небольшие количества непрореагировавшего п-ксилола и промежуточных соединений реакции, таких как 4-КБА, как описано в патентных заявках JP-A-51-39642 и JP-A-56-10138. Это окисление проводят при такой же температуре, как в первом реакторе окисления 102, или ниже.
Кристаллическую терефталевую кислоту, образовавшуюся в маточном растворе в кристаллизаторе 106, затем направляют в сепаратор типа "твердая фаза-жидкость" 107 при многократной ее рециркуляции в продуктовую смесь и отделяют, и промывают для получения извлекаемого осадка терефталевой кислоты, который пропитан промывной жидкостью (уксусной кислотой). Осадок затем направляют в сушилку 108 и сушат для получения конечного продукта, терефталевой кислоты.
Отделенный маточный раствор хранят некоторое время в емкости для маточного раствора 110 и рециркулируют для приготовления реакционного растворителя. Уксусную кислоту обычно используют для промывки выделенной терефталевой кислоты, и промывная уксусная кислота (отработанная) может храниться некоторое время в емкости 111 для повторного ее использования вместе с маточным раствором для приготовления реакционного растворителя.
Для стабилизации реакции окисления непрерывного способа окисления для промышленного получения ароматической карбоновой кислоты важно приготовить стабильный реакционный растворитель и важно стабилизировать подачу реакционного растворителя и его отношение к вводимому сырью, диалкилароматическому углеводороду (относительный расход растворителя), а также концентрацию и соотношение компонентов в катализаторе и концентрацию воды в реакционной системе, как детально описано выше. Также необходимо стабилизировать температуру и давление реакционной системы, и время пребывания сырья в ней.
Однако реакционный растворитель готовят из маточного раствора, в котором меняются содержание воды, концентрации катализатора и брома и их соотношение в каталитической композиции (содержание воды от 8 до 15 вес.%, концентрации катализатора и брома и отношение брома к металлу переменны), и уксусной кислоты с переменным содержанием воды (свежей/регенерированной уксусной кислоты с содержанием воды от 2 до 10 вес.%). Реакционный растворитель должен быть приготовлен так, чтобы стабилизировать относительный расход растворителя (его отношение к вводимому сырью, диалкилароматическому углеводороду) и содержание воды, а также концентрацию и соотношение компонентов катализатора окисления в реакционной системе при балансе введенного реакционного растворителя с частично выводимым возвращаемым конденсатом, и объектом изобретения является приготовление реакционного растворителя таким образом, чтобы иметь точный его состав и точно регулировать его подачу.
Другим объектом изобретения является стабилизация условий проведения реакции после введения реакционного растворителя, таких как температура в реакционной системе и содержание кислорода в использованном газе.
Целью настоящего изобретения является разработка непрерывного способа получения ароматической дикарбоновой кислоты, который позволяет осуществить прежде всего стабильный процесс окисления для получения продукта, дикарбоновой кислоты, стабильного качества и проводить окисление при экономии ресурсов и энергии, в результате чего вышеназванные цели могут быть достигнуты.
Для достижения вышеназванной цели настоящее изобретение предлагает способ получения ароматической дикарбоновой кислоты, содержащий жидкофазное окисление диалкилароматического углеводорода содержащим молекулярный кислород газом в присутствии катализатора, содержащего кобальт, марганец и бром в уксусной кислоте в качестве растворителя, и который содержит:
предварительную стадию приготовления реакционного растворителя в емкости для приготовления реакционного растворителя путем введения соединения кобальта, соединения марганца и соединения брома в смесь, по меньшей мере, части маточного раствора и уксусной кислоты, причем маточный раствор получают выделением из него продукта, дикарбоновой кислоты; и
стадию окисления, содержащую процесс окисления, процесс конденсации/охлаждения, процесс регулирования вывода и процесс подачи, в которой процесс окисления содержит непрерывную подачу в реактор окисления 1 весовой части диалкилароматического углеводорода в качестве сырья и от 2,5 до 4 весовых частей реакционного растворителя, который готовят на предварительной стадии, одновременную подачу в реактор окисления содержащего молекулярный кислород газа, и окисление сырья в жидком состоянии в реакторе окисления; в которой процесс конденсации/охлаждения содержит охлаждение отходящего газа реакции, содержащего пар, который образуется в реакторе окисления, для того чтобы поддерживать постоянной температуру реакции по мере протекания окисления в процессе окисления, возврат конденсата, получаемого охлаждением отходящего газа реакции, в реактор окисления и вывод, по меньшей мере, части возвращаемого конденсата; в которой процесс регулирования вывода содержит измерение концентрации присутствующей воды, по меньшей мере, в части конденсата, выводимого в процессе конденсации/охлаждения, и регулирование количества вывода для достижения заданной величины концентрации воды; и в которой процесс подачи содержит дополнительно подачу, соответствующую подаче уксусной кислоты, которая связана с выводимым количеством, в реактор окисления одновременно с регулированием выводимого количества в процессе регулирования вывода,
в котором на стадии окисления реакционную смесь, полученную окислением в реакторе окисления, выводят непрерывно или периодически при регулировании уровня жидкости в реакторе окисления для получения продукта, терефталевой кислоты.
Настоящее изобретение также предлагает способ получения ароматической дикарбоновой кислоты, в котором процесс конденсации/охлаждения стадии окисления содержит охлаждение отходящего реакционного газа, содержащего пар, который образуется в реакторе окисления, с использованием двух или более конденсаторов/холодильников, соединенных друг с другом последовательно, возврат конденсатов из соответствующих конденсаторов/холодильников в реактор окисления, и отвод, по меньшей мере, части возвращаемого конденсата из последнего конденсатора/холодильника.
Настоящее изобретение также предлагает способ получения ароматической дикарбоновой кислоты, в котором предварительная стадия содержит приготовление реакционного растворителя, содержащего заданные количества кобальта, марганца и брома, путем измерения заранее концентраций кобальта, марганца и брома в маточном растворе, вводимого путем рециркуляции, и объединение маточного раствора с раствором соединений кобальта и марганца и раствором соединения брома в соответствующих требуемых количествах, зависящих от измеренных концентраций кобальта, марганца и брома в маточном растворе.
Настоящее изобретение также предлагает способ получения ароматической дикарбоновой кислоты, в котором предварительная стадия содержит использование множества емкостей для приготовления реакционного растворителя.
Настоящее изобретение также предлагает способ получения ароматической дикарбоновой кислоты, в котором процесс окисления стадии окисления содержит смешение 1 весовой части диалкилароматического углеводорода в качестве сырья и от 2,5 до 4 весовых частей реакционного растворителя, который готовят на предварительной стадии, и введение получающейся смеси в реактор окисления.
Настоящее изобретение также предлагает способ получения ароматической дикарбоновой кислоты, в котором стадия окисления дополнительно содержит процесс регулирования температуры реакции, регулирующий температуру реакции в реакторе окисления путем регулирования давления в реакторе окисления.
Настоящее изобретение также предлагает способ получения ароматической дикарбоновой кислоты, в котором процесс регулирования температуры реакции содержит регулирование давления в реакторе окисления путем получения в газожидкостном сепараторе несконденсированного отходящего реакционного газа, отделенного от конденсата, который получают в процессе конденсации/охлаждения, промывку несконденсированного отходящего газа в абсорбере газа высокого давления, и регулирование давления полученного отмытого отходящего газа.
Настоящее изобретение также предлагает способ получения ароматической дикарбоновой кислоты, в котором стадия окисления дополнительно содержит процесс регулирования концентрации кислорода, регулирующий концентрацию кислорода в отходящем газе, выводимом из реактора окисления при заданной концентрации 8 об.% или менее, путем регулирования подачи кислородсодержащего газа, подаваемого в реактор окисления.
Настоящее изобретение также предлагает способ получения ароматической дикарбоновой кислоты, в котором процесс регулирования концентрации кислорода содержит регулирование концентрации кислорода в отходящем газе, выведенном из реактора окисления, путем подачи в газожидкостный сепаратор несконденсированного отходящего реакционного газа, отделенного от конденсата, который подают в процесс конденсации/охлаждения, промывку несконденсированного отходящего реакционного газа в абсорбере газа высокого давления и регулирование концентрации кислорода в полученном отмытом отходящем газе.
Такая структура системы и регулирование для данного способа согласно настоящему изобретению прежде всего позволили стабилизировать процесс окисления и тем самым получение продукта дикарбоновой кислоты стабильного качества, также как и осуществление окисления при экономии ресурсов и энергии. В частности, стабилизация качества продукта воздействует на стабильность операций очистки и систем полимеризации на последующих стадиях переработки и, что наиболее важно, обеспечивает получение соответствующих продуктов однородного качества. Для того чтобы общий эффективный способ получения был воплощен в реальность, также важно, чтобы соответствующие системы обеспечивали более высокий выход продукта, также как и более высокую экономию ресурсов.
Агрегат для окисления согласно настоящему изобретению за счет подавления побочных реакций, которые могут протекать в результате изменения количеств катализатора окисления, уксусной кислоты и кислородсодержащего газа, дает непосредственный эффект стабилизации выхода продукта, оптимизации количества второстепенных материалов и снижения колебаний расхода электроэнергии и технологического пара, приводящий к эффективному получению дикарбоновой кислоты.
Следует отметить, что при окислении алкилароматического углеводорода обычно устанавливают компромиссное соотношение между качеством производимой карбоновой кислоты и потерями за счет окислительной деструкции уксусной кислоты. Поэтому при ее промышленном получении желательно стабильно производить карбоновую кислоту необходимого качества, но при реакционных условиях, при которых потери в результате окислительной деструкции уксусной кислоты низкие.
Например, зависимость между чистотой (содержанием 4-КБА, то есть промежуточного продукта реакции) получаемой терефталевой кислоты и потерями в результате окислительной деструкции уксусной кислоты приведена на фиг.4 в качестве одного примера окисления п-ксилола в промышленном масштабе. Более высокая чистота терефталевой кислоты (более низкое содержание 4-КБА) приводит к более высоким потерям уксусной кислоты. Таким образом, при получении терефталевой кислоты с заданным содержанием 4-КБА стабильность (или отклонение) содержания 4-КБА в производимой терефталевой кислоте является доминирующим фактором для экономики получения.
