Область техники, к которой относится изобретение
Данное изобретение относится к способу и устройству для изготовления контейнеров, в частности к обжатию в штампе таких контейнеров.
Уровень техники
Технология сужения открытого конца контейнера (обжатие или образование шейки), имеющего другой закрытый конец, известна более сотни лет. Эта процедура была первоначально разработана для артиллерийских гильз, в которых большой диаметр корпуса гильзы требовалось сузить для удержания снаряда меньшего диаметра. Технологический процесс, с помощью которого это реализуется сегодня, называется обжатием в штампе. Базовая концепция обжатия состоит в том, чтобы с усилием воздействовать на тонкостенное металлическое тело или оболочку, обычно цилиндрическую с заданным диаметром, и вдавить ее в штамп или в ряд последовательно уменьшающихся штампов. При этом происходит уменьшение диаметра открытого конца.
В металлических банках для продуктов питания и напитков главной целью сужения диаметра открытого конца является экономия материала, ведущая к снижению расходов. Поскольку толщина крышки приблизительно вдвое превосходит типичную толщину стенки, количество материала, требуемого для крышки, существенно уменьшается. В некоторых областях применениях, например в контейнерах для аэрозоля, операция обжатия производится с целью довести диаметр до стандартного размера узла клапана и, таким образом, обойтись без дополнительного переходника, который нужен был бы в противном случае. Другой предпосылкой для уменьшения диаметра конца контейнера является снижение продольных напряжений на конце контейнера. При уменьшении размера крышки эти напряжения уменьшаются, следовательно, уменьшается и требующаяся толщина крышки. Третья предпосылка для уменьшения диаметра имеет эстетический характер. При обжатии обычных цилиндрических форм с переходом к конической форме можно создать эстетически приятные формы контейнеров, напоминающие бутылки.
Существуют практические ограничения на обжатие по диаметру конкретного материала в конкретном штампе. Прочность корпуса банки зависит от ряда факторов, включая модуль Юнга и предел текучести материала, толщину стенки и диаметр банки. При превышении практического ограничения на обжатие по диаметру металл сминается, образует складки, морщится или рвется в точке, зависящей от геометрических характеристик и типа обжимаемого металла.
Обычное обжатие в штампе металлических контейнеров требует разнообразного оборудования, характеристики которого чрезвычайно трудно согласовать между собой при изготовлении контейнеров со значительной длиной шейки. Разработка профилей обжатия в настоящее время представляет собой долгий, сложный процесс проб и ошибок, и могут потребоваться месяцы для выбора надлежащих параметров каждой стадии обжатия, необходимой для изготовления контейнеров с длинными шейками. В особенности, в настоящее время в технологии обжатия используются жесткие кулачки для обеспечения движения штоков толкателя и выталкивателя. Ключевые параметры, такие как профиль и ход кулачка, должны проверяться и отлаживаться при каждом нарастающем изменении профиля обжатия. Каждый раз, когда производится изменение, машину нужно разбирать и изменять в длительном процессе конструирования и подгонки новых кулачков.
Известный способ и устройство для обжатия металлических контейнеров раскрыты в патенте США 5355710. Содержание этого патента включено в настоящую заявку в качестве ссылки.
Раскрытие изобретения
В настоящем изобретении преодолены недостатки и ограничения известных из уровня техники решений за счет создания устройства и способа формования металлических контейнеров с использованием числового программного управления (ЧПУ).
Под термином "числовое программное управление" подразумевается, что вычислительное устройство, такое как компьютер, используется для управления действием штока толкателя и/или выталкивателя в устройстве и способе обжатия в штампе контейнера.
В простейшей форме перемещение толкателя и выталкивателя предпочтительно осуществляют за счет первичного двигателя, такого как электродвигатель, силовая передача, гидравлическая система и т.п., управляемого системой ЧПУ, возможно с петлей обратной связи по перемещению. В этом случае система ЧПУ проверяет заданную траекторию, которую пользователь вводит для каждого штока, по петле обратной связи по перемещению и соответственно корректирует действия первичного двигателя. В качестве базы система предпочтительно использует время.
Под термином "линейные возвратно-поступательные первичные двигатели" подразумевается двигатель или другое устройство, которое действует поступательно, прилагая силу или совершая движение в требуемом прямолинейном направлении без применения поворотных жестких кулачков или подобных устройств для продвижения выталкивающего элемента, корпуса контейнера или штампа. Примерами таких первичных двигателей могут служить двигатели с линейным приводом, гидравлические двигатели, пневматические двигатели и т.п. Как правило, такие первичные двигатели характеризуются большим диапазоном линейного перемещения, чем тот, который может быть получен с помощью традиционных жестких кулачков. Движение является возвратно-поступательным, т.е. может совершаться в обоих направлениях, и, как правило, хорошо регулируется, несмотря на приложение значительных усилий. Наиболее предпочтительными первичными двигателями для использования в данном изобретении являются электрические двигатели с линейным приводом.
Согласно одному аспекту изобретения предлагается способ обжатия по диаметру боковой стенки бесшовного цельного корпуса металлического контейнера, имеющего боковую стенку, торцевую стенку на одном из концов боковой стенки, открытый конец на противоположном конце боковой стенки и продольную ось, проходящую между торцевой стенкой и открытым концом. Способ включает перемещение выталкивающего элемента в корпус контейнера через открытый конец, принудительное вдавливание открытого конца корпуса контейнера в фасонный штамп, выполненный с возможностью обжатия по диаметру боковой стенки корпуса контейнера при вдавливании в него открытого конца корпуса контейнера для образования на корпусе контейнера шейки уменьшенного диаметра, извлечение выталкивающего элемента через шейку после ее формирования и удаление корпуса контейнера из фасонного штампа и с выталкивающего элемента. Согласно предлагаемому способу принудительное вдавливание открытого конца корпуса контейнера в фасонный штамп и/или перемещение выталкивающего элемента осуществляют с использованием числового программного управления для возможности оптимизации указанного вдавливания или перемещения для корпуса контейнера и образуемой на нем шейки. В частности, для перемещения выталкивающего элемента или вдавливания корпуса контейнера в фасонный штамп, или для выполнения указанных двух операций используют, по меньшей мере, один линейный первичный возвратно-поступательный двигатель, выполненный с возможностью создания перемещения или усилия в направлении продольной оси корпуса контейнера. Предпочтительно используют линейный первичный возвратно-поступательный двигатель с приводом.
