Изобретение относится к способу прокатки полос в клети прокатного стана, включающей два перемещающихся в осевом направлении рабочих валка, снабженных выпукло-вогнутым (CVC) шлифом или подобным профилем, изогнутый профиль которых описывается полиномом третьего или более высокого порядка, два опорных валка и в определенных случаях дополнительно два промежуточных валка и систему изгиба рабочих валков и в определенных случаях дополнительную систему изгиба промежуточных валков, при этом для регулирования плоскостности и профиля полосы в виде установочных механизмов в определенных случаях используется изгиб рабочих валков или осевое перемещение рабочих валков. Как альтернативный или дополнительный вариант могут быть использованы изгиб промежуточных валков и осевое перемещение промежуточных валков, равно как и изгиб рабочих валков.
При использовании обычных валков плоскостность полосы регулируется за счет выбора профиля бочки рабочих валков (выпуклого, вогнутого или цилиндрического) и изгиба рабочих валков. Недостатком является то, что по этой причине для различных программ прокатки должны применяться различные бочки рабочих валков, что влечет за собой затруднительное манипулирование рабочих валков. Кроме того, при более сложных программах прокатки изгиб рабочих валков часто достигает установочного предела и, следовательно, более не может обеспечивать плоскостность.
Чтобы упростить манипулирование рабочих валков и одновременно положительно воздействовать на профиль и плоскостность, даже в последних клетях прокатного стана обеспечивается использование рабочих валков с выпукло-вогнутым профилем бочки (CVC = Continuously Variable Crown).
Изгиб рабочих валков редко достигает при этом своего установочного предела и всегда сохраняется возможность динамического регулирования. Недостатком является то, что при общепринятой практике осевого перемещения рабочих валков с выпукло-вогнутым профилем бочки диапазон перемещения в пределах одной программы прокатки оказывается относительно узким и выравнивание однородности износа рабочих валков осуществляется лишь в ограниченной форме. Поэтому в виде компромисса используется «гладкий» выпукло-вогнутый шлиф, то есть ограниченный установочный CVC-диапазон при соответствующей высоте перемещения.
Исходя из указанного уровня техники задача изобретения состоит в том, чтобы предложить способ прокатки полос в прокатной клети с осевым перемещением рабочих валков с выпукло-вогнутым профилем бочки или рабочих валков с подобным профилем, причем способ при простом манипулировании валков, наряду с предоставлением больших возможностей для регулирования профиля и плоскостности, обеспечивает также выравнивание однородности износа рабочих валков.
Поставленная задача решается за счет признаков пункта 1 формулы изобретения тем, что вызывают цикличное изменение изгиба рабочих валков от одной полосы к другой в определенно заданном сегменте их установочного диапазона одновременно или обеспечивают более значительное цикличное осевое перемещение рабочих валков, призванное установить плоскостность или профиль полосы, при этом в результате комбинированного воздействия обеих систем регулирования (изгиб рабочих валков и осевое перемещение рабочих валков) в хорошем приближении параболический эффект этих обеих систем регулирования взаимно дополняется и таким образом обеспечивает плоскостность, а также оптимальное выравнивание однородности износа рабочих валков.
Предпочтительные варианты реализации изобретения предлагаются в зависимых пунктах формулы изобретения.
Из уровня техники известно цикличное осевое перемещение рабочих валков. Однако до сих пор этот режим работы осуществлялся лишь с валками с обычным выпуклым шлифом рабочих валков главным образом в последних клетях прокатного стана (Hitachi Review Vol.34 (1985), No.4, pp.153-167) или в исключительных случаях с коническими валками в ограниченном диапазоне (ЕР 0153849 А2).
Кроме того, из уровня техники известен способ прокатки полос в клети прокатного стана, содержащей два перемещающихся в осевом направлении рабочих валка, снабженных выпукло-вогнутым шлифом или подобным профилем, изогнутый профиль которых описывается полиномом третьего или более высокого порядка, два опорных валка и, при необходимости, дополнительно два промежуточных валка и систему изгиба рабочих валков и при необходимости дополнительную систему изгиба промежуточных валков, при этом для регулирования плоскостности и профиля полосы в качестве установочных механизмов используется изгиб рабочих валков и осевое 1 перемещение рабочих валков, комбинированное воздействие которых, взаимно дополняясь, обеспечивает плоскостность прокатываемой полосы (RU 2203154 С, 27.04.2003).