А именно в случае, когда содержание 4-КБА согласно технической характеристике продукта составляет 3000 ч/млн, неустойчивый производственный процесс с отклонением содержания ±500 ч/млн 4-CBA следует проводить при заданном содержании 4-КБА 2500 ч/млн (потери при окислительной деструкции уксусной кислоты: около 43 кг/тонна ТК). Однако если стабильность проведения процесса повышена так, что он имеет отклонение содержания 4-КБА ±100 ч/млн, то его можно проводить при заданном содержании 4-КБА 2900 ч/млн (потери при окислительной деструкции уксусной кислоты: около 41 кг/тонна ТК), что обеспечивает более стабильное качество продукта и более низкие потери при окислительной деструкции уксусной кислоты.
Согласно настоящему изобретению такое улучшение в эксплуатационной стабильности может быть достигнуто соответственно за счет увеличения количества позиций проведения анализа и частоты анализа и модификации системы регулирования, которая включает, например, установку приборов регуляторов/задатчиков и модифицирование трубопроводной системы.
Как было детально описано выше, стабильное промышленное получение с использованием соответствующих количеств материалов и соответствующих энергетических затрат улучшает качество продукта, такое как однородность продукта, и снижает издержки получения наряду с экономией от эффекта увеличения масштаба получения.
Краткое описание чертежей
На фиг.1 приведена технологическая схема улучшенного получения терефталевой кислоты и осуществление системы регулирования для стабилизации реакции окисления согласно настоящему изобретению.
На фиг.2 приведен пример системы регулирования для осуществления более стабильного приготовления реакционного растворителя согласно настоящему изобретению.
На фиг.3 приведена зависимость между концентрацией воды в маточном растворе и концентрацией воды в возвращаемом конденсате в настоящем изобретении, которая является зависимостью концентрации воды от возвращаемой жидкости первой стадии и возвращаемой жидкости второй стадии в случае, когда конденсатор и холодильник присоединены к верхней части реактора в две стадии.
На фиг.4 представлен график зависимости между содержанием 4-КБА в продукте, (полученной) терефталевой кислоте, и потерями в результате окислительной деструкции уксусной кислоты в примере (черные кружочки) и сравнительном примере (белые кружочки) настоящего изобретения.
На фиг.5 представлен график зависимости концентраций кобальта, брома и воды (H2O) в реакционном растворителе (подаваемом растворе) и маточном растворе от времени реакции в примере настоящего изобретения.
На фиг.6 представлен график зависимости содержания 4-КБА в полученной терефталевой кислоте от времени реакции в примере (черные кружочки) и сравнительном примере (белые кружочки) настоящего изобретения.
На фиг.7 представлен график зависимости концентраций кобальта, брома и воды (H2O) в смеси сырья (подаваемый раствор) и маточном растворе от времени реакции в сравнительном примере настоящего изобретения.
На фиг.8 представлена технологическая схема традиционного общего получения терефталевой кислоты.
Описание обозначений
1 - емкость для приготовления реакционного растворителя, 1A - емкость А для приготовления реакционного растворителя, 1B - емкость В для приготовления реакционного растворителя, 2 - реактор окисления, 3 - конденсатор/холодильник, 3А - конденсатор/холодильник (парогенератор: первая стадия), 3B - конденсатор/холодильник (часть с водяным охлаждением: вторая стадия), 4 - газожидкостный сепаратор, 5 - абсорбер газа высокого давления, 6 - кристаллизатор, 7 - сепаратор типа "твердая фаза-жидкость", 8 - сушилка, 9 - сборник продукта, 10 - резервуар для маточного раствора, 11 - резервуар для промывной (отработанной) жидкости, 12 - ректификационная колонна дегидратации, 13 - выпарная установка маточного раствора, 21 - свежая/регенерированная уксусная кислота, 22 - п-ксилол, 23 - металлический катализатор, 24 - соединение брома, 25 - свежая/регенерированная уксусная кислота, 26 - регенерированная уксусная кислота, 31 - отходящий газ, 32 - вода, 33 - свежая/регенерированная уксусная кислота, 34 - отработанная вода, 35 - осадок, 36 - регенерированная уксусная кислота, 37 - свежая/регенерированная уксусная кислота, 40 - продукт, терефталевая кислота, от А0 до A4, A1A, A1B - анализатор или позиция проведения анализа, от FC1 до FC10, FC1B, FC2A, FC3A, FC3B, FC4A, FC4B - регулятор потока, PIC1 - регулятор давления, TI - индикатор температуры, LIC1 и LIC2 - индикатор/регулятор уровня жидкости, FFC1 и FFC2 - задатчик соотношения потоков, TPC1 - регулятор температура-давление, AFC0, AFC1, AFC3, AFC1A, AFC1B - анализатор/задатчик потока.
Предпочтительные варианты осуществления изобретения
Варианты осуществления способа непрерывного получения ароматической дикарбоновой кислоты настоящего изобретения описаны со ссылкой на фигуры. Авторы настоящего изобретения изучили влияния различных параметров на реакцию окисления и провели исследования по стабильному приготовлению и подаче реакционного растворителя для осуществления стабильной непрерывной реакцию окисления. Авторы настоящего изобретения также разработали способ, который позволяет единообразно регулировать протекание реакции с целью стабилизации системы реакции окисления. В результате для проведения непрерывной реакции окисления в оборудовании для промышленного получения ароматической дикарбоновой кислоты при приготовлении реакционного растворителя следует принимать во внимание только количество реакционного растворителя, концентрации содержащегося в нем катализатора окисления и их соотношение в композиции, и проблемы были решены путем метода регулирования концентраций воды в реакционной системе без учета концентрации воды в вводимом реакционном растворителе, основанном на следующей системе. Другие параметры реакции, такие как температура реакции и концентрация кислорода в отходящем газе, регулируют в результате создания следующей системы процесса и его системы регулирования, которые разработаны в настоящем изобретении.
Осуществление системы процесса и системы его регулирования согласно настоящему изобретению описывается со ссылкой на фиг.1.
(1) Маточный раствор из резервуара маточного раствора 10 и уксусную кислоту (свежую/регенерированную уксусную кислоту) подают в емкость 1 для приготовления реакционного растворителя, основываясь на заданных количествах, распределяемых задатчиком потока FFC1 для приготовления заранее определенного количества реакционного растворителя. Заданные количества в задатчике потока FFC1 определяют на основе информации по поступлению растворителя, подаваемого в реактор окисления 2 из емкости приготовления реакционного растворителя 1 через регулятор потока FC5.
Одновременно с помощью анализатора (позиция проведения анализа) A1 измеряют каждую концентрацию катализатора окисления в циркулирующем маточном растворе и в комбинации с данными о количестве рецикла из задатчика потока FFC1 приготавливают реакционный растворитель путем добавления соединения металлов катализатора 23 и соединения брома 24 при корректировке регуляторов потока FC4 и FC3 анализатором/задатчиком потока AFC1 так, чтобы катализатор окисления в реакционном растворителе имел заданную концентрацию и заданное соотношение компонентов состава.
Однако в этом методе концентрации катализатора окисления и воды в отделенном маточном растворе, разделенном в сепараторе типа "твердая фаза-жидкость" 7, меняются в зависимости от количества промывной (отработанной) жидкости, как описано выше. Доля брома в составе катализатора также меняется в зависимости от степени реакционной способности. Кроме того, концентрации катализатора окисления и воды меняются в зависимости от отношения отделенного маточного раствора и уксусной кислоты. Концентрация воды в приготовленном растворителе также меняется из-за изменения концентрации воды в приготовляемой уксусной кислоте (также из-за содержания отмытой уксусной кислоты 26 из абсорбера газа высокого давления 5). Таким образом, в настоящем изобретении только заданное количество растворителя (или относительный расход растворителя, весовое отношение растворитель/диалкилароматический углеводород: от 2,5 до 4), концентрацию и соотношение компонентов в катализаторе окисления (тяжелый метал и бром) в реакторе окисления 2 регулируют в емкости приготовления реакционного растворителя 1, и регулирование, и приготовление осуществляют на основе системы регулирования прямого действия без учета концентраций воды.
Стабильность концентраций катализатора окисления в реакционном растворителе может быть подтверждена измерением с помощью анализатора (позиция анализа) A2. Однако при отклонении концентрации катализатора в циркулирующем маточном растворе и других подобных показателей они не могут быть в достаточной степени стабилизированы из-за запаздывания измерений отклонения концентрации катализатора или из-за относительно небольшого объема емкости приготовления реакционного растворителя 1 (короткого времени пребывания), но если для приготовления реакционного растворителя используют две емкости 1A и 1B и применяют систему двойного регулирования концентраций катализатора, содержащую грубое регулирование концентраций катализатора в емкости приготовления реакционного растворителя 1A и точное регулирование концентраций катализатора в емкости приготовления реакционного растворителя 1B, как показано на фиг.2, то количество реакционного растворителя и концентрации катализатора могут быть стабильными. Иными словами, при введении растворителя, приготовленного в емкости приготовления реакционного растворителя 1A, в емкость приготовления реакционного растворителя 1B измеряют концентрации катализатора на позиции анализа A1B и на основе заданного количества в анализаторе/задатчике потока AFC1B вводят соединение металлического катализатора и соединение брома в емкость приготовления 1B путем корректировки регуляторов потока FC4B, FC3B, и, если необходимо, туда вводят уксусную кислоту 25 с помощью регулятора потока FC2B. Благодаря такому двойному регулированию концентраций, основанному на системе регулирования прямого действия, улучшается точность приготовления.
При этом для подачи стабильного количества растворителя (относительного расхода растворителя) предпочтительно использовать метод, в котором количество растворителя в емкостях приготовления растворителя 1A и 1B корректируют в первую очередь на основе скоростей потока, определенных с помощью задатчика потока FFC1. Например, растворитель может быть подан в емкость приготовления реакционного растворителя 1B из емкости приготовления реакционного растворителя 1A в соответствии с регулятором уровня жидкости LIC2.
(2) Реакционный растворитель, приготовленный в емкости приготовления реакционного растворителя 1 с заданной концентрацией катализатора, вводят в реактор окисления 2 вместе с заданным количеством растворителя, рассчитанным на основе подачи сырья, диалкилароматического углеводорода (определяемого количеством производимой дикарбоновой кислоты), раздельно или вместе с сырьем, диалкилароматическим углеводородом 22, при корректировке с помощью регуляторов потока FC5, FC6, основанной на задатчике потока FFC2. Предпочтительно, чтобы сырье, диалкилароматический углеводород 22, и реакционный растворитель смешивали в заранее определенных количествах и затем вводили в реактор окисления для стабилизации реакции. Даже если их вводят раздельно, предпочтительно чтобы их смешивали гомогенно в емкости для смешения или смесителе на линии до введения в реактор окисления 2.