В еще одном варианте, по меньшей мере, один линейный первичный возвратно-поступательный двигатель выполняют регулируемым в отношении величины или вида перемещения выталкивающего элемента или вдавливания корпуса контейнера в фасонный штамп, или того и другого, для обеспечения возможности получения корпусов контейнеров с различными профилями шеек.
Для перемещения выталкивающего элемента или вдавливания корпуса контейнера в фасонный штамп может быть использован один линейный первичный возвратно-поступательный двигатель с числовым программным управлением, при этом при использовании одного линейного первичного возвратно-поступательного двигателя с числовым программным управлением для выполнения одной из указанных операций, для другой - используют вращающееся устройство с жестким кулачком.
Наиболее предпочтительно используют два линейных первичных возвратно-поступательных двигателя, один из которых для перемещения выталкивающего элемента, а другой - для вдавливания корпуса контейнера в фасонный штамп.
Для перемещения выталкивающего элемента или вдавливания корпуса контейнера в фасонный штамп, или для выполнения обеих указанных операций также может быть использовано, по меньшей мере, одно вращающееся устройство с жестким кулачком, для перемещения которого в предварительное положение используют, по меньшей мере, один линейный первичный возвратно-поступательный двигатель с числовым программным управлением, при этом указанное вращающееся устройство с жестким кулачком выполнено с возможностью формирования шейки.
В дальнейшем предпочтительном варианте для перемещения выталкивающего элемента или вдавливания корпуса контейнера в фасонный штамп, или для выполнения обеих указанных операций используют, по меньшей мере, одно вращающееся устройство с жестким кулачком, для перемещения которого в процессе осуществления способа обжатия по диаметру боковой стенки корпуса контейнера используют, по меньшей мере, один первичный возвратно-поступательный двигатель.
При формировании шейки в корпус контейнера предпочтительно вводят под давлением текучую среду для придания корпусу контейнера жесткости и способствования удалению корпуса контейнера из фасонного штампа.
Расход и давление текучей среды предпочтительно задают посредством числового программного управления в процессе осуществления способа для сведения к минимуму потерь текучей среды из корпуса контейнера.
Согласно другому аспекту изобретения предлагается устройство для обжатия по диаметру боковой стенки бесшовного цельного корпуса металлического контейнера, имеющего боковую стенку, торцевую стенку на одном из концов боковой стенки, открытый конец на противоположном конце боковой стенки и продольную ось, проходящую между торцевой стенкой и открытым концом. Устройство содержит выталкивающий элемент, выполненный с возможностью перемещения в корпус контейнера через открытый конец, фасонный штамп, выполненный с возможностью обжатия по диаметру боковой стенки корпуса контейнера при вдавливании открытого конца корпуса контейнера в фасонный штамп для образования на корпусе контейнера шейки уменьшенного диаметра, средства для принудительного вдавливания открытого конца корпуса контейнера в фасонный штамп, средства для перемещения и извлечения выталкивающего элемента через шейку после ее формирования и средства для удаления корпуса контейнера из фасонного штампа и с выталкивающего элемента. По меньшей мере, одно из средств для принудительного вдавливания открытого конца корпуса контейнера в фасонный штамп и средств для перемещения выталкивающего элемента через шейку выполнено с числовым программным управлением для обеспечения возможности оптимизации указанного ввода или перемещения корпуса контейнера и образуемой на нем шейки. В частном случае, для перемещения выталкивающего элемента или вдавливания корпуса контейнера в фасонный штамп, или для выполнения указанных двух операций использован один линейный первичный возвратно-поступательный двигатель с числовым программным управлением, выполненный с возможностью создания перемещения или усилия в направлении продольной оси корпуса контейнера.
Линейный первичный возвратно-поступательный двигатель предпочтительно содержит привод линейного двигателя с числовым программным управлением.
По меньшей мере, один линейный первичный возвратно-поступательный двигатель может быть выполнен с возможностью воздействия на корпус контейнера для его вдавливания в фасонный штамп, или с возможностью воздействия на фасонный штамп для вдавливания в него корпуса контейнера.
В качестве указанного, по меньшей мере, одного линейного первичного возвратно-поступательного двигателя предпочтительно использован линейный электродвигатель, гидравлический двигатель или пневматический двигатель.
В дальнейшем предпочтительном варианте использованы средства для подвода текучей среды, вводимой под давлением в корпус контейнера при формировании шейки для придания корпусу контейнера жесткости и способствования удалению корпуса контейнера из фасонного штампа.
В наиболее предпочтительном варианте использован программируемый контроллер для регулирования расхода и давления текучей среды, вводимой в корпус контейнера, для сведения к минимуму потерь текучей среды из корпуса контейнера.
Применение линейного первичного двигателя с числовым программным управлением (ЧПУ) для операций с тонким листовым металлом дает широкий спектр преимуществ, не ограничивающихся обжатием в штампе. Изобретение обладает большой степенью гибкости в применении операций формообразования и способностью изменять профилирование и различные рабочие параметры в реальном времени. Конструировать кулачки можно, используя легко регулируемый способ согласно изобретению для быстрого и эффективного получения эмпирических данных посредством программируемой корректировки переменных, таких как перемещение, сила и скорость. Длина хода может быть отрегулирована простым набором кода желаемой длины на ходу и без остановки, без необходимости разборки машины, извлечения кулачка, вызвавшего сопротивление, модификации кулачка, замены и испытания новой длины хода, чтобы узнать, соответствует ли она предполагаемой модификации, и, наконец, определить, соответствует ли модификация предполагаемым результатам на профиле кулачка. Множество переменных формообразования и связанных с ними отношений может быть приведено в соответствие с конкретными требованиями, легко приспособлено к отдельным операциям и регулироваться независимо для каждой ступени в многоступенчатой машине. Изобретение позволяет выполнять операции формоизменения, требующие высокой степени изменчивости и точности. Оно позволяет также создавать устройства, которые могут быть конструктивно невыполнимыми при использовании нынешней технологии.
