Изобретение относится к механосборочному производству, в частности к технологическому оборудованию, предназначенному для сборки базовых деталей с деталями, устанавливаемыми в них, и может быть использовано в машиностроении.
Известно устройство для сборки деталей типа вал-втулка (см. SU 774894, В23Р 19/027, 30.10.1980 г.), содержащее соосно установленные толкатель силового привода, призму, с возможностью соосного размещения в ней собираемой детали, а также бункерный питатель с наклонным днищем, причем толкатель является отсекателем потока деталей.
Недостатки устройства обусловлены сложностью обеспечения длительной непрерываемой работы из-за наличия питателя небольшой емкости и наличия механизма подачи отсеченной детали на ось сборки, усложняющего конструкцию устройства.
Задача изобретения - обеспечение бесперебойной подачи деталей-осей при их сборке с базовой деталью.
Поставленная задача решается устройством для сборки базовой детали с деталью-осью, содержащим толкатель силового привода, призму с возможностью размещения в ней детали-оси соосно с толкателем и отверстием в базовой детали, и бункерный питатель с наклонным днищем, причем толкатель является отсекателем потока деталей-осей и дополнительно оснащен роликами, взаимодействующими с опорными площадками, расположенными по обе стороны призмы, а наклонное днище бункерного питателя выполнено двухскатным с зазором между скатами, равным диаметру деталей-осей, скаты подвешены на шарнирах с возможностью качания, разнесены по высоте, причем один из скатов образует стенку, близкую к вертикали, и снабжены планками со скосами, выполненными с возможностью взаимодействия с указанными выше роликами толкателя, и регулируемыми упорами.
Кроме того, каждый скат выполнен в виде 3-х ребер.
В предлагаемом устройстве толкатель оснащен роликами, опирающимися на площадки по обе стороны призмы и взаимодействующими с планками со скосами, установленными на шарнирных скатах бункерного днища. Днище, в свою очередь, выполнено двухскатным с зазором между скатами, равным диаметру деталей-осей, кроме того, один из скатов образует стенку, близкую к вертикали. Скаты снабжены планками со скосами, выполненными с возможностью взаимодействия с указанными выше роликами толкателя и регулируемыми упорами.
Эти признаки в прототипе отсутствуют, следовательно, предлагаемое устройство обладает новизной.
Оснащение толкателя роликами, взаимодействующими с планками со скосами, установленными на шарнирно-подвешенных скатах, позволяет производить качание скатов, а это приводит к разрушению свода. Наличие опорных площадок по обе стороны призмы исключает поворот толкателя при взаимодействии с одной из планок со скосами и позволяет производить рассогласованное (т.е. одно не зависимо от другого) качание скатов, а это позволяет повысить интенсивность ворошения осей. Выполнение днища двухскатным также вдвое увеличивает и интенсивность ворошения. Образование зазора между скатами, равным диаметру деталей-осей, позволяет сформировать упорядоченный поток осей, расположенных выше отсекателя. Выполнение скатов на разной высоте, с образованием одним из них стенки, близкой к вертикали, способствует лучшему прохождению осей в зазор между скатами. Скосы на планках, установленных на скатах и взаимодействующих с роликами, выполнены с углом наклона к плоскости движения роликов (или к плоскости опорных площадок) не более 30 градусов, что исключает резкие удары и встряхивание осей при взаимодействии с роликами во время движения толкателя. Наличие регулируемых упоров на скатах позволяет подобрать оптимальную амплитуду качания скатов, способствующую наиболее эффективному ворошению осей.
Выполнение скатов в виде трех ребер способствует повышению надежности работы, например, при попадании посторонних предметом в виде стружки, окалины и тому подобное в бункер, они проваливаются между ребрами и не мешают нормальной работе устройства.
Таким образом, новые признаки обеспечивают получение новых свойств, то есть являются существенными.