Согласно изобретению цикличное изменение изгиба рабочих валков, когда речь идет о валках с выпукло-вогнутым профилем бочки, имеющих относительно большой установочный диапазон профиля, по настоящее время еще не практиковалось и является новым. Это цикличное изменение изгиба рабочих валков, которое может быть поддержано прокатным усилием или распределением прокатного усилия в пределах прокатного стана, инициирует в случае валков с выпукло-вогнутым профилем бочки дополнительное цикличное осевое перемещение рабочих валков при одновременном выравнивании однородности износа рабочих валков. При этом большой параболический установочный диапазон рабочих валков с выпукло-вогнутым профилем бочки в любой момент сохраняет регулировочный запас, что позволяет реагировать на изменившиеся граничные условия такие, например, как износ опорных валков, термический профиль, прокатное усилие или нагружение клети и так далее. В зависимости от этих граничных условий цикличное осевое перемещение рабочих валков осуществляется предпочтительно в положительном, отрицательном сегменте или по всему установочному диапазону осевого перемещения.
Согласно изобретению цикличное осевое перемещение рабочих валков задается непосредственно или вызывается опосредованно путем цикличного изменения изгиба рабочих валков, при этом взаимодействие осевого перемещения рабочих валков и изгиба рабочих валков управляется в режиме on-line на базе модели процесса.
При этом цикличное изменение положения или изгиба рабочих валков осуществляется лишь в допустимом диапазоне, в котором могут быть соблюдены качественные параметры полосы такие, как плоскостность (параболический и более высокий порядок), добротность профиля полосы, а также уровень профиля полосы, причем для соблюдения этих критериев при моделировании процесса - управляемого в режиме on-line - высота цикличного осевого перемещения или/и диапазон предварительной настройки изгиба рабочих валков могут быть ограничены.