В предпочтительном варианте изобретения способ обжатия по диаметру боковой стенки в области открытого конца бесшовного цельного корпуса металлического контейнера, имеющего боковую стенку, окружающую продольную ось контейнера, и цельную торцевую стенку на одном из продольных концов боковой стенки, противоположном открытому концу, включает размещение корпуса контейнера с торцевой стенкой во взаимодействии с сегментом привода, а боковой стенки - во взаимодействии с профилирующим сегментом, имеющим неподвижно установленный фасонный штамп с криволинейной конфигурацией в продольном сечении и расположенный с возможностью образования стыка со стенкой исходного диаметра с постепенным сужением для обжатия по диаметру к открытому концу корпуса контейнера; перемещение штока выталкивателя первым двигателем с линейным приводом, совершающим возвратно-поступательное движение по продольной оси относительно контейнера; вытягивание выталкивателя, связанного со штоком выталкивателя, причем выталкиватель расположен с возможностью взаимодействия с внутренней поверхностью открытого конца контейнера и имеет по существу постоянный уменьшенный диаметр, соответствующий степени обжатия по диаметру на криволинейной конфигурации фасонного штампа; вытягивание выталкивателя в продольном направлении первым линейным двигателем на глубину в открытом конце корпуса контейнера за стык со стенкой исходного диаметра; принудительное перемещение штока толкателя вторым двигателем с линейным приводом, совершающим возвратно-поступательное движение по продольной оси относительно контейнера; введение в контакт наружной поверхности торцевой стенки контейнера с подушкой толкателя, которая приводится штоком толкателя; передачу прямолинейного усилия вторым линейным двигателем через шток толкателя на подушку толкателя, тем самым на торцевую стенку металлического контейнера и на боковую стенку металлического контейнера, вдавливая, таким образом, боковую стенку в криволинейный участок фасонного штампа; извлечение выталкивателя во время приложения линейного усилия к металлическому контейнеру в процессе формовки; сужение диаметра стенки, прилегающей к открытому концу корпуса банки, когда контейнер достигнет конца криволинейной конфигурации в фасонном штампе.
В другом предпочтительном варианте изобретения устройство для обжатия по диаметру боковой стенки в области открытого конца бесшовного цельного корпуса контейнера, имеющего боковую стенку, окружающую продольную ось контейнера, и цельную торцевую стенку на одном из продольных концов боковой стенки, противоположном открытому концу, содержит неподвижно установленный фасонный штамп с криволинейной конфигурацией в продольном сечении, образующий стык со стенкой исходного диаметра с постепенным сужением для обжатия по диаметру к открытому концу корпуса контейнера; первый двигатель с линейным приводом, совершающим возвратно-поступательное движение вдоль продольной оси контейнера; выталкиватель с по существу постоянным уменьшенным диаметром, соответствующим степени обжатию по диаметру на криволинейной конфигурации фасонного штампа, причем выталкиватель проходит в продольном направлении от положения снаружи открытого конца контейнера в глубину корпуса контейнера за стык со стенкой исходного диаметра; второй двигатель с линейным приводом, совершающий возвратно-поступательное движение вдоль продольной оси контейнера; шток толкателя, соединенный с подушкой толкателя, взаимодействующей с наружной поверхностью торцевой стенки контейнера, причем второй двигатель с линейным приводом передает линейное усилие через шток толкателя на подушку толкателя, тем самым на торцевую стенку металлического контейнера и на боковую стенку металлического контейнера, вдавливая, таким образом, боковую стенку в криволинейный участок фасонного штампа, при этом первый двигатель с линейным приводом способен извлекать выталкиватель во время приложения линейного усилия вторым двигателем с линейным приводом к металлическому контейнеру в процессе формовки в штампе.
Еще в одном варианте изобретения предлагается устройство для отладки оборудования, предназначенного для изготовления металлических контейнеров, включающее устройство для обжатия по диаметру боковой стенки в области открытого конца бесшовного цельного корпуса контейнера, имеющего боковую стенку, окружающую продольную ось контейнера, и цельную торцевую стенку на одном из продольных концов боковой стенки, противоположном открытому концу, содержащее неподвижно установленный фасонный штамп с криволинейной конфигурацией в продольном сечении, образующий стык со стенкой исходного диаметра с постепенным сужением для обжатия по диаметру к открытому концу корпуса контейнера; первый двигатель с линейным приводом, совершающим возвратно-поступательное движение вдоль продольной оси относительно контейнера; выталкиватель с по существу постоянным уменьшенным диаметром, соответствующим степени обжатия по диаметру на криволинейной конфигурации фасонного штампа, причем выталкиватель проходит в продольном направлении от положения снаружи открытого конца контейнера в глубину корпуса контейнера за стык со стенкой исходного диаметра; второй двигатель с линейным приводом, совершающий возвратно-поступательное движение по продольной оси относительно контейнера; шток толкателя, соединенный с подушкой толкателя, взаимодействующей с наружной поверхностью торцевой стенки контейнера, причем второй двигатель с линейным приводом передает линейное усилие через шток толкателя на подушку толкателя, тем самым на торцевую стенку металлического контейнера и на боковую стенку металлического контейнера, вдавливая, таким образом, стенку в криволинейный участок фасонного штампа, при этом первый двигатель с линейным приводом способен извлекать выталкиватель во время приложения линейного усилия вторым двигателем с линейным приводом к металлическому контейнеру в процессе формовки в штампе.
Настоящее изобретение имеет многочисленные преимущества по сравнению с решениями уровня техники. К ним относится большая степень гибкости в применении операций формообразования и возможность изменять рабочие параметры на ходу. Переменные, такие как перемещение, сила и скорость, программируемы и легко могут изменяться в любое время в процессе формования. В сочетании с этой изменчивостью данное изобретение позволяет изменять программу в реальном времени, так что процесс формообразования можно модифицировать быстро и без остановки или переналадки оборудования. Возможность изменения технологического процесса обработки металла в реальном времени позволяет использовать устройство в качестве инструментального средства отладки для задания производственных параметров машин, не обладающих таким разнообразием.
Переменные формообразования и связанные с ними отношения могут быть приведены в соответствие с конкретными требованиями, легко приспособлены к отдельным операциям и регулироваться независимо для каждой ступени в многоступенчатой машине. Это может совершаться на стороне "толкания" операции формообразования и на стороне "вытаскивания" с одинаковой или с разными силами. Эти дополнительные движения могут использоваться при многоступенчатом обжатии и при других операциях, требующих линейного перемещения, таких как раздвижные оправки, или для выполнения других операций, например прошивки дна и т.д.
Многочисленные преимущества и особенности данного изобретения станут понятны из последующего подробного описания изобретения и примеров его осуществления, формулы изобретения и сопровождающих чертежей, в которых подробности изобретения раскрыты полностью и целиком, как часть данного описания.