В вышеприведенной системе реакционный растворитель, содержащий стабильную, заданную концентрацию катализатора окисления, подают при стабильной подаче (относительном расходе растворителя) относительно подачи сырья, диалкилароматического углеводорода.
При этом количество растворителя (относительный расход растворителя) и концентрацию катализатора (металл и бром) относительно сырья, ожидаемого в реакционной системе окисления, определяют до подачи в реактор окисления 2, что позволяет осуществлять подачу каждого из них в результате простой корректировки. Такое регулирование стабилизирует количество реакционного растворителя и концентрацию катализатора, являясь первичным методом стабилизации реакции окисления.
(3) Концентрация воды в реакционной системе окисления включает воду, вводимую с реакционным растворителем, и воду, образующуюся при реакции окисления. Абсолютное значение концентрации изменяется в зависимости от концентрации воды в подаваемом растворителе и подачи растворителя (относительного расхода растворителя), и при обычном условии предполагается, что концентрация воды в реакционной системе окисления составляет от 15 до 25% по весу. По этой причине следующим важным параметром является стабилизация концентрации воды в системе, которая понижает скорость реакции окисления до низкого уровня.
Установив это, авторы настоящего изобретения обнаружили, что концентрация воды в отводимом конденсате и концентрация воды в реакционной системе (маточный раствор) тесно связаны, как показано на фиг.4, и что концентрация воды в реакционной системе может быть откорректирована путем регулирования концентрации воды в отводимом конденсате.
А именно, после того как измеряют анализатором A3 концентрацию воды в возвращаемом конденсате, частично отводимом из низа газожидкостного сепаратора 4, оценивают концентрацию воды в реакционной системе окисления, например в анализаторе/задатчике потока AFC3, и корректировкой регулятора потока FC9 корректируется отводимое количество.
Возвращаемый конденсат состоит из пара, образовавшегося в реакционной системе окисления. Было найдено, что состав образовавшегося пара, то есть концентрация воды, прямо зависит от концентрации воды в реакционной системе (концентрация воды в маточном растворе) и по составу пара можно быстрее всего определить концентрацию воды в системе.
Независимо от воды, содержащейся в подаваемом реакционном растворителе, концентрацию воды в реакционной системе окисления, включающую воду в подаваемом растворителе и образовавшуюся воду, моментально оценивают на основе измерения концентрации воды в возвращаемом конденсате, и затем регулятор потока FC9 корректируют для регулирования отводимого количества содержащего воду возвращаемого конденсата, что дает возможность непосредственно регулировать концентрацию воды в реакционной системе окисления.
С другой стороны, уксусную кислоту (свежую/регенерированную уксусную кислоту) 21 вводят в реакционную систему окисления в эквивалентном количестве, соответствующем отводимому количеству, определяемому анализатором/задатчиком потока AFC3 путем корректировки регулятора потока FC8, и растворитель непрерывно заменяют путем введения в реакционную систему и отвода из реакционной системы уксусной кислоты, имеющей различное содержание воды. Соответственно может поддерживаться количество растворителя (относительный расход растворителя) в реакционной системе, чью подачу из вышеназванной емкости приготовления растворителя 1 определяют, и концентрация катализатора окисления может поддерживаться и стабилизироваться.
Предпочтителен метод прямого и быстрого измерения концентраций воды в отводимом конденсате посредством анализатора A3 (кондуктометрия или спектрофотометрия) или метод с использованием анализатора в режиме реального времени. Основанное на результатах измерений отводимое количество определяют автоматически или вручную с помощью анализатора/задатчика потока AFC3. В простом и легком методе регулирования эквивалентное количество подаваемой уксусной кислоты, соответствующее отводимому количеству, равно отводимому количеству, но с учетом количества растворителя (относительного расхода растворителя) в реакционной системе. Можно подавать уксусную кислоту в количестве, отклоняющемся на ±0,5 весовых частей, предпочтительно ±0,2 весовых частей, от подаваемого сырья, углеводорода, относительно отводимого количества. Однако в любом случае необходимо, чтобы подача уксусной кислоты была стабильной и соответствующей отводимому количеству.
Таким образом, в настоящем изобретении реакционный растворитель приготавливают при стабилизации концентрации катализатора окисления и подачи растворителя (относительного расхода растворителя) без учета концентрации воды в подаваемом растворителе или воды, образовавшейся при реакции, и затем вводят в реакционную систему окисления. Затем отводят конденсат, возвращаемый в систему, и измеряют в нем концентрацию воды на позиции анализа A3, и на основе зависимости, найденной между концентрацией воды в конденсате и концентрацией воды в реакционной системе, определяют отводимое количество с помощью анализатора/задатчика потока AFC3, и отводят соответствующее количество конденсата. Далее уксусную кислоту (свежую/регенерированную уксусную кислоту) 21 вводят в реактор окисления 2 в эквивалентном количестве, соответствующем количеству, определенному с помощью задатчика потока AFC3, или равном ему количестве, через другую линию.
Этот метод заключается в постоянном регулировании только концентрации воды в возвращаемом конденсате, и он дает возможность проводить реакцию окисления при стабилизации концентрации воды в реакционной системе независимо от подачи реакционного растворителя и концентрации воды в нем.
Что касается корреляции между концентрацией воды в реакционной системе (концентрацией воды в маточном растворе) и концентрацией воды в возвращаемом конденсате, то корреляция между маточным раствором и возвращаемым конденсатом, приведенная на фиг.3, было обнаружена при использовании авторами настоящего изобретения производственного оборудования. Эта графическая зависимость является зависимостью концентрации воды в выводимой жидкости от измеренных концентраций воды в отделенном маточном растворе (предполагаемом маточном растворе) при использовании реакционной системы окисления, показанной на схеме на фиг.1, в которой два аппарата конденсатора/холодильника 3А, 3В (3А является парогенератором и 3B - часть водяного охлаждения) установлены последовательно, конденсат возвращают из каждого конденсатора/холодильника 3А, 3В, и часть возвращаемого конденсата первой стадии и возвращаемый конденсат второй стадии выводят.
На этой фигуре представлена корреляция между концентрацией воды в маточном растворе и концентрацией воды в возвращаемом конденсате, в котором возвращаемый конденсат второй стадии имеет более высокую концентрацию воды, и предполагается, что выводят конденсат с более стабильной концентрацией воды.
Эта корреляция означает, что в зависимости от конструкции конденсатора/холодильника 3А, 3В, присоединенных к реактору окисления 2, и метода вывода конденсата взаимосвязь может быть различной. Было обнаружено, что методом отвода возвращаемого конденсата на конечной стадии при использовании конденсатора/холодильника, включающего две или более стадий, вода может быть выведена при высокой и стабильной концентрации. Принимая во внимание разницу в концентрации воды в конденсате и подаваемой уксусной кислоте, соответствующую выводимому количеству, систему можно регулировать с меньшим выводимым количеством, и можно сказать, что использование двух или более стадий конденсатор/холодильник является эффективным методом регулирования.
Как описано выше, заданное количество сырья, диалкилароматического углеводорода 22, и заданное количество реакционного растворителя, в котором корректируют концентрацию катализатора окисления, постоянно вводят в реактор окисления 2 при постоянном соотношении. Невзирая на содержание воды в подаваемом растворителе, концентрацию воды в реакционной системе непосредственно регулируют путем корректировки концентрации воды в выводимом конденсате в реакторе окисления 2. Соответственно могут постоянно регулироваться с целью стабилизации такие параметры стационарности, как составы (углеводород, уксусная кислота, вода) и концентрации катализатора в реакционной системе реакции окисления.
(4) Затем непрерывно происходит реакция, так как кислород, содержащий газ 30, направляют в реактор окисления 2, а избыточный ненужный для реакции кислород выводят в качестве кислородного компонента в отходящем реакционном газе. Концентрацию отходящего газа измеряют и подтверждают при помощи анализатора А0 из соображений безопасности. Так как концентрация кислорода в отходящем газе положительно влияет на чистоту образующейся терефталевой кислоты, задание концентрации кислорода в отходящем газе в конкретной области (от 1,5 до 6% по объему) является важным фактором для контроля реакционной способности реакционной системы. Для этого, так как измерение концентрации кислорода в отходящем газе при помощи анализатора А0 и стабилизация концентрации является одним из факторов для стабилизации реакции окисления, предпочтительно использовать метод, в котором концентрацию кислорода в отходящем газе регулируют путем подачи кислородсодержащего газа, подаваемого в реакционную систему.
Обычно в технике является затруднительным регулирование концентрации кислорода в отходящем газе (реакционной способности) только за счет подачи газа, так как на концентрацию кислорода влияют изменения в составе, такие как катализатор и вода в реакционной системе. Так как в реакционной системе устанавливается стационарный режим, как описано выше, то концентрация кислорода в отходящем газе главным образом связана только с количеством кислородсодержащего газа, подаваемого в реакционную систему, что позволяет регулировать концентрации кислорода.
Таким образом, было найдено, что предпочтительно корректировать подачу кислородсодержащего газа посредством задатчика потока AFC2 так, чтобы отклонение в концентрациях кислорода, измеряемые анализатором А0, составляла ±0,5% по объему, предпочтительно +0,2% по объему.
(5) Температура в реакторе окисления 2 наиболее сильно влияет на регулирование реакционной способности. В настоящей реакции окисления без применения средств прямого нагрева или охлаждения реакционной системы тепловой баланс достигается за счет баланса давления в давлении парогазовой смеси, состоящей из образовавшегося пара и отходящего газа, выводимого за пределы реакционной системы для удаления тепла реакции. Соответственно в обычном промышленном производственном оборудовании, в котором осуществляется реакция окисления при поддержании заданного давления, стабилизация температуры реакции была главной проблемой, так как зависимость температура-давление изменяется в результате изменения количества образовавшегося пара в реакционной системе, содержания воды в нем и количества отходящего газа.
При уменьшении отклонения в зависимости температура-давление в промышленном производственном оборудовании на основе регулирования давления за счет достижения стационарного режима в реакционной системе, как описано выше, метод постоянного регулирования температуры путем изменения давления является более предпочтительным, и температура может быть далее стабилизирована.