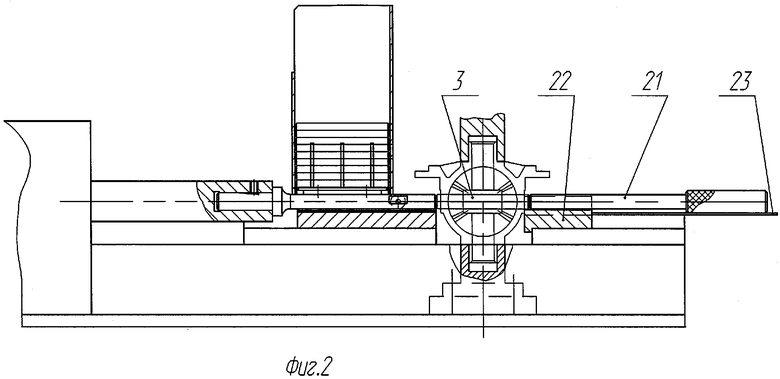
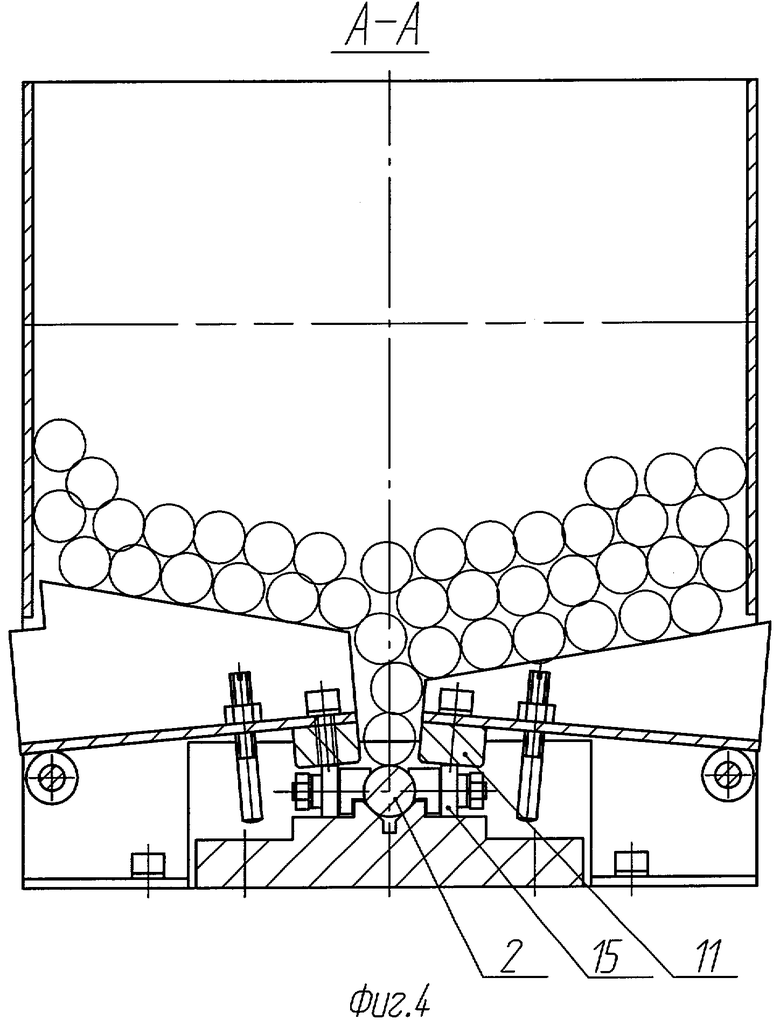
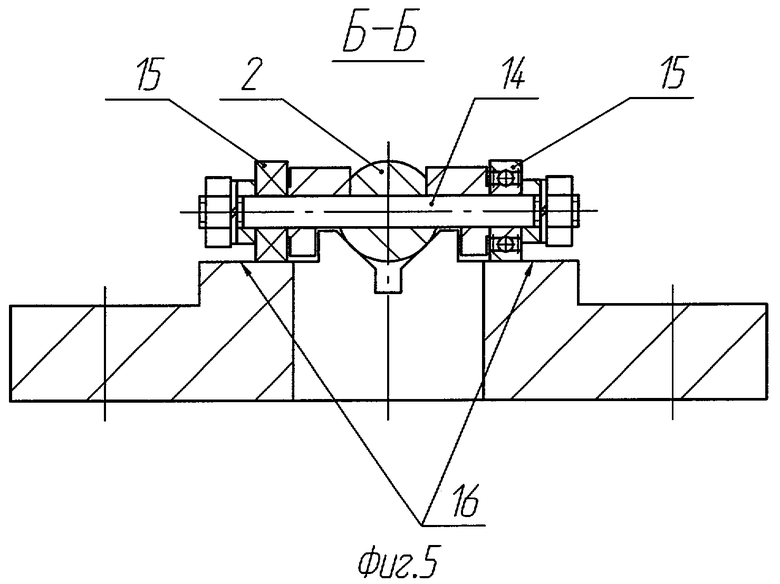
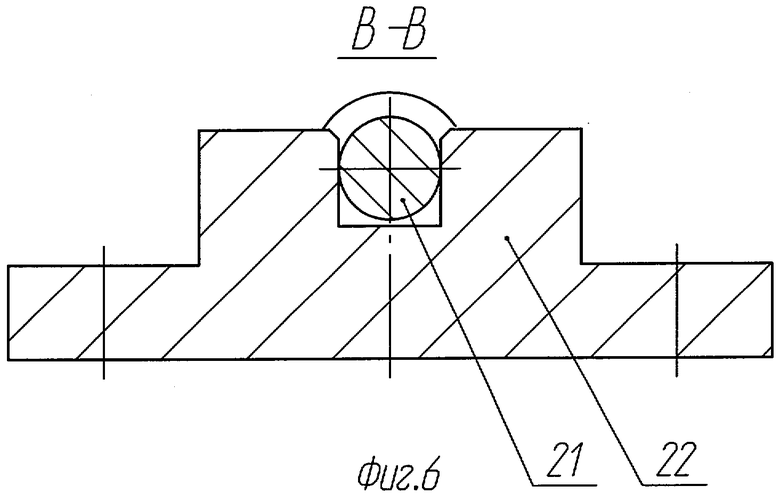
На фиг.1 показано предлагаемое устройство в уменьшенном масштабе, на фиг.2 - то же устройство в момент установки оси в базовую деталь, на фиг.3 - разрез А-А в масштабе 1:2 с фиг.1, на фиг.4 - тот же разрез в момент контакта роликов с планками со скосами, на фиг.5 - сечение Б-Б, а на фиг.6 - сечение В-В с фиг.1 в натуральную величину.
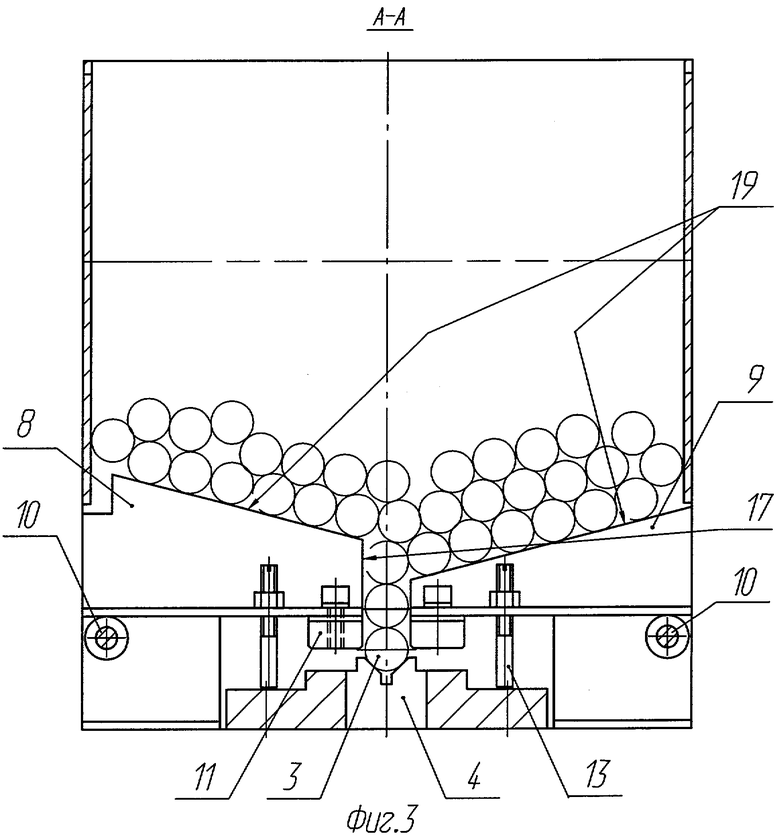
Устройство содержит силовой привод 1 с толкателем 2, соосно с которым расположена деталь-ось 3 на призме 4, и отверстие для оси в базовой детали 5, установленной в приспособление 6. Над призмой размещен бункерный питатель 7 с деталями-осями 3. Днище бункерного питателя выполнено в виде двух скатов 8 и 9, установленных на шарнирах 10, с уклоном к призме 4. Скаты оснащены планками 11 со скосами 12 и регулируемыми упорами 13. В толкателе 2 выполнено отверстие, в которое установлена ось 14 с роликами 15. По обе стороны призмы расположены опорные площадки 16. Один скат образует стенку 17, близкую к вертикали.
Кроме того, скаты выполнены в виде трех ребер 18, образующих наклонные плоскости 19 и стенку 17, близкую к вертикали.
Работает устройство следующим образом.