Так как при пропуске первых полос, например после замены валков, и при соответствующих требованиях к регулированию профиля и плоскостности автоматически следует ожидать более значительных изменений в положении осевого перемещения, то цикличное изменение рабочих валков активируется либо сразу же после замены валков, либо вскоре после этого, например после первых пяти полос.
Как замена или дополнение к цикличному изменению изгиба рабочих валков, в виде альтернативы, обусловленной конструкцией прокатной клети, для осуществления цикличного изменения положения рабочих валков аналогичным образом может быть задействован изгиб промежуточных валков или осевое перемещение промежуточных валков или установочный элемент профиля опорных валков.
Другие особенности, признаки и преимущества изобретения поясняются более детально ниже на схематически представленных на чертежах примерах осуществления, где показаны:
Фиг.1 - программа прокатки по ширине полосы на 85 полос,
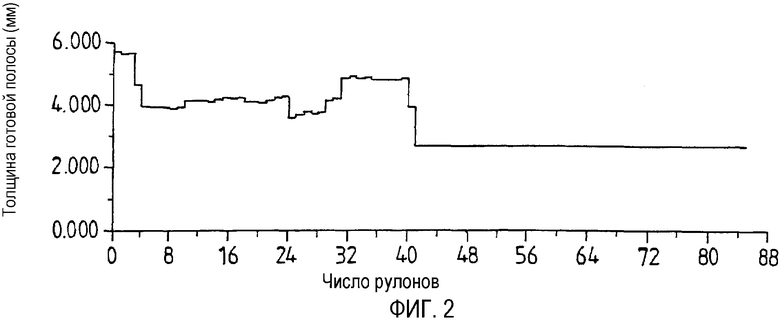
Фиг.2 - программа прокатки по толщине готовой полосы на 85 полос,
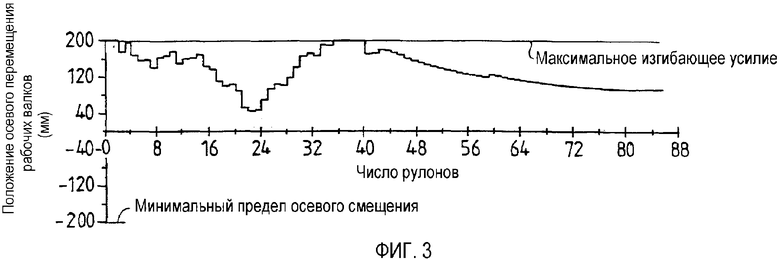
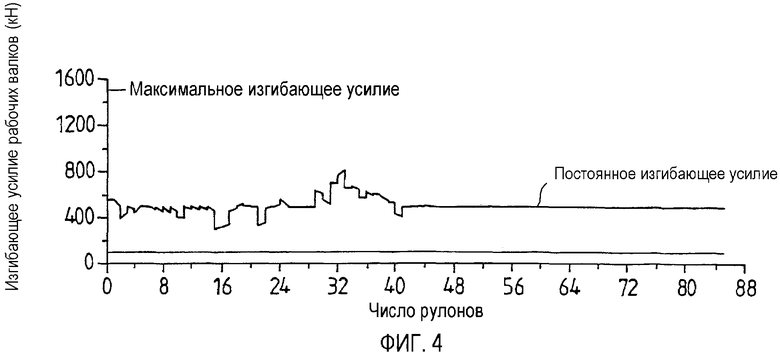
Фиг.3 и 4 - обычное осевое перемещение при высоком нагружении клети,
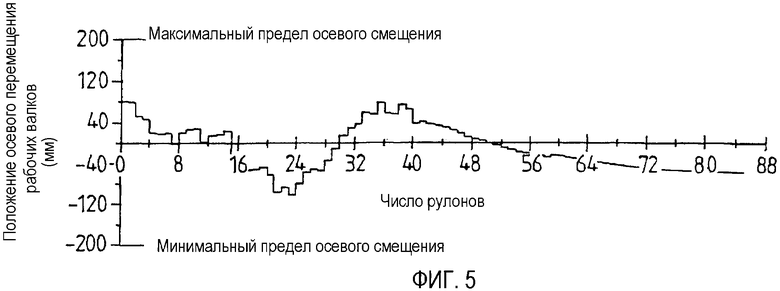
Фиг.5 и 6 - обычное осевое перемещение при низком нагружении клети,
Фиг.7 и 8 - цикличное осевое перемещение при высоком нагружении клети,
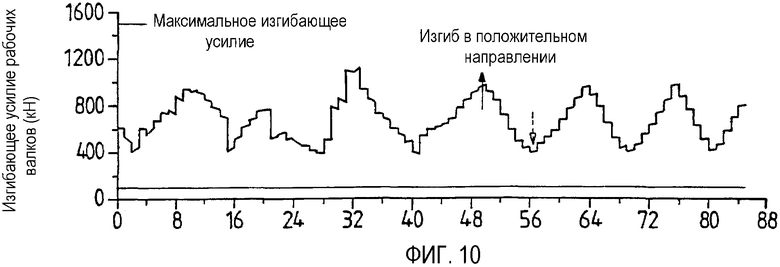
Фиг.9 и 10 - цикличное осевое перемещение при низком нагружении клети,
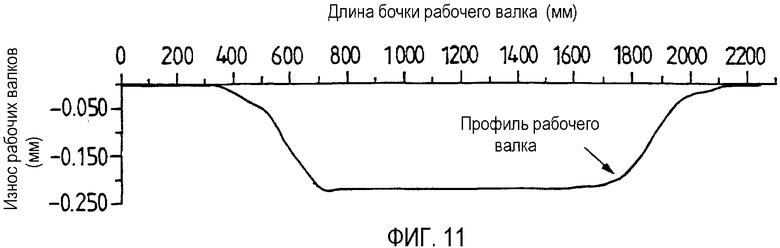
Фиг.11 - профиль износа рабочих валков при цикличном осевом перемещении,
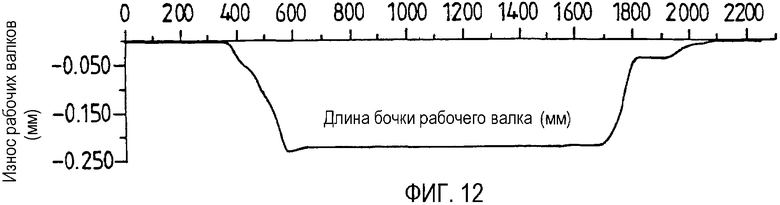
Фиг.12 - профиль износа рабочих валков при обычном осевом перемещении.