Поэтому в настоящем изобретении температуру в реакторе окисления 2, измеряемую индикатором температуры TI, постоянно регулирует путем корректировки давления на выходе абсорбера газа высокого давления 5 (соответствующего давлению в реакторе окисления 2) устройством, задающим давление TPC1 через регулятор давления PIC1 без воздействия других параметров, и таким образом стабилизируя температуру реакции.
(6) Другим параметром, который влияет на продукт реакции окисления, является время реакции. Время реакции в реакторе окисления 2 соответствует среднему времени пребывания, в течение которого смесь сырья подают, и смесь продукта реакции выводят снизу из реактора окисления 2. Так как время пребывания связано с отношением подачи смеси сырья (сырья, диалкилароматического углеводорода, и реакционного растворителя), определенного для производственного оборудования, к реакционному объему реактора, то важно стабилизировать реакционный объем.
Поэтому в настоящем изобретении после подачи вышеупомянутой смеси сырья стабильного состава (2) реакционный объем в реакторе окисления 2 стабилизируют на основе измерения при помощи индикатора/регулятора уровня жидкости LIC1 и регулирования уровня жидкости до заданного положения при помощи выпускного клапана регулятора потока FC10 внизу реактора окисления 2, тем самым далее стабилизируя время реакции.
Уровень реакционной жидкости регулируют до заданного положения непрерывным выводом реакционного продукта или периодическим выводом суспензии реакционного продукта в силу его высокой текучести.
Как описано выше, настоящее изобретение предлагает систему, которая может постоянно регулировать множество связанных сложной зависимостью параметров реакции окисления. При достижении стационарных условий, описанных выше (1), (2) и (3), активные параметры на основе динамического режима реакции окисления, такие как вводимый кислородсодержащий газ и температура реакции, описанные выше (4), (5) и 6), подвергают регулированию без воздействия других параметров. Только при стабилизации всех этих параметров может устойчиво происходить настоящая реакция окисления и может быть достигнуто эффективное непрерывное получение дикарбоновой кислоты.
В частности, возможность совмещенного регулирования концентраций воды в реакционной системе путем измерения и регулирования концентраций воды в возвращаемом конденсате вносит большой вклад в стабилизацию и повышение эффективности реакции окисления.
Как описано выше, относительно смеси продуктов реакции, получаемой при стабилизации различных условий непрерывной реакции окисления, производимую однородную по качеству дикарбоновую кислоту выводят из реактора окисления 2. Затем дикарбоновую кислоту направляют на вторую стадию реакции окисления (не представлена) и постоянно подвергают ее там обработке и на стадии непрерывной последующей обработки, включающей кристаллизацию в кристаллизаторе 6, разделение на твердую фазу и жидкость в сепараторе типа "твердая фаза-жидкость" 7 и сушку в сушилке 8. Затем получают продукт, дикарбоновую кислоту (продукт, терефталевую кислоту) 40, отделенный маточный раствор может быть повторно использован, а уксусная кислота может быть регенерирована без внесения больших изменений в традиционную технологическую систему, приведенную на фиг.8, позволяющую эффективно производить однородные по качеству продукты.
Далее описываются специфические условия осуществления способа непрерывного получения ароматической дикарбоновой кислоты настоящего изобретения.
Как описано выше, реакция окисления в реакторе окисления 2 согласно настоящему изобретению представляет собой окисление диалкилароматического углеводорода в жидком состоянии газообразным молекулярным кислородом с использованием уксусной кислоты в качестве растворителя в присутствии катализатора окисления, содержащего кобальт, марганец и бром, для получения ароматической дикарбоновой кислоты. Реакция может быть реализована при различных реакционных условиях. Целью настоящего изобретения является создание системы, в которой условия реакции окисления постоянно регулируются до заданных значений, и осуществление непрерывной стабильной реакции окисления в результате организации и регулирования системы для получения дикарбоновой кислоты.
Более конкретно, целью настоящего изобретения является создание системы для регулирования концентраций воды в реакционной системе за счет вывода из реактора окисления 2 возвращаемого конденсата и измерения концентраций воды в возвращаемом конденсате при помощи анализатора A3, не учитывая концентрации воды в подаваемом растворителе, тем самым постоянно регулируя воду, которая является ингибитором реакции.
Прежде всего окисление может быть осуществлено с использованием растворителя, уксусной кислоты, при соотношении примерно в два раза больше или более чем сырье, диалкилароматический углеводород 22. Необходимое количество уксусной кислоты должно быть таким, чтобы получаемая суспензия смеси не вызывала проблем с такими операциями, как транспортировка по трубопроводу при охлаждении после реакции. С точки зрения потерь при окислительной деструкции уксусной кислоты в реакционной системе (потери при окислительной деструкции уксусной кислоты от 40 до 42 кг/тонна ТК, как показано на фиг.4)(потери уксусной кислоты в расчете на дикарбоновую кислоту), окисление предпочтительно проводить при использовании меньшего количества растворителя. По этой причине для применения настоящего изобретения растворитель используют при отношении от 2,5 до 4 весовых частей, предпочтительно от 2,5 до 3,5 весовых частей к сырью, диалкилароматическому углеводороду 22, и необходимо поддерживать постоянную подачу без отклонений от этого соотношения. Однако с практической точки зрения предпочтительно, чтобы растворитель подавали при регулировании области отклонения в несколько процентов.
В емкости приготовления реакционного растворителя 1 (1A, 1B) циркулирующий отделенный маточный раствор используют для приготовления растворителя. Весь циркулирующий маточный раствор может быть использован для реакционного растворителя, или реакция окисления может также быть осуществлена без использования циркулирующего маточного раствора. Однако обычно используют от 40 до 95% по весу маточного раствора и растворитель приготавливают путем добавления свежей/регенерированной уксусной кислоты 25 для восполнения ее недостатка. В настоящем изобретении отклонение в соотношении при приготовлении не вызывает никаких проблем, но так как необходимо, чтобы постоянно регулировалось количество приготовленного реакционного растворителя, то отношение растворителя к сырью, диалкилароматическому углеводороду 22 (относительный расход растворителя: количество растворителя/сырье диалкилароматический углеводород), постоянно регулируется с помощью задатчика потока FFC2.
Что касается катализатора окисления, применяемого в реакции, то могут быть использованы в качестве катализатора 23 соединения таких тяжелых металлов как кобальт, марганец, никель и хром. При регенерации этих соединений в маточном растворе в промышленном масштабе катализаторы на основе соединений кобальта и марганца предпочтительны. В настоящем изобретении используют соединения таких металлов, как кобальт и марганец. Растворитель готовят без учета соотношения при приготовлении циркулирующего маточного раствора, используя дополнительные количества соединения металла и соединения брома, то есть от 0,02 до 0,2% по весу кобальта, в расчете на приготовленный растворитель, от 1 до 150% по весу марганца в расчете на кобальт и от 0,5 до 5 частей по весу брома 24 в расчете на количество металлических катализаторов (кобальт + марганец).
Что касается этих концентраций, то концентрации кобальта, марганца и брома определяют в каждом аппарате вместе с другими параметрами, такими как температура и время проведения реакции с учетом выхода и качества продуктов, и растворитель готовят при стабилизации установленных соответствующих концентраций. Что касается стабильности, то концентрации и соотношения компонентов в композиции предпочтительно корректировать в интервале изменений в несколько процентов.
Далее, когда промывную (отработанную) жидкость для получаемой дикарбоновой кислоты смешивают с многократно используемым отделенным маточным раствором из резервуара промывной (отработанной) жидкости 11, растворитель, являющийся реакционным растворителем, постоянно готовят при соблюдении условия постоянства концентраций катализатора окисления, когда бы концентрации катализатора не менялись из-за изменения соотношения при смешении.
Вводимые далее соединения металлов катализатора используют в форме ацетата или нафтената, а соединение брома используют в форме соли металла катализатора или соединения, не содержащего других неорганических элементов. В настоящем изобретении соединения металлов используют в форме ацетата или бромида, а бромистоводородную кислоту используют в качестве соединения брома. Для облегчения дальнейшего введения и приготовления их растворяют в воде или уксусной кислоте и используют в виде раствора, который предпочтителен с точки зрения удобства обращения.
Из-за разбавления водой концентрация кобальта и марганца в маточном растворе иногда бывает ниже, чем концентрация кобальта и марганца в подаваемом растворителе, но соотношение в составе при регенерации обычно не меняется. С другой стороны, так как от 15 до 60% по весу брома, в расчете на введенное количество, исчезает в результате протекания реакции окисления, маточный раствор, в котором концентрация брома ниже, чем концентрация брома в подаваемом растворителе на 20-70%, регенерируют. Соответственно, что касается каждого раствора дополнительно вводимых соединений катализатора, то когда кобальт и марганец растворяют в растворе, идентичном раствору металлического катализатора так, чтобы содержание кобальта составляло от 3 до 8% по весу и скорректированное соотношение марганца к кобальту в составе равнялось их соотношению в составе в приготовленном реакционном растворителе, то последующее введение и приготовление не будет вызывать затруднений. Что касается раствора брома, то для его приготовления можно непосредственно добавлять доступную в промышленности бромистоводородную кислоту (47% по весу HBr (водный) раствор).
При регулировании концентраций этих катализаторов окисления концентрации катализаторов окисления в циркулирующем маточном растворе измеряют анализатором A1, как показано на фиг.1 и фиг.2, и, одновременно имея дело с дополнительным количеством в результате корректировки регуляторов потока FC4, FC3 через анализатор/задатчик потока AFC1, необходимо, чтобы достигалась стабильная корректировка концентраций катализаторов окисления. И, наконец, может быть использован метод быстрого отклика на корректировку, такой как увеличение числа регулярных измерений в лаборатории или сокращение времени измерения. Однако так как корректировка концентраций катализаторов окисления является важным параметром для стабилизации реакции окисления, более предпочтительно использовать автоматический анализ и автоматическое регулирование в режиме реального времени. Для автоматических анализаторов A1, A2, применяют анализатор в режиме реального времени на основе флуоресцентного рентгеновского анализа, позволяющий одновременно измерять кобальт, марганец и бром (например, On-Line Catalyst Analyzer, выпускаемый фирмой SPECTRO, U.S.A.), и предпочтительно использовать метод регулирования дополнительных количеств соединений катализатора путем корректировки скорости потока.