Краткое описание чертежей
Фиг.1 - схематическое изображение одного из вариантов реализации общей системы согласно изобретению;
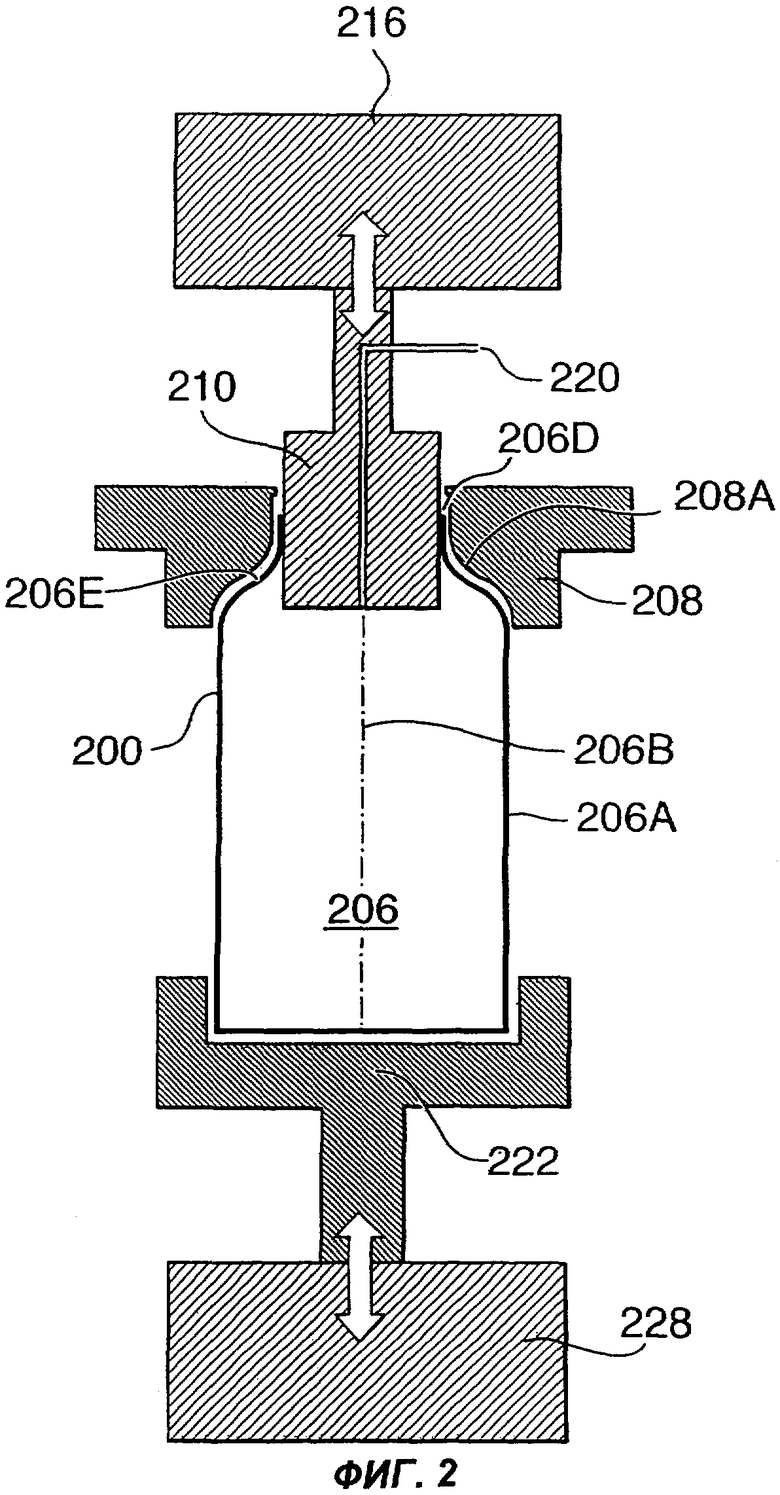
Фиг.2 - схематическое изображение одного из вариантов операции обжатия в штампе тонкостенного цилиндрического контейнера для напитков;
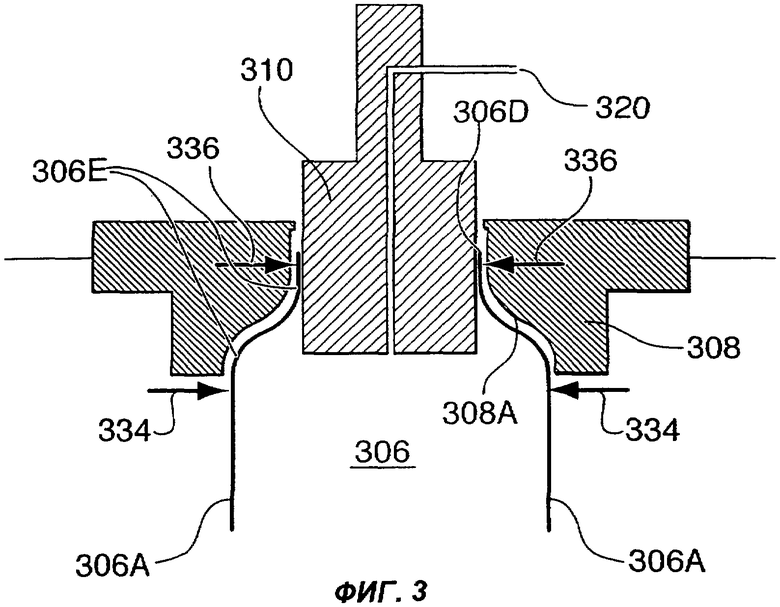
Фиг.3 - детальное схематическое изображение обжатия по диаметру в штампе стенки бесшовного цельного корпуса металлического контейнера;
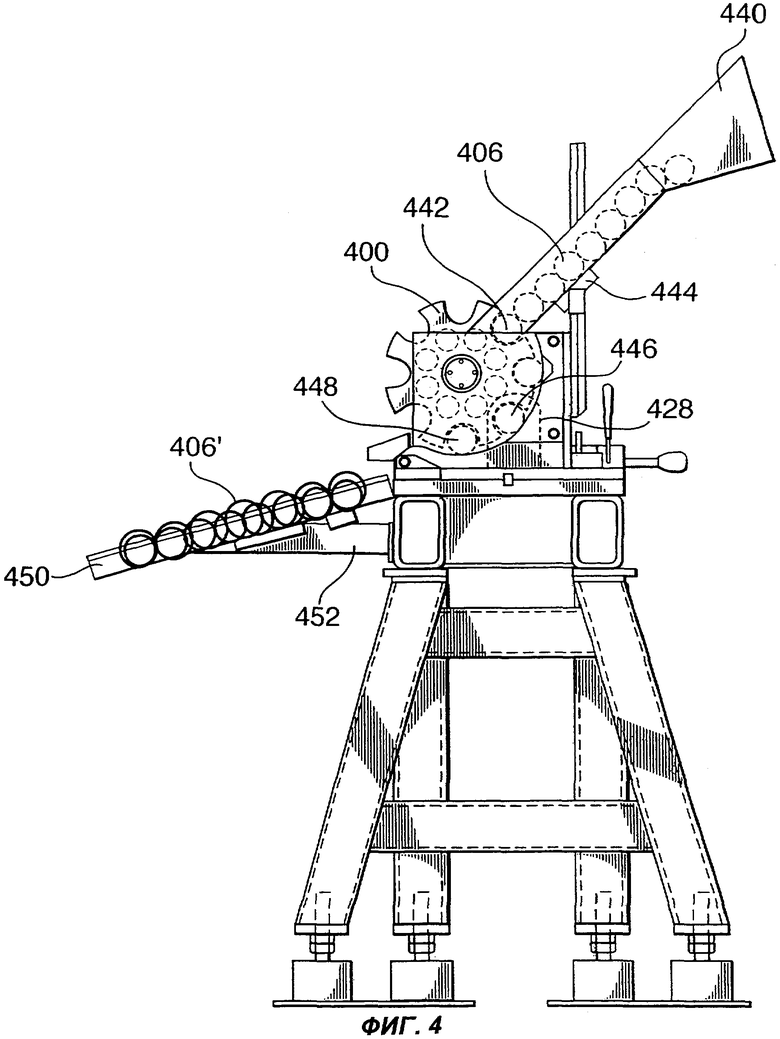
Фиг.4 - схематический вид сбоку одного из вариантов операции обжатия в штампе тонкостенного цилиндрического контейнера для напитков; и
Фиг.5 - иллюстрация, подобная фиг.1, но показывающая подключенное к устройству для обжатия числовое программное управление.