На представленных примерах изображены оба моделируемых режима работы - осевое перемещение рабочих валков и изгиб рабочих валков - на примере программы прокатки 85 полос (рулонов). На фиг.1-10 на оси абсцисс показаны число или соответственно порядковый номер полос (номер рулона).
На фиг.1 на оси ординат показана согласно программе прокатки, соответствующая ширина полос ВВ, в мм, а на фиг.2 - толщины готовых полос BD. Примерно вплоть до полосы 40 прокатывают полосы различной ширины ВВ и различной толщины готовой полосы BD, затем изготавливают полосы с постоянной шириной ВВ примерно 1200 мм и постоянной толщиной готовой полосы BD примерно 2,8 мм.
Для показанной на фиг.1 и 2 программы прокатки на фиг.3-6 приведены ожидаемые результаты для обычного осевого перемещения рабочих валков с выпукло-вогнутым профилем бочки при различном нагружении клети или различном износе опорных валков.
На фиг.3 и 4 приводятся полученные результаты для необходимого положения осевого перемещения VP рабочих валков в мм (фиг.3) и применяемого изгибающего усилия ВК рабочих валков в кН (фиг.4) при высоком износе опорных валков или высоком нагружении клети. Как видно при этом из фиг.3, в этом обычном режиме работы положения осевого перемещения рабочих валков устанавливают преимущественно в положительном диапазоне, чтобы таким образом, например, компенсировать нагружение клетей. Частично перемещение достигает максимального предела VPmax.
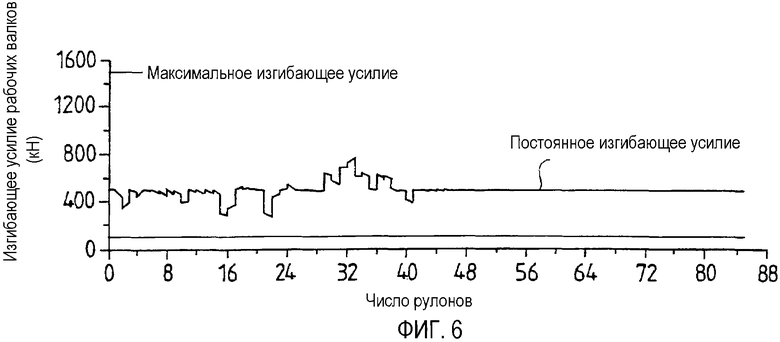
На фиг.5 и 6 показаны, в соответствии с фиг.3 и 4, результаты, полученные при низком износе опорных валков или низком нагружении клети. Полученные характеристики кривых для положения осевого перемещения VP рабочих валков (фиг.5) и для изгибающего усилия ВК рабочих валков (фиг.6) схожи с их характеристикой на фиг.3 и 4, причем при примерно одинаковом изгибающем усилии значения осевого перемещения VP рабочих валков соответственно измененным граничным условиям - находятся преимущественно в среднем установочном диапазоне осевого перемещения. Общим, если рассматривать в целом, является то, что при обычной практике осевого перемещения рабочих валков с выпукло-вогнутым профилем бочки, величина осевого перемещения относительно невелика и соответственно программе прокатки изгибающее усилие ВК рабочих валков примерно после полосы 40 остается постоянным (BKconst).