Далее, реакционный растворитель, приготовленный в емкости приготовления реакционного растворителя 1 (1A, 1B), постоянно подают в реактор окисления 2 в соотношении от 2,5 до 4 весовых частей к сырью, диалкилароматическому углеводороду 22. Одновременно непрерывно подают с низа реактора окисления 2 кислородсодержащий газ 30 для осуществления реакции окисления. При использовании воздуха в качестве кислородсодержащего газа 30 воздух вводят при соотношении около или более 3,5 нм3 на 1 кг сырья, диалкилароматического углеводорода. Подачу воздуха ограничивают путем корректировки регулятора потока FC7 через анализатор/задатчик потока AFC0 так, что концентрация кислорода в отходящем газе, измеренная анализатором А0, составляла 8% по объему или ниже. В настоящем изобретении также предпочтительно, чтобы подача кислородсодержащего газа регулировалась так, что концентрация кислорода в отходящем газе поддерживалась в постоянном интервале от 2 до 5% по объему. Что касается стабильности концентрации кислорода в отходящем газе, то концентрацию кислорода регулируют путем подачи кислородсодержащего газа таким образом, чтобы отклонение концентрации кислорода находилось внутри интервала ±0,5% по объему.
Известно, что вода, включая образующуюся воду, является ингибитором настоящей реакции окисления. В настоящем изобретении, однако, концентрацию воды в реакционной системе регулируют измерением: концентраций воды в возвращаемом конденсате и в его выводимых количествах без учета содержания воды в подаваемом растворителе. Концентрацию воды в возвращаемом конденсате измеряют анализатором A3 и выводимое количество возвращаемого конденсата регулируют корректировкой регулятора потока FC9 через анализатор/задатчик потока AFC3. Концентрацию воды в реакционной системе (или концентрацию воды в маточном растворе), используемой в промышленном производстве, обычно корректируют в области от 8 до 14% по весу. Однако целью настоящего изобретения является постоянное регулирование постоянства концентрации, и необходимо, чтобы область регулирования концентраций находилась в интервале ±1% по весу, предпочтительно ±0,5% по весу.
Соответственно в настоящем изобретении для корректировки концентрации воды в маточном растворе до заданной концентрации концентрацию воды в возвращаемом конденсате измеряют анализатором A3 и выводимое количество корректируют регулятором потока FC9 так, чтобы получить заданную концентрацию воды. Заданную концентрацию воды определяют, например, анализатором/задатчиком потока AFC3 из заданной концентрации воды в маточном растворе на основе зависимости между концентрацией воды в возвращаемом конденсате и концентрацией воды в маточном растворе.
Что касается этой зависимости, то концентрация воды в возвращаемой жидкости и концентрация воды в маточном растворе взаимосвязаны, как показано на фиг.3, что является следствием корреляции, характерной для системы аппаратов реакции окисления, включающей конструкцию конденсатора/холодильника 3А, ЗВ и место вывода возвращаемого конденсата. В частности, как показано на фиг.3, зависимость между концентрацией воды в возвращаемой жидкости со второй стадии 3B и концентрацией воды в маточном растворе, нанесенная белыми кружочками, и линия корреляции (сплошная линия) показывает устойчивую зависимость, и концентрация воды в возвращаемой жидкости больше от 2,5 до 3,5 раз концентрации воды в маточном растворе. Таким образом, благодаря регулированию концентрации воды в возвращаемой жидкости регулирование реакционных систем становится более стабильным.
Например, для регулирования концентрации воды в системе с отклонением ±0,5% по весу, как описано выше, регулятор потока FC9 корректируют так, чтобы отклонение концентрации воды в возвращаемом конденсате было в пределах ±1% по весу. Такая система для возвращения конденсата через две или более стадий и его вывода с последней стадии является предпочтительной, так как это увеличивает стабильность регулирования измеряемых значений.
Соответственно для применения настоящего изобретения предпочтительно, чтобы возврат для возвращаемого конденсата в реактор окисления 2 разделяли, по меньшей мере, на две стадии (3А, 3В) и чтобы концентрацию воды в возвращаемой жидкости на последней стадии (конденсат последней стадии) регулировали анализатором A3 и анализатором/задатчиком потока AFC3, и чтобы выводимое количество конденсата регулировали регулятором потока FC9.
Что касается цели регулирования концентраций воды, то стабильную реакцию проводят при регулировании заданного значения области отклонений концентрации воды в маточном растворе ±1% по весу, предпочтительно ±0,5% по весу, хотя считают, что корреляция с концентрацией воды в маточным растворе изменяется в зависимости от конструкции и системы реактора окисления 2 и конденсатора/холодильника 3А, 3В.
Далее, в настоящем изобретении для улучшения регулирования выводимых количеств регулятором потока FC9 и регулирования подачи уксусной кислоты регулятором потока FC8 необходимо, чтобы быстро измерялась концентрация воды в возвращаемом конденсате анализатором A3. Таким образом, предпочтительно, чтобы каждую концентрацию корректировали и регулировали на основе результатов измерений в реальном времени автоматическим анализатором концентрации воды. Так как возвращаемый конденсат в основном состоит из уксусной кислоты и воды, в качестве анализатора A3 может быть использован оптический измеряющий прибор (например, Photometric Analyzer, выпускаемый фирмой Shimadzu Corporation), который меряет поглощение света с конкретной длиной волны, или концентрации воды могут быть измерены на основе электропроводности.
С другой стороны, для поддержания стабильного количества растворителя в реакционной системе при выводе возвращаемого конденсата в реакционную систему раздельно вводят эквивалентное количество растворителя, уксусной кислоты, как описано выше. Предпочтительно, чтобы количество уксусной кислоты было бы равно количеству выводимого возвращаемого конденсата, так как в этом случае регулирование упрощается. Однако отклонение количества уксусной кислоты от этого равенства внутри интервала, которое сильно не изменяет относительный расход растворителя в реакционной системе, например, в пределах 0,5 раза от веса п-ксилола 22, не вызывает проблем.
Однако для того чтобы непрерывно поддерживать стабильное количество растворителя в системе, необходимо поддерживать без отклонений стабильное выводимое количество и стабильную подачу.
Что касается температуры, которая является важным фактором для стабильного протекания реакции окисления, то реакцию проводят в области температур от 185 до 210°C. Диапазон регулирования задается для стабильной области температур ±1°C, предпочтительно ±0,5°C. В настоящем изобретении заданная температура реакции постоянно поддерживается в вышеназванной области температур и области регулирования за счет регулирования давления, осуществляемого регулятором давления PIC1, на основе давления, определяемого при помощи регулятора температуры-давления TPC1 согласно температуре, измеренной индикатором температуры TI, вместо обычно применяемого постоянного регулирования давления.
Что касается времени реакции, которое является другим важным параметром для протекания стабильной реакции, настоящую реакцию окисления осуществляют в течение среднего времени пребывания в реакторе от 30 минут до 3 часов. В реакторе окисления, в котором рабочий объем определяется, как описано выше, время пребывания поддерживают стабильным путем регулирования положения уровня жидкости, измеренного индикатором-регулятором уровня жидкости LIC1 с регулятором потока FC10. Таким образом, необходимо обеспечить хороший выводимый поток смеси продукта реакции.
По этой причине необходимо, чтобы смесь продуктов реакции, выводимую из реактора окисления 2, постоянно обрабатывали в реакторе второй стадии (не показан) и системах и установках последующей обработки, таких как кристаллизатор 6 и сепаратор типа "твердая фаза-жидкость" 7, и нарушения в работе установок, которые могут оказывать влияние на стабильное производство, должны быть исключены.
Для создания системы регулирования настоящего изобретения, описанного выше, предпочтительно, чтобы анализаторы (позиции анализов) от A1 до A3 и регуляторы для определения скорости потока FFC1, FFC2, AFC0, AFC1, AFC3 быстро регулировали параметры реакции окисления, и предпочтительны автоматический анализатор и автоматическая установка параметров регулирования. Однако до тех пор, пока реакция окисления может быть стабилизирована за счет регулирования, включающего принятие решения человеком и рабочую силу для увеличения частоты анализа, эти устройства могут не быть полностью автоматическими и единственно возможными.
Далее, в системе регулирования настоящего изобретения концентрация кислорода в неконденсированном отходящем реакционном газе, из которого выделяют конденсат в сепараторе газ-жидкость 14, измеряют анализатором газа А0, и после подтверждения соблюдения условий безопасности газ направляют в абсорбер газа высокого давления 5. В абсорбере газа высокого давления 5 газ промывают уксусной кислотой 33 и затем водой 32 для абсорбции и удаления компонентов, содержавшихся в отходящем реакционном газе, таких как уксусная кислота, п-ксилол и метилацетат в парообразном состоянии, и образовавшийся в результате продукт сбрасывают в атмосферу в качестве отходящего газа 31.
Промывную уксусную кислоту (отработанную), применяемую для абсорбции и промывки в нижней части абсорбера газа высокого давления 5, используют многократно в качестве уксусной кислоты 26 для приготовления реакционного растворителя, а промывную воду (отработанную), применяемую для абсорбции и промывки в верхней части, направляют в ректификационную колонну дегидратации 12 для регенерации уксусной кислоты 36.
Давление отходящего реакционного газа поддерживают на уровне величины давления на выходе абсорбера газа высокого давления 5 и корректируют показывающим давление регулятором PIC1 на линии вывода для создания давления в реакторе окисления 2.
Так как выводимый конденсат имеет высокую концентрацию воды, его обычно непосредственно направляют в ректификационную колонну дегидратации 12 для регенерации уксусной кислоты 36.
Промышленный способ получения терефталевой кислоты также включает стадию последующей обработки для регенерации уксусной кислоты из содержащей уксусную кислоту жидкости, такой как дополнительный маточный раствор, который повторно не используют. На той стадии отделенный маточный раствор (повторно не используемый), остающийся в резервуаре маточного раствора 10, и дополнительную промывную уксусную кислоту (отработанную) своевременно подают в выпарную установку маточного раствора 13, и испаряемые фракции, такие как уксусная кислота (уксусная кислота, вода, п-ксилол, метилацетат) извлекают из верхней части установки.
С другой стороны, нелетучие компоненты (компоненты катализатора окисления, терефталевую кислоту, 4-КБА (4-карбоксибензальдегид), п-толуиловую кислоту, бензойную кислоту), растворенные в маточном растворе, отводят из низа выпарной установки 13 в качестве осадка 35 в форме суспензии или пасты. Испаряемые фракции, извлеченные из верхней части выпарной установки 13, в основном содержат уксусную кислоту и воду. Фракции затем направляют в дистилляционную колонну дегидратации 12 для извлечения уксусной кислоты и уксусную кислоту 36 извлекают из низа колонны, и извлеченную уксусную кислоту (содержание воды: от 2 до 10% по весу) повторно используют для приготовления реакционного растворителя или промывки кристаллов терефталевой кислоты и т.д.