Осуществление изобретения
На фиг.1 изображена схема одной из реализации общей системы и устройства согласно изобретению. Как видно из фиг.1, устройство может рассматриваться как состоящее из профилирующего сегмента 102 и сегмента привода 104 (ограничены пунктирными линиями), которые совместно выполняют операции над бесшовным цельным корпусом металлического контейнера 106 для обжатия по диаметру стенки 106А корпуса. Эта операция называется также обжатием в штампе. Обжатие в штампе начинается ходом первого линейного двигателя 116, который предпочтительно представляет собой двигатель с линейным приводом, действующий как первичный двигатель. Первый линейный двигатель 116 оказывает направленное внутрь прямолинейное усилие на шток 114 выталкивателя, которое передается на выталкивающий элемент 110 (часто именуемый просто "выталкивателем"). Шток 114 выталкивателя защищен втулочным держателем 112 штока выталкивателя, который позволяет штоку выталкивателя совершать линейное движение в направлении продольной оси 106 В металлического контейнера 106. Втулочный держатель 112 удерживает также и фиксирует фасонный штамп 108, через который проходят шток 114 выталкивателя и выталкивающий элемент 110. Аналогичный второй линейный двигатель 128 имеется в сегменте привода 104. Он оказывает направленное внутрь прямолинейное усилие на шток 126 толкателя, которое передается через втулку 124 штока толкателя на подушку 122 толкателя. Втулка 124 штока толкателя защищает шток 126 толкателя и позволяет штоку толкателя совершать линейное движение в направлении продольной оси 106В корпуса контейнера 106. Вследствие этого подушка толкателя передает усилие на закрытое дно 106С корпуса контейнера 106.
Чтобы начать операцию обжатия в штампе, запускается первый линейный двигатель 116, который перемещает выталкивающий элемент 110 в открытый конец металлического контейнера 106 за ту точку, где должно произойти обжатие по диаметру стенки. Когда выталкивающий элемент 110 окажется на месте, второй линейный двигатель 128 передаст линейное усилие через шток 126 толкателя на подушку 122 толкателя. Вследствие этого корпус металлического контейнера 106 вдавливается и соприкасается с фасонной внутренней формообразующей поверхностью 108А фасонного штампа 108 с приемного конца. Воздух или другой газ под давлением вводится внутрь корпуса контейнера по каналу 120 в выталкивающем элементе 110 и давит на корпус контейнера 106, чтобы сохранить его конструктивную целостность в радиальном направлении во время операции обжатия. Одновременно достаточное линейное усилие передается от сегмента привода 104, чтобы открытый конец 106D корпуса контейнера 106 принял форму внутренней поверхности 108А фасонного штампа 108, образуя шейку 106Е. В это время первый линейный двигатель 116 оттягивает назад выталкивающий элемент 110 из корпуса контейнера 106 через шейку 106Е, когда она будет формироваться, чтобы создать опору на внутреннем диаметре стенки и способствовать вытягиванию металла в продольном направлении. Когда подушка 122 толкателя продвинется на максимальное расстояние, определяемое вторым линейным двигателем 128, полный отвод выталкивающего элемента 110 и давление воздуха в корпусе контейнера 106 способствуют отделению корпуса контейнера от профилирующего сегмента 102 устройства.
На фиг.2 изображена более подробная схема одной из реализации операции обжатия в штампе согласно настоящему изобретению. Как видно из фиг.2, обжатие в штампе (обжатие по диаметру) стенки 206А бесшовного цельного металлического корпуса контейнера 206 начинается ходом первого линейного двигателя 216. Первый линейный двигатель 216 создает продольное усилие, передаваемое на выталкивающий элемент 210. Выталкивающий элемент 210 проталкивается внутрь открытого конца корпуса металлического контейнера 206 за точку, в которой должно происходить обжатие по диаметру стенки. Когда выталкивающий элемент 210 встанет на место, второй линейный двигатель 228 приложит линейное усилие к подушке 222 толкателя.
Открытый конец 206D корпуса металлического контейнера 206 вдавливается и соприкасается с внутренней формообразующей поверхностью 208А фасонного штампа 208 с приемного конца. Воздух под давлением вводится внутрь корпуса контейнера 206 по каналу 220 в выталкивающем элементе 210 и давит на корпус контейнера 206, чтобы сохранить его конструктивную целостность в радиальном направлении во время операции обжатия. Одновременно достаточное линейное усилие передается от второго линейного двигателя 228, чтобы корпус контейнера 206 принял форму внутренней поверхности 208А фасонного штампа 208. В это время первый линейный двигатель 216 оттягивает назад выталкивающий элемент 210 из корпуса контейнера 206, чтобы создать опору на внутреннем диаметре стенки шейки 206Е во время ее образования, способствовать вытягиванию металла в продольном направлении и препятствовать образованию складок на участке шейки металлического контейнера 206. Когда подушка 222 толкателя продвинется на максимальное расстояние, определяемое вторым линейным двигателем 228, выталкивающий элемент и давление воздуха в корпусе контейнера вытолкнут корпус банки из фасонного штампа. Это возможно, когда подушка толкателя начнет двигаться назад от фасонного штампа. Выталкивающий элемент во время этого шага реверсируется, чтобы вытолкнуть банку из штампа.