На фиг.7-10 приводятся ожидаемые результаты цикличного, согласно изобретению, осевого перемещения рабочих валков с выпукло-вогнутым профилем бочки или изгиба рабочих валков для одинаковой программы прокатки при различном нагружении клети или различном износе опорных валков.
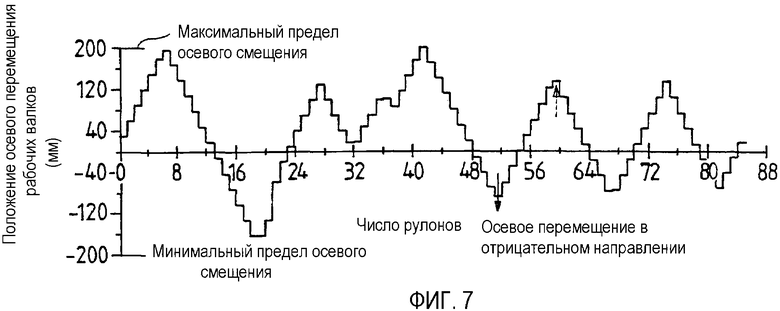
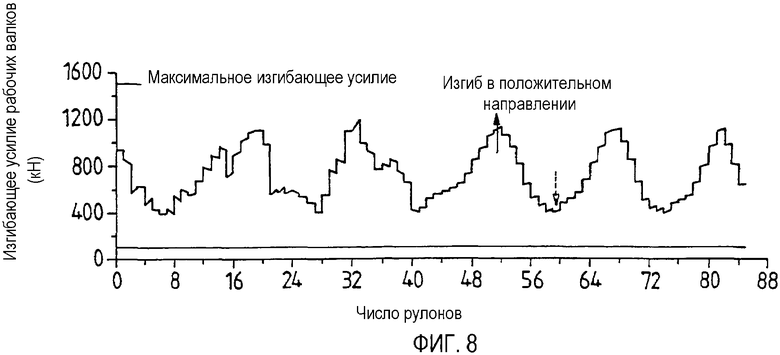
На фиг.7 и 8 представлены полученные результаты для положения осевого перемещения VP рабочих валков в мм (фиг.7) и применяемого изгибающего усилия ВК рабочих валков в кН (фиг.8) при высоком износе опорных валков или высоком нагружении клети. Отчетливо виден по сравнению с результатами обычного осевого перемещения с фиг.3 большой использованный установочный диапазон рабочих валков с выпукло-вогнутым профилем бочки, при этом валки находятся как в положительном, так и в отрицательном диапазоне.
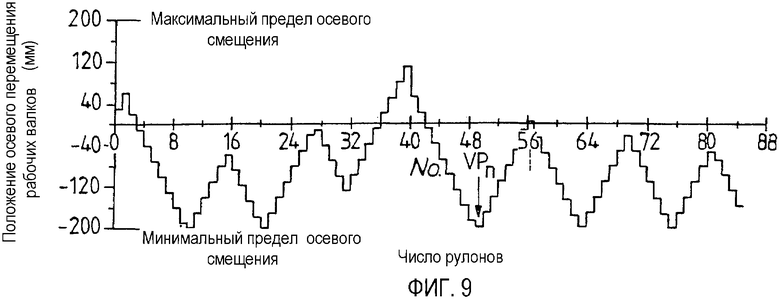
На фиг.9 и 10 были представлены, в соответствии с фиг.7 и 8, полученные результаты при низком износе опорных валков или низком нагружении клети. Полученные характеристики кривых для положения осевого перемещения VP рабочих валков (фиг.9) и для изгибающего усилия ВК рабочих валков также в этом случае схожи с их характеристикой на фиг.7 и 8, причем при примерно одинаковом изгибающем усилии цикличное осевое перемещение VP рабочих валков с выпукло-вогнутым профилем бочки в соответствии с измененными граничными условиями происходит преимущественно в отрицательном установочном диапазоне осевого перемещения.