Далее, образовавшуюся воду 34, содержащую воду как основной компонент, отводят из верха дистилляционной колонны 12. Так как образовавшаяся вода содержит следовые количества п-ксилола и метилацетата, образовавшуюся воду подвергают последующей дополнительной обработке, такой как разделение и извлечение, и затем сбрасывают.
Воду с низким содержанием уксусной кислоты, которую извлекают из каждой зоны настоящих производственных стадий, такую как промывная вода (сбросная) из верхней части абсорбера газа высокого давления 5, непосредственно направляют в ректификационную колонну дегидратации 12 или выпарную установку реакционного растворителя 13, и уксусную кислоту извлекают и повторно используют. С другой стороны, выходящую жидкость с высокой концентраций уксусной кислоты (уксусная кислота с содержанием воды 20% по весу и менее), такую как промывную уксусную кислоту (отработанную) из нижней части абсорбера газа высокого давления газа 5, используют в качестве уксусной кислоты для приготовления реакционного растворителя.
Осуществления и преимущества настоящего изобретения далее детально описаны в конкретном примере. Что касается стабилизации реакции окисления, являющейся преимуществом настоящего изобретения, то однородность продуктов и стабильность реакции окисления были оценены на основе содержания 4-КБА в получаемой терефталевой кислоте. Протекает ли реакция стабильно или нет, оценивали путем расчета потерь в результате окислительной деструкции растворителя, уксусной кислоты по отношению к полученной терефталевой кислоте на основе концентраций CO2 (диоксида углерода) и CO (оксида углерода) и количества вводимого п-ксилола.
Пример
Непрерывное получение терефталевой кислоты осуществляли с использованием системы оборудования на основе технологической схемы, показанной на фиг.1.
В качестве оборудования для реакции окисления использовали реактор окисления высокого давления 2 (диаметр: 3,1 м, высота: 6 м, объем: около 48 м3), оборудованный роторной мешалкой. Конденсатор/холодильник 3А, 3В для конденсации и охлаждения конденсируемого компонента образовавшегося отходящего реакционного газа и охлаждения неконденсированного компонента газа подсоединяли к верхней части реактора окисления 2. Оборудование имеет конструкцию, в которой конденсат разделяют на две части и возвращают в реактор окисления 2, и затем отходящий реакционный газ 31, отделенный в газожидкостном сепараторе 4, промывают в абсорбере газа высокого давления 5 и полученный газ выводят из системы. Первой стадией 3А конденсатора/холодильника 3 является парогенератор для образования пара за счет теплообмена с отходящим реакционным газом с высокой температурой, содержащим пар и воду, и вторая стадия 3B имеет конструкцию для дальнейшей конденсации и охлаждения содержащего пар отходящего газа за счет теплообмена с водой. Для отвода образовавшейся воды из реакционной системы использовали конструкцию, способную отводить часть возвращаемого конденсата во вторую стадию 3B через газожидкостный сепаратор 4.
Сначала маточный раствор, из которого удаляли полученную терефталевую кислоту, подаваемый из емкости приготовления маточного раствора 10 и резервуара промывной (отработанной) жидкости 11, или циркулирующий маточный раствор, содержащий промывную уксусную кислоту (отработанную), используемую для промывки отделенной терефталевой кислоты, непрерывно подавали в емкость приготовления реакционного растворителя 1 при расходе 230 весовых частей/час и свежую/регенерированную уксусную кислоту 25 непрерывно подавали в емкость приготовления реакционного растворителя 1 из емкости уксусной кислоты (не показана) при расходе 70 весовых частей/час для приготовления реакционного растворителя. При этом кобальт, марганец и бром в циркулирующем маточном растворе измеряли на месте анализа A1 и затем количество дополнительного раствора металлического катализатора (кобальт: 3,44 вес.%, марганец: 1,67 вес.%) и 47% по весу бромистоводородной кислоты определяли с помощью анализатора/задатчика потока AFC1 так, чтобы содержание кобальта, марганца и брома в реакционном растворителе в емкости приготовления реакционного растворителя 1 было 565 ч/млн, 275 ч/млн и 1470 ч/млн, каждый из катализаторов добавляли так, чтобы скорректировать концентрацию катализатора. На этой стадии состав и концентрацию катализатора в реакционном растворителе, приготовленном в емкости приготовления реакционного растворителя 1, измеряли и подтверждали на позиции анализа A2. Для измерения на позиции анализа A1 производили автоматический анализ, используя анализатор On-line-Catalyst Analyzer фирмы SPECTRO, и измеряемые сигналы передавали в цифровую систему регулирования процесса для проведения автоматического регулирования с помощью регулятора.
Затем сырье, п-ксилол, из резервуара п-ксилола (не показан) при расходе 100 весовых частей/час и реакционный растворитель из емкости реакционного растворителя 1 при расходе 300 весовых частей/час (относительный расход растворителя: 3,0 весовых частей) непрерывно вводили в смеситель на линии (не показан), установленный на линии подачи реактора окисления 2, и после смешения их вводили в реактор окисления 2. Одновременно для проведения реакции подавали воздух с низа реактора окисления 2 при соотношении 4,0 нм3/п-ксилол кг. Затем количество подаваемого воздуха регулировали вручную регулятором потока FC7 так, чтобы концентрация газообразного кислорода в отходящем газе из газожидкостного сепаратора 4 (позиция анализа А0, анализатор кислорода в реальном времени) была 3,5+0,5% по объему, и непрерывно проводили реакцию окисления. Одновременно измеряли CO2, CO компоненты в отходящем газе (позиция анализа А0, газоанализатор в реальном времени) и вычисляли потери уксусной кислоты при окислительной деструкции.
В течение этого периода давление на выходе абсорбера газа высокого давления 5 корректировали с помощью регулятора давления PIC1 так, чтобы температура в реакторе окисления 2 была 195±1°C. В результате давление можно было регулировать в интервале от 14,1 до 15,0 кг/см2G. Далее выводили часть возвращаемого конденсата во второй стадии конденсатора/холодильника 3, присоединенного к реактору окисления 2, и концентрацию воды в конденсате измеряли в позиции анализа A3. Выводимое количество конденсата корректировали на основе задания регулятора потока AFC3 так, чтобы концентрация была 33 вес.%, и одновременно свежую/регенерированную уксусную кислоту 21 добавляли в реактор в количестве, равном выведенному количеству. Концентрацию воды в конденсате в той точке измеряли в позиции анализа A3 каждый час и выводимое количество и подачу уксусной кислоты корректировали при помощи задатчика потока AFC3.
С другой стороны, смесь продуктов реакции, полученных в реакторе окисления 2, выводили во вторую стадию реактора (не показана, температура: около 188°C) при регулировании скорости выходящего потока так, чтобы индикатор/регулятор уровня жидкости LIC на основе измерителя уровня жидкости с источником γ-излучения, присоединенного к реактору окисления 2, поддерживал значение 35% (время пребывания около 60 минут). Далее, по технологической схеме на фиг.1 смесь продукта направляли в кристаллизатор 6, сепаратор типа "твердая фаза-жидкость" 7 и сушилку 8 для получения продукта, терефталевой кислоты 40, и продукт хранили в хранилище продукта 9. С другой стороны, уксусную кислоту 37 вводили в сепаратор типа "твердая фаза-жидкость" 7. На этой стадии в позиции анализа A4 брали на анализ пробу реакционной суспензии, образовавшейся в кристаллизаторе 6, охлажденной до 95°C, и подвергали разделению твердой фазы от жидкости. Измеряли концентрацию воды и содержание катализатора в отделенном маточном растворе, который и использовался в качестве маточного раствора. Измеряли содержание 4-КБА в продукте, терефталевой кислоте, из сушилки 8 и рассматривали это содержание как показатель качества продукта реакции.
Данные собирали и измеряли каждые 4 часа в течение 120 часов, после того как вышеназванная непрерывная реакция становилась стабильной.
"Состав реакционного раствора (H2O, кобальт (Co) и бром (Br) в подаваемом растворе в примере показан на фиг.5; марганец (Mn): от 154 до 187 ч/млн; Br/(Co+Mn): от 1,71 до 1,78)" относится к измеренным значениям, подтвержденным на позиции анализа A2. "Конденсат" означает конденсат, выводимый из низа газожидкостного сепаратора 4, и его выводимое количество корректировали в области от 90 до 130 весовых частей/час и концентрацию воды в нем (H2O, вес.%) измеряли в позиции анализа A3 (от 32,5 до 33,2 вес.%). "Состав маточного раствора" (H2O, кобальт и бром в маточном растворе в примере показан на фиг.5; марганец: от 248 до 255 ч/млн) относится к измеренному значению, подтвержденному анализом на позиции A4. Содержание 4-КБА в продукте, терефталевой кислоте, и потери уксусной кислоты в результате окислительной деструкции (каждые 12 часов) в той точке в примере представлены на фиг.4 и фиг.6.
Эти результаты показывают, что, несмотря на отклонение концентрации воды в реакционном растворителе, концентрацию воды можно регулировать в интервале от 32,5 до 33,2 вес.% путем корректировки выводимого количества конденсата в широком диапазоне от 90 до 130 частей по весу/час. Как показано в примере на фиг.5, концентрацию катализатора в маточном растворе можно также постоянно поддерживать. В результате, как показано в примере на фиг.4, потери из-за окислительной деструкции уксусной кислоты могут поддерживаться на низком уровне, и как показано в примере на фиг.4 и фиг.7, содержание 4-КБА в полученном продукте было стабильным.
Сравнительный пример
Терефталевую кислоту производили, используя систему оборудования, приведенную на технологической схеме на фиг.8. В то время как реактор окисления 102 и другие аппараты были теми же самыми, как и аппараты в оборудовании для получения терефталевой кислоты в вышеприведенном примере, позиции анализов и система регулирования реакция окисления основывалась на технологической схеме, показанной на фиг.8. Конденсатор/холодильник 103, присоединенный к верхней части реактора окисления 102, использует двухстадийную систему возврата, показанную на фиг.1, и конденсат выводили со второй стадии возврата жидкости.