Как видно из фиг.1 и 2, эти процессы обжатия в штампе уменьшают диаметр контейнера на несколько миллиметров при каждой операции. При попытке создать большее обжатие материал подвергается кольцевому изгибанию, известному как "образование складок". Применение выталкивающего элемента способствует предотвращению этого дефекта. Профили фасонного штампа и выталкивающего элемента согласованы между собой, так что зазор между ними составляет от 1,03 до 1,5 толщины материала. Это достаточно для того, чтобы позволить материалу пройти с небольшим утолщением, но не допустить образования складок.
При применении устройства описанного здесь типа и широком использовании средств регулирования скоростей и усилий, требующихся для производства контейнеров, проблема образования складок может быть исключена, и становятся возможными значительно большие обжатия по диаметру. Тем не менее, достижимое обжатие все еще ограничено допустимыми усилиями, которые могут быть приложены к металлическому контейнеру.
На фиг.3 изображена более подробная схема одной из реализации операции обжатия в штампе стенки бесшовного цельного корпуса металлического контейнера. Как видно из фиг.3, металлический контейнер 306 с первоначальным диаметром 334 вталкивается в фасонный штамп 308, а усилие, создаваемое линейным двигателем (не показан), передается через корпус контейнера стенкой 306А контейнера. При таком приложении линейного усилия стенка 306А совпадает по форме с формообразующей поверхностью 308А, а образованию складок препятствует выталкивающий элемент 310. Стенка 306А контейнера сужается в шейку 306Е контейнера от первоначального диаметра 334 до конечного диаметра 336. Если сила обжатия превысит прочность корпуса контейнера 306, то обжатие прекратится, и контейнер раздавится.
Данное изобретение обеспечивает значительные вариации не только на стороне "толкания" операции формования, но также и на стороне "вытаскивания".
Привод стороны вытаскивания осуществляется линейным двигателем, который отводит назад и вынимает выталкивающий элемент 310 из металлического контейнера 306, когда стенка 306А контейнера принимает форму поверхности 308А штампа. Вытягивание выталкивающего элемента 310 в фазе толкания во время штамповки способствует втягиванию открытого конца 306D стенки 306А контейнера в фасонный штамп 308 и обеспечению надлежащей толщины и формы стенки на участке обжатия в виде шейки 306Е контейнера. Качество и точность обработки устройством корпуса металлического контейнера 306 определяются усилиями и скоростями толкания и вытаскивания, а также их отношениями между собой. Эти отношения сил и скоростей толкания и вытаскивания и дискретные значения могут индивидуально изменяться на каждой ступени обжатия, так же как во время каждого отдельного формующего хода. Так как холодная обработка металлов возможна лишь в определенных пределах, зависящих от присущих им физических свойств, этот процесс обычно осуществляется в виде ряда последовательных обжатий в штампе. Это обеспечивает получение более гладкой и конической шейки контейнера. После первоначального формоизменения в первом штампе металлический контейнер подвергается серии дополнительных операций формообразования (возможно до 50 операций или около того) с использованием штампов с увеличивающейся кривизной, так что каждая из последовательных операций обжатия в штампе частично перекрывает и преобразовывает лишь часть ранее сформированного участка для получения гладкой конической шейки заданной длины. Обжатый участок может увеличивать емкость контейнера, а толщина его стенки может увеличиться в процессе обжатия, вследствие чего прочность на раздавливание обжатого участка может быть больше независимо от профиля.
На фиг.4 схематически изображен вид сбоку одной из реализации обжатия в штампе в соответствии с настоящим изобретением. Как видно их фиг.4, узел звездочки 400 используется для упрощения автоматического ввода и вывода металлических контейнеров 406 из устройства формообразования. Предварительно обжатые контейнеры 406 загружаются на спускной желоб 440, установленный на опоре 444. Контейнеры собираются в группу и располагаются бок о бок в ожидании ввода в узел звездочки 400 в точке ввода 442. После каждого цикла линейного двигателя 428, совершающего операцию обжатия металлического контейнера в штампе, узел звездочки перемещается на один шаг, поворачиваясь на 45 градусов (в данном конкретном исполнении). Операция обжатия в штампе, показанная на предыдущих чертежах, производится в точке обжатия 446 звездочки, где металлический контейнер располагается по одной линии с линейными двигателями и фасонным штампом (не показаны), как описано выше. Пройдя операцию обжатия в штампе в точке обжатия 446 звездочки, обжатый металлический контейнер поворачивается на один шаг в узле звездочки 400 и продолжает перемещаться по часовой стрелке к точке выхода 448, в которой он удаляется из узла звездочки 400. Обработанные контейнеры 406' собираются в сборном желобе 450, установленном на опоре 452.
Посредством применения линейных двигателей, показанных в предыдущих примерах, реализуются преимущества над обычными способами и устройствами. Описанное изобретение позволяет реализовать относительное движение толкателя и выталкивающего элемента с чрезвычайно различным отношением скоростей (толкание/вытаскивание) во время операции формирования шейки. При этом отношение скоростей (толкание/вытаскивание) может изменяться на отдельных ступенях обжатия и во время отдельных циклов. При использовании контроллера с микропроцессорным управлением силы, скорости и их отношения могут программироваться независимо и легко регулироваться в любой момент цикла формообразования.
При использовании устройства, показанного на фиг.1, возможны четыре независимых движения относительно фиксированного положения штампа: два на стороне толкателя и два на стороне выталкивателя. Операции формообразования могут выполняться на обоих концах хода двигателей, или одна и та же операция может выполняться у любого конца с одинаковыми или разными усилиями. Эти дополнительные движения могут использоваться при многоступенчатом обжатии и при любых других операциях, требующих линейного перемещения, таких как раздвижные оправки, или для выполнения других операций, т.е. прошивки дна и т.д. Так же как и основные движения при формировании контейнера, эти дополнительные движения тоже могут программироваться и легко регулироваться в любой момент цикла формообразования.