Характерным для режима работы с цикличным осевым перемещением, согласно изобретению, является встречное взаимодействие между положением осевого перемещения VP рабочих валков и изгибающим усилием ВК рабочих валков, что отчетливо представлено на чертежах. При осевом перемещении рабочих валков, с выпукло-вогнутым профилем бочки, в отрицательном направлении VPn наблюдается изгиб в положительном направлении ВКр, и наоборот.
Полученное в результате цикличного осевого перемещения, согласно изобретению, рабочих валков с выпукло-вогнутым профилем бочки выравнивание однородности износа рабочих валков отчетливо видно на фиг.11 и 12. Здесь показан износ рабочих валков AV в мм по длине бочки BL рабочего валка в мм, который имеет место в конце программы прокатки. При почти одинаковой величине износа в средней части бочки профиль валка WK в цикличном режиме работы (фиг.11) представляется в зоне кромок, по сравнению с обычном режимом работы (фиг.12), более гармоничным, в то время как вследствие меньшего осевого перемещения при обычном режиме работы заметна более круто сработанная кромка с острым угловым переходом.
Более гармоничный профиль износа рабочих валков положительно сказывается на качестве профиля полосы. Следовательно, может быть более эффективно скорректировано появление на полосе утолщений или утонение кромки полосы.
Перечень позиций на чертеже
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ КАТАНЫХ ПОЛОС С НУЖНОЙ РАЗНОТОЛЩИННОСТЬЮ ПРОФИЛЯ | 2002 |
|
RU2280518C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| ВЫПУКЛЫЙ ВАЛОК ДЛЯ РЕГУЛИРОВАНИЯ ПРОФИЛЯ И ПЛОСКОСТНОСТИ КАТАНОЙ ПОЛОСЫ | 2005 |
|
RU2391154C2 |
| Многовалковая система прокатной клети | 1986 |
|
SU1375365A1 |
| ВАЛОК ДЛЯ ВОЗДЕЙСТВИЯ НА ПЛОСКОСТНОСТЬ | 1999 |
|
RU2220797C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2195377C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРАВЛЕНИЯ И ТИПЫ КЛЕТЕЙ ДЛЯ СТАНА ТАНДЕМ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2004 |
|
RU2358819C2 |
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |
| Способ прокатки металлических полос | 1983 |
|
SU1787052A3 |
Изобретение предназначено для прокатки полос в клети прокатного стана, включающей два перемещающихся в осевом направлении рабочих валка, снабженных выпукло-вогнутым или подобным профилем, изогнутый профиль которых описывается полиномом третьего или более высокого порядка. Выравнивание однородности износа рабочих валков наряду с возможностью регулирования профиля и плоскостности, обеспечивается за счет того, что посредством цикличного изменения противоизгиба рабочих валков от одной полосы к другой в определенно заданном сегменте их установочного диапазона одновременно вызывают или форсируют более значительное цикличное осевое перемещение рабочих валков, при этом посредством использования модели процесса в режиме on-line управляют и ограничивают величину циклического осевого перемещения. 5 з.п. ф-лы, 12 ил.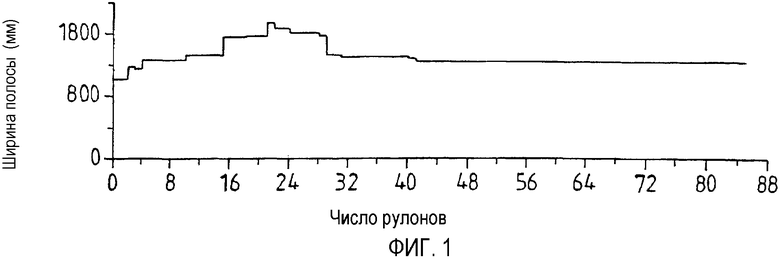
| СПОСОБ ПРОКАТКИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2203154C2 |
| Способ непрерывной прокатки листов | 1986 |
|
SU1452631A1 |
| Способ прокатки полос | 1981 |
|
SU1362514A1 |
| US 5655397 А1, 12.08.1997 | |||
| JP 6015322 А, 25.01.1994 | |||
| ЕР 0276743 А, 03.08.1988. | |||