Вначале сырье, п-ксилол, вводили в смеситель реагентов 101 при расходе 100 весовых частей/час. Одновременно туда вводили маточный раствор, из которого выделяли полученную терефталевую кислоту, из резервуара маточного раствора 110 при расходе 230 весовых частей/час и вводили туда свежую/регенерированную уксусную кислоту из резервуара уксусной кислоты (не показан) при расходе 220 весовых частей/час, и их смешивали для приготовления смеси сырья при расходе 550 весовых частей/час. Далее для корректировки концентрации катализатора окисления дополнительный раствор соединений металлов катализатора с концентрацией кобальта 3,44% по весу и концентрацией марганца 1,67% по весу добавляли в смеситель реагентов 101 при расходе 2,1 весовых частей/час и 47% по весу бромистоводородной кислоты добавляли в смеситель 101 при расходе 0,6 весовых частей/час.
В используемом здесь сравнительном примере уксусную кислоту, содержащую промывную уксусную кислоту (отработанную) из нижней части абсорбера газа высокого давления 105, при соотношении около 50 весовых частей/час использовали в качестве свежей/регенерированной уксусной кислоты. Для предотвращения отклонений концентрации катализатора в циркулирующем маточном растворе, смесь сырья (или реакционный раствор) приготавливали без использования циркулирующего маточного раствора содержащего промывную (отработанную) жидкость, используемую для промывки терефталевой кислоты, отделенной в сепараторе типа "твердая фаза-жидкость" 107. Таким образом, промывную (отработанную) жидкость выводили в выпарную установку маточного раствора 113.
Смесь сырья, приготовленную, как указано выше, подавали в реактор окисления 102 при расходе 550 весовых частей/час (п-ксилол: 100 весовых частей/час, реакционный растворитель: 450 весовых частей/час). Одновременно возвращаемый конденсат со второй стадии непрерывно выводили при расходе 110 весовых частей/час при подаче воздуха 4,0 нм3/час/п-ксилол кг и при поддержании давления в реакторе 14,5 кг/см2G проводили реакцию окисления для получения терефталевой кислоты.
На этих стадиях состав и концентрация катализатора в смеси сырья, вводимой в реактор окисления 102, измеряли в позиции анализа A10, и было подтверждено, что нет значительного отклонения от заданного состава (п-ксилол: 18,2 вес.%, кобальт: 340 ч/млн, марганец: 165 ч/млн, бром: 900 ч/млн). В течение этого периода выводимое количество конденсата менялось в интервале от 105 до 120 весовых частей/час на основе результатов измерения концентрации воды во вводимой смеси сырья, температура реакции TI менялась от 193 до 199°C и концентрация кислорода в отходящем газе (Al1) менялась от 2,3 до 4,4% по объему. По результатам измерений CO2, CO компонентов в отходящем газе (Al1) вычисляли также потери в результате окислительной деструкции уксусной кислоты, как описано выше.
Смесь продукта реакции выводили в реактор окисления второй стадии (не показан, температура: около 185°C) на основе индикатора/регулятора уровня жидкости LIC10 так, чтобы измеритель уровня жидкости с источником γ-излучения, присоединенный к реактору 102, поддерживал значение 45% (время пребывания: около 60 минут). Затем после получения суспензии продукта реакции в кристаллизаторе 106, как в вышеприведенном примере, измеряли (позиция анализа A12) и подтверждали концентрацию воды и содержание катализатора в маточном растворе. Измеряли содержание 4-КБА в полученном продукте, терефталевой кислоте, и рассматривали это содержание как показатель качества продукта реакции.
Как в вышеприведенном примере, данные собирали и измеряли каждые 4 часа в течение 120 часов, после того как вышеназванная непрерывная реакция становилась стабильной. "Состав смеси сырья" (H2O, кобальт (Co) и бром (Br) в подаваемом растворе, приведенный на фиг.7)", который является составом смешанного сырья, п-ксилола и реакционного растворителя, относится к результатам измерений на позиции анализа A10, и другие измерения являются результатами измерений на той же самой позиции, как в примере. Далее, "состав маточного раствора (H2O, кобальт и бром в маточном растворе в сравнительном примере показан на фиг.7)" относится к измеренным значениям, подтвержденным на позиции анализа A12. Содержание 4-КБА в терефталевой кислоте и потери уксусной кислоты в результате окислительной деструкции (каждые 12 часов) в той точке в сравнительном примере приведены на фиг.4 и фиг.6.