Формообразующие усилия, описанные в вышеприведенных примерах, тоже могут программироваться и легко регулироваться в любой момент цикла формообразования. Они могут быть приспособлены к отдельным операциям и регулироваться независимо для каждой ступени в многоступенчатой машине. Каскадное включение линейных двигателей позволяет также увеличивать эти усилия почти до любого желаемого значения.
Поскольку преимуществом упомянутых выше способа и устройства является большая гибкость при выполнении формообразующих операций с возможностью изменения таких параметров как перемещение, сила и скорость в ходе выполнения операции, система в высокой степени пригодна для использования при отладке производства контейнеров. Модификации в процессе обработки металла давлением могут выполняться быстро, без остановки и без переналадки оборудования. Профили контейнеров могут конструироваться быстро и просто благодаря использованию этих возможностей изменения и оптимизации. Это позволяет использовать изобретение в качестве лабораторного или конструкторского инструмента для выбора рабочих параметров для менее сложных, менее гибких и менее дорогих производственных машин, предназначенных для массового производства.
Устройство, предлагаемое настоящим изобретением, предпочтительно оснащается числовым программным управлением, которое при желании может быть охвачено обратной связью по перемещению. Компьютер может использоваться для управления первичными двигателями, воздействующими на штоки толкателя и выталкивателя, и по желанию для управления подачей сжатой текучей среды внутрь корпуса контейнера. Соответственно, компьютер может использоваться для управления такими переменными как длина хода штока выталкивателя и/или штока толкателя, отношение скоростей этих штоков, синхронизация стягивающего воздуха, кривые давления и герметизации и настройки для различных длин шейки, например, путем регулировки высоты стержня. Такие настройки могут выполняться путем изменения компьютерной управляющей программы (ЧПУ) через различные интерфейсы пользователя.
Упрощенный пример такой системы показан на фиг.5. На ней изображено устройство, аналогичное показанному на фиг.1, с одинаковым цифровым обозначением одинаковых элементов, за исключением того, что номера начинаются с "5", а не с "1". На фиг.5 дополнительно показан программируемый контроллер 580, доступ к которому осуществляется через монитор 582 с клавиатурой. Программируемый контроллер соединен проводной связью с исполнительными устройствами, управляющими двигателями 528 и 516 и подачей сжатого воздуха по каналу 520. В устройство входит петля обратной связи по перемещению (не показана), т.е. устройство измеряет перемещение или другие характеристики штоков выталкивателя и толкателя и передает эту информацию обратно на программируемый контроллер 580, где эту информацию можно сравнить с командами, запрограммированными в контроллере. Программируемый контроллер может поэтому проверять заданную траекторию, которую пользователь вводит для каждого штока в петлю обратной связи по перемещению, и соответственно корректировать первичные двигатели. В качестве базы система предпочтительно использует время. В альтернативном варианте система может использовать желаемое соотношение скоростей, т.е. отношение скорости выталкивателя к скорости толкателя, которое может поддерживаться постоянным или переменным, а затем программируемый контроллер вычислит, какой путь должен пройти выталкивающий элемент или толкатель, чтобы соблюдалось соотношение скоростей.
Другой альтернативный путь обеспечения дифференциального движения между толкателем и выталкивателем, т.е. аналогичного отношению скоростей, который может способствовать оптимизации процесса, состоит в измерении нагрузки толкателя или нагрузки, которую первичный двигатель создает на стороне толкателя. При этом нагрузка используется в цепи обратной связи для управления ускорением, скоростью и/или отношением перемещений штоков толкателя и выталкивателя таким образом, чтобы минимизировать нагрузку, создаваемую машиной, минимизируя тем самым нагрузку на обжимаемый контейнер. Может потребоваться компенсация нагрузки, вызванной давлением воздуха, используемого для отделения корпуса контейнера от фасонного штампа в устройстве. Непосредственно перед обжатием контейнер заполняется воздухом под давлением, превышающим атмосферное. Эта компенсация может выполняться за счет использования нагрузки в петле обратной связи только в периоды формирования шейки в машинном цикле и/или путем измерения давления нагрузки во время цикла и ее учета.
Вышеупомянутая петля обратной связи может использоваться для минимизации нагрузки, прилагаемой к корпусу контейнера во время операции обжатия. При этом отвод выталкивающего элемента можно контролировать и управлять им, чтобы уменьшить силу, необходимую для обжатия, когда корпус контейнера вдавливается в фасонный штамп. Выталкивающий элемент способствует втягиванию корпуса контейнера в фасонный штамп при формировании шейки, тем самым позволяя снизить толкающую силу, приложенную к корпусу обжимаемого контейнера. Программируемый контроллер может использоваться для измерения этих соответственных сил и управления ими, чтобы выполнить надлежащее обжатие с приложением минимальных сил.
Регулируемой является также "высота стержня". Это расстояние между подушкой толкателя и фасонным штампом, которое может регулироваться с помощью программируемого контроллера для управления первичными двигателями с использованием петли обратной связи по перемещению для задания пользователем желаемого значения. Может быть использована также блокировочная система для "фиксации" настройки, чтобы она не могла измениться в процессе операции. Таким образом, корпуса контейнеров различного размера могут быть приспособлены к однотипному оборудованию. Вариантом этого является использование числового программного управления, которое регулирует высоту стержня, действуя так, чтобы обеспечивать в процессе обжатия иные отношения скоростей, чем те, которые изначально заданы в системе жестких кулачков.
Поскольку числовое программное управление управляет давлением воздуха в корпусе контейнера во время и после обжатия, оно может быть использовано для замедления потока воздуха, поступающего внутрь корпуса контейнера, после того как будет достигнуто определенное давление. Воздух медленно просачивается из контейнера, обтекая выталкивающий элемент, так что для компенсации этой утечки требуется постоянный приток воздуха в корпус контейнера. Однако если поддерживать чрезмерный поток воздуха после того, как будет достигнуто оптимальное давление, то просто увеличится просачивание воздуха вокруг выталкивающего элемента, и вследствие увеличения просачивания увеличатся расходы. Если в корпусе контейнера, например на выталкивающем элементе, установить датчик давления, компьютер сможет зафиксировать, когда давление достигнет оптимального значения, и программируемый контроллер установит клапан в положение минимальной подачи воздуха, необходимой для поддержания желаемого значения.
Способ, которым осуществляется управление потоком воздуха во время обжатия, называется синхронизацией стягивающего воздуха. Так же как для оптимальной синхронизации стягивающего воздуха в конкретном корпусе контейнера программируемый контроллер может использоваться для регулировки синхронизации стягивающего воздуха во время регулировки профиля шейки, чтобы подавать воздух в нужный момент давление также может быть оптимизировано путем такой подачи воздуха, чтобы максимальное давление достигалось в нужный момент, когда это требуется для уменьшения дефектов шейки и обеспечения необходимого усилия для выталкивания корпуса контейнера из фасонного штампа.
В идеале устройство, предлагаемое данным изобретением, обеспечивает исключительно гибкое регулирование движения штоков толкателя и выталкивателя, исключительно гибкое регулирование отношения скоростей, исключительно гибкое регулирование синхронизации стягивающего воздуха, давления и герметизации профилей, простую регулировку для получения различной длины шейки путем регулировки длины хода и высоты стержня, простую регулировку для получения контейнеров различной высоты путем регулировки высоты стержня. Эти настройки осуществляются путем внесения изменений в программу числового программного управления, а возможность их реализации обеспечивается наличием, по меньшей мере, одного возвратно-поступательного регулируемого первичного двигателя.
Хотя устройство, предложенное в настоящем изобретении, предпочтительно имеет исключительно гибко регулируемые первичные двигатели как в профилирующем сегменте, так и в сегменте привода, это не является обязательным. Может быть предусмотрено обычное устройство с жестким кулачком в одном из этих сегментов и возвратно-поступательный первичный двигатель - в другом. Термин "жесткий кулачок" относится к физическому кулачку ("жесткий" в противоположность "программируемому") обычного типа, который при вращении вызывает продольное движение штока толкателя или штока выталкивателя. Жесткий кулачок может перемещать шток толкателя или выталкивателя, который имеет длину хода, достаточную для отпрессовывания шеек корпусов контейнеров с длинами шейки, высотами контейнеров и диаметрами, не выходящими из ожидаемых пределов, при использовании для перемещения другого штока возвратно-поступательного линейного первичного двигателя с компьютерным управлением.
Конечно, жесткие кулачки могут использоваться для перемещения штоков как толкателя, так и выталкивателя, обеспечивая длины хода, достаточные для отпрессовывания шеек контейнеров с длинами шейки, высотами банок и диаметрами, не выходящими из ожидаемых пределов. В это время возвратно-поступательный линейный первичный двигатель с компьютерным управлением может использоваться для управления высотой стержня, т.е. расстоянием между стороной толкателя и стороной штампа (выталкивателя) машины, и фиксации этого расстояния, чтобы во время обжатия не происходило движения. В альтернативном варианте относительное расстояние между двумя сторонами не должно фиксироваться с использованием числового программного управления, чтобы получить эффект переменных отношений скоростей штоков толкателя и выталкивателя.
В еще одном альтернативном варианте можно вместо вталкивания корпуса контейнера в фасонный штамп удерживать банку в неподвижном положении и насаживать фасонный штамп на корпус контейнера для образования шейки. При этом выталкивающий элемент должен использоваться так же, как и прежде. Движения штампа и штока выталкивателя должны быть скоординированы для получения оптимальных результатов. В этом варианте линейный первичный двигатель используется для управления движением фасонного штампа.
В качестве еще одной альтернативы изобретение может использоваться для создания гибкой профилирующей машины. В такой машине один комплект оснастки сконструирован так, что он может использоваться для обжатия контейнеров с чрезвычайно различными профилями шеек без необходимости в какой-либо новой оснастке. В этом случае небольшая дополнительная оснастка может потребоваться лишь на начальной и конечной ступенях процесса формирования шейки.
Предшествующее описание изобретения представлено с целью иллюстрации и пояснения. Оно не претендует быть исчерпывающим или ограничивающим изобретение. В свете этой оговорки возможны другие модификации и вариации. Варианты реализации были выбраны и описаны таким образом, чтобы лучше объяснить принципы изобретения и его практическое применение и тем самым позволить специалистам в данной области наилучшим образом использовать изобретение в различных реализациях и различных модификациях, пригодных для конкретных предполагаемых применений. Предполагается, что формула изобретения будет истолкована как допускающая возможность других альтернативных реализации изобретения, а не ограничительным образом.
Хотя нижеследующая формула изобретения содержит конкретную совокупность признаков, следует иметь в виду, что возможны другие комбинации признаков, и все такие возможные комбинации признаков являются частью настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| Способ формообразования криволинейной горловины на конце трубной заготовки и устройство для его осуществления | 1987 |
|
SU1484410A1 |
| ГИДРАВЛИЧЕСКАЯ ФОРМОВОЧНАЯ МАШИНА И МАШИНА ДЛЯ ФОРМОВАНИЯ МЕТАЛЛИЧЕСКИХ ШАРИКОВ | 2017 |
|
RU2732301C1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЗДАНИЯ СУЖЕНИЯ ОТКРЫТОГО КОНЦА КОНТЕЙНЕРА | 2002 |
|
RU2283200C2 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Автомат для этикетировки бутылок | 1954 |
|
SU100516A1 |
| Штамп-автомат | 1984 |
|
SU1214304A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |

Изобретение относится к области обработки металлов давлением, в частности к получению обжатием контейнеров. Способ обжатия по диаметру боковой стенки бесшовного цельного корпуса металлического контейнера включает принудительное вдавливание открытого конца корпуса контейнера в фасонный штамп, которое осуществляют с использованием числового программного управления. Способ осуществляют в устройстве, содержащем выталкивающий элемент, фасонный штамп, средства для принудительного вдавливания открытого конца корпуса контейнера в фасонный штамп, средства для перемещения и извлечения выталкивающего элемента и средства для удаления корпуса контейнера из фасонного штампа и с выталкивающего элемента. По меньшей мере, одно из средств для принудительного вдавливания открытого конца корпуса контейнера в фасонный штамп и одно из средств для перемещения выталкивающего элемента выполнено с числовым программным управлением для обеспечения возможности оптимизации указанного ввода или перемещения корпуса контейнера и образуемой на нем шейки. Повышается качество изготавливаемых контейнеров. 2 н. и 21 з.п. ф-лы, 5 ил.
| US 5355710, 18.10.1994 | |||
| Способ обжима концов трубных заготовок | 1976 |
|
SU574256A1 |
| Способ изготовления горловин баллонов | 1986 |
|
SU1412858A1 |
| УСТРОЙСТВО ДЛЯ ОБЖАТИЯ КОНЦОВ ТРУБ | 1993 |
|
RU2043813C1 |