Эти результаты показывают, что реакция окисления вызывала большее отклонение параметров по сравнению с данными в вышеприведенном примере, и увеличение количества производимой терефталевой кислоты вызывало потери уксусной кислоты в результате окислительной деструкции в процессе получения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕОЧИЩЕННОЙ АРОМАТИЧЕСКОЙ ДИКАРБОНОВОЙ КИСЛОТЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ГИДРОГЕНИЗАЦИОННОЙ ОЧИСТКИ | 2007 |
|
RU2458038C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЧИЩЕННОЙ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 2002 |
|
RU2292332C2 |
| Способ извлечения катализатора синтеза терефталевой кислоты | 1981 |
|
SU1194260A3 |
| Способ получения изо-или терефталевой кислоты | 1977 |
|
SU793378A3 |
| СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКОЙ КАРБОНОВОЙ КИСЛОТЫ | 2008 |
|
RU2467998C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОМЕРОВ БЕНЗОЛДИКАРБОНОВЫХ КИСЛОТ С ВЫСОКОЙ СТЕПЕНЬЮ ОЧИСТКИ | 1993 |
|
RU2047594C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 2012 |
|
RU2573564C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОФТАЛЕВОЙ КИСЛОТЫ | 1998 |
|
RU2163592C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АРОМАТИЧЕСКИХ КАРБОНОВЫХ КИСЛОТ (ВАРИАНТЫ) | 2006 |
|
RU2449980C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЧИСТОЙ ИЗОФТАЛЕВОЙ КИСЛОТЫ | 1997 |
|
RU2137753C1 |
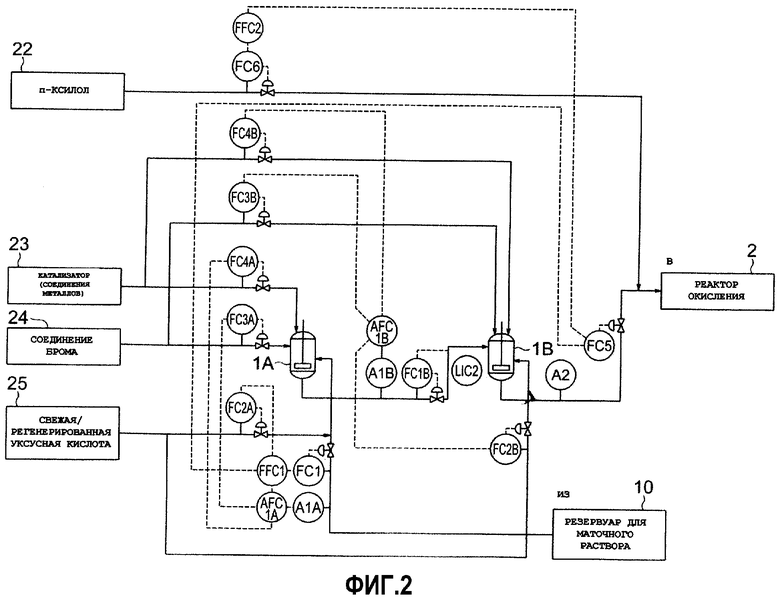
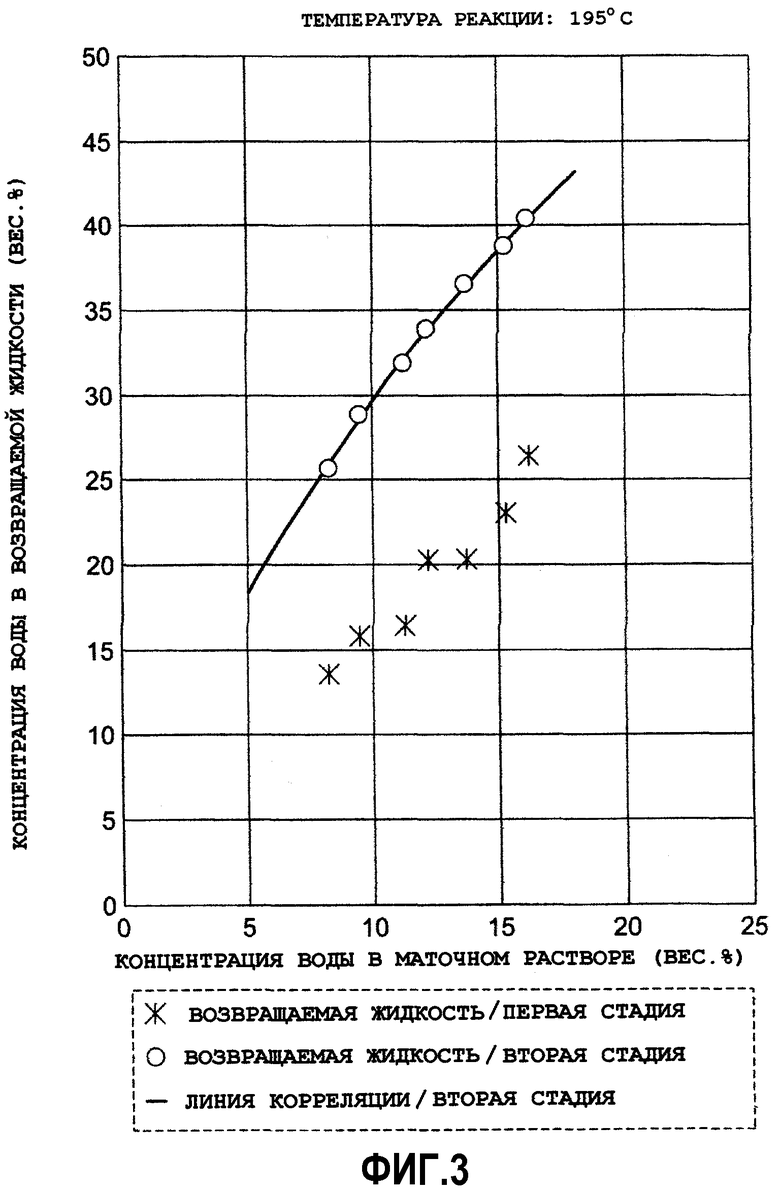
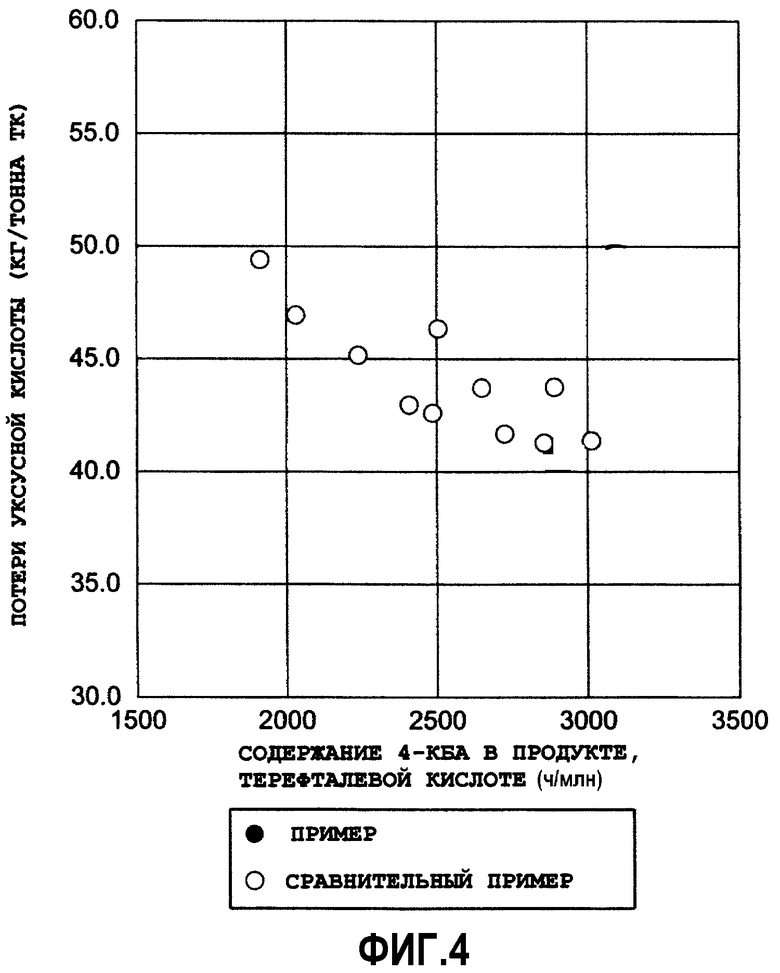
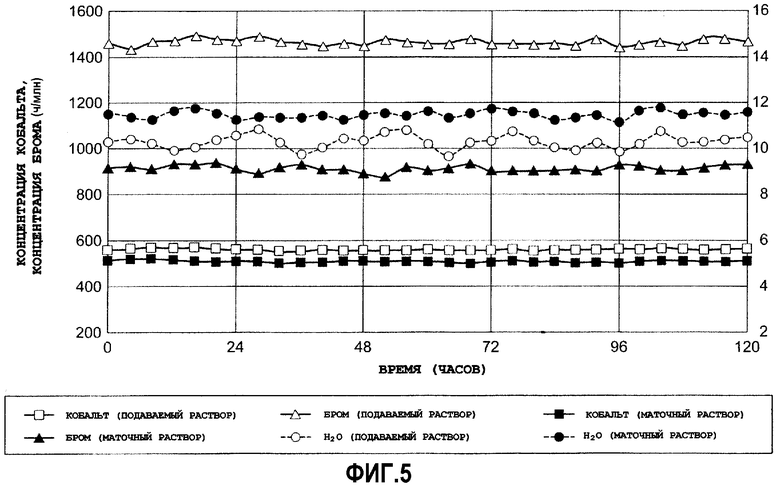
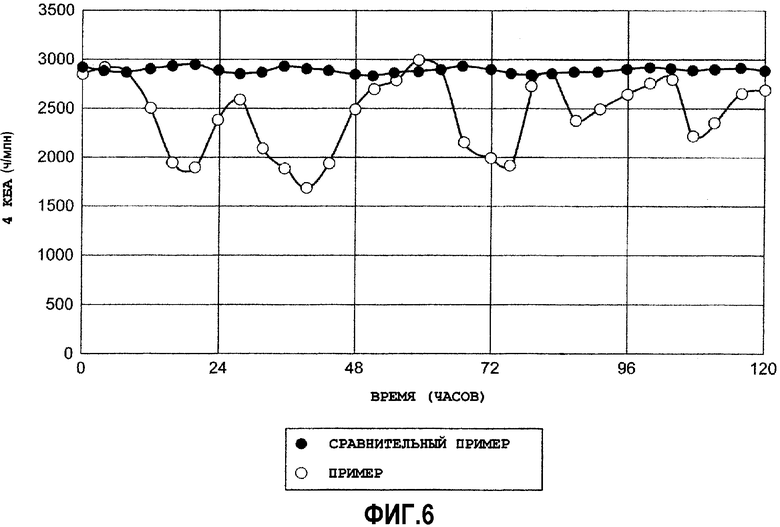
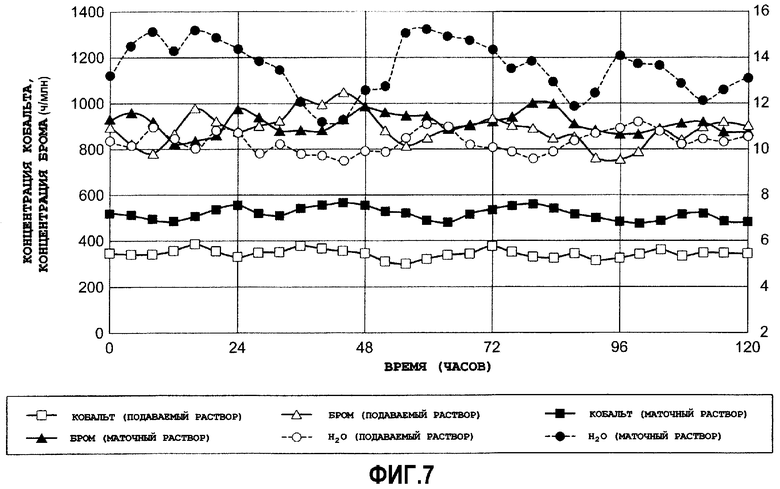
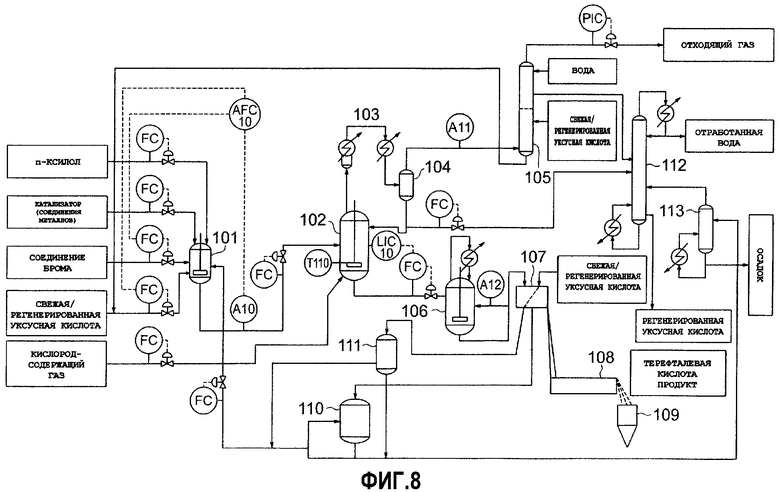
Изобретение относится к способу непрерывного получения терефталевой или изофталевой кислоты жидкофазным окислением соответствующего диалкилароматического углеводорода. Техническая задача - получение кислоты стабильного качества. Предложен способ, позволяющий добиться стабильности процесса окисления для получения терефталевой или изофталевой кислоты стабильного качества и проведения окисления с экономией ресурсов и энергии. Для приготовления реакционного растворителя используется, по меньшей мере, часть маточного раствора, отделенного от полученной кислоты, концентрацию катализатора в маточном растворе измеряют заранее и затем концентрацию катализатора окисления постоянно корректируют путем регулирования с прямой связью (независимо от содержания воды). Заданные количества растворителя и ароматического углеводорода в качестве сырья непрерывно подают в реактор окисления для окисления ароматического углеводорода молекулярным кислородом и концентрацию воды в возвращаемом конденсате из реактора измеряют и регулируют выводимым количеством возвращаемого конденсата для стабилизации концентрации воды в реакционной системе, в результате получая дикарбоновую кислоту. Температура окисления поддерживается постоянной в результате регулирования давления, и концентрация кислорода в отходящем газе поддерживается постоянной регулированием подачи кислородсодержащего газа. 10 з.п. ф-лы, 8 ил.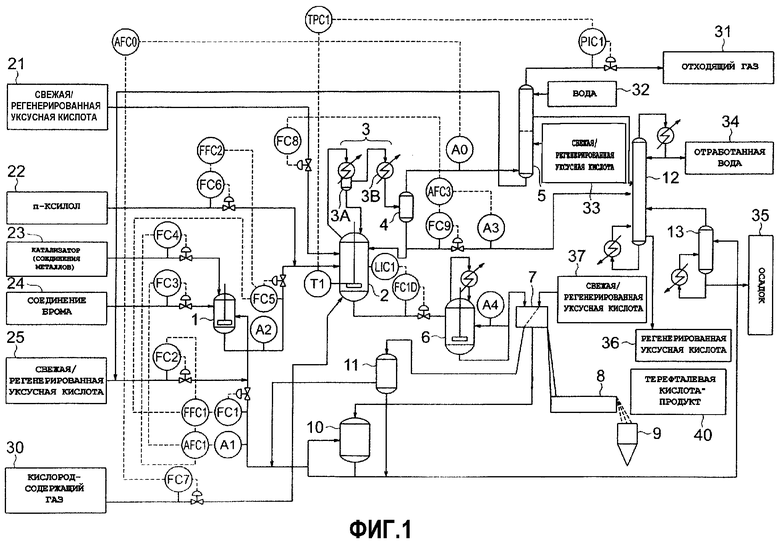
| JP 10259160 А, 29.09.1998 | |||
| СПОСОБ ПОЛУЧЕНИЯ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2079480C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 1992 |
|
RU2083550C1 |
| НЕПРЕРЫВНЫЙ СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЧИСТОЙ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 2003 |
|
RU2254324C2 |
| KR 950009475 В, 23.08.1995 | |||
| 0 |
|
SU192363A1 | |
| СПОСОБ ПРОИЗВОДСТВА ТЕРЕФТАЛЕВОЙ КИСЛОТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2114818C1 |