Базовую деталь 5 подсобирают в отдельном приспособлении (на рис.не показано) с сателлитами 20, а для их удержания вводят технологическую оправку 21, выполненную по диаметру отверстия в базовой детали и имеющую удлиненную направляющую часть, выступающую за пределы базовой детали и заканчивающуюся рукояткой.
Собранную таким образом базовую деталь 5 устанавливают в приспособление 6, которое обеспечивает нужное положение оси отверстия в базовой детали по высоте, а удлиненная часть технологической оправки 21, выступающая за пределы базовой детали, ложится в призму 22 и обеспечивает угловую ориентацию отверстия в базовой детали. После этой операции толкатель 2 силового привода, собираемая деталь-ось 3, лежащая в призме 4 и отверстие под ось в базовой детали оказываются расположенными на одной оси.
Включают силовой привод 1, толкатель 2 начинает движение в сторону базовой детали 5, захватывает деталь-ось 3 с призмы 4, а она, смещаясь, выталкивает технологическую оправку 21 из базовой детали на платформу 23, где она остается до следующего цикла сборки. Толкатель 2, смещая деталь-ось 3 по призме 4, занимает ее место и отсекает поступление вышерасположенных деталей-осей на призму. По мере движения толкателя 2 ролики 15 катятся по опорным площадкам 16 и при входе в зону бункерного питателя 7 взаимодействуют со скосами 12, выполненными с двух сторон планок 11. При этом скаты 8 и 9 поворачиваются на шарнирах 10 и ворошат детали-оси 3, находящиеся в бункерном питателе. Выполнение одинаковых скосов на обеих планках 11 обеспечивает синхронное качание скатов, нижнее положение которых, а следовательно, и амплитуду качания, определяют упоры 13.
При возврате силового привода в исходное положение ролики 15 вновь взаимодействуют со скосами планок 11 и качание скатов 8 и 9, а следовательно, и ворошение деталей-осей, производится еще раз. При выходе толкателя 2 из зоны бункера очередная деталь-ось занимает его место.
Оператор убирает из приспособления собранный узел, забирает технологическую оправку 22 и начинает новый цикл сборки.
Использование изобретения повышает надежность работы бункерного питателя за счет бесперебойной подачи деталей-осей, исключает вмешательство оператора в процесс подачи деталей-осей, а это способствует повышению производительности на операции сборки.
Предлагаемое устройство находится в опытно-промышленной эксплуатации на сборочном станке (код оборудования 614.993.33) в цехе 33-7 Механосборочного производства ВАЗа.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ БАЗОВОЙ ДЕТАЛИ С ДЕТАЛЬЮ-ОСЬЮ | 2004 |
|
RU2492985C2 |
| Автомат для сортировки деталей,имеющих форму тел вращения | 1982 |
|
SU1009538A1 |
| Устройство для запрессовки деталей типа кольцо-чашка | 1990 |
|
SU1759594A1 |
| Устройство для сборки прессовых соединений деталей с зачеканкой | 1986 |
|
SU1368158A1 |
| Устройство для сборки | 1983 |
|
SU1144828A1 |
| Устройство для запрессовки деталей типа штифтов | 1985 |
|
SU1288013A1 |
| Устройство для подачи,комплектования и сборки деталей запрессовкой | 1983 |
|
SU1419846A1 |
| Станок для запрессовки подшипников с двух сторон | 1976 |
|
SU782979A1 |
| Устройство для запрессовки деталей типа вал-втулка | 1981 |
|
SU969499A1 |
| Устройство для сборки деталейТипА ВАл-ВТулКА | 1979 |
|
SU833425A1 |
Устройство для сборки базовой детали с деталью-осью относится к механосборочному производству. В устройстве установлены соосно толкатель силового привода, призма для детали-оси и отверстие под деталь-ось в базовой детали. Над призмой размещен бункерный питатель большой емкости с наклонным в строну призмы днищем. Наклонное днище бункерного питателя выполнено двухскатным, причем каждый скат подвешен на шарнирах с возможностью качания и оснащен планками со скосами и упорами. На толкателе установлены ролики, взаимодействующие с опорными площадками, расположенными по обе стороны призмы, и с планками скатов. Упоры определяют амплитуду качания скатов. Скаты, кроме того, дистанцированы друг относительно друга и образуют зазор по диаметру деталей-осей, они разнесены также и по высоте и образуют один относительно другого стенку, близкую к вертикали. Плоскости скатов могут быть выполнены в виде трех ребер. Обеспечивается бесперебойная подача деталей-осей при сборке их с базовой деталью. 1 з.п. ф-лы, 6 ил.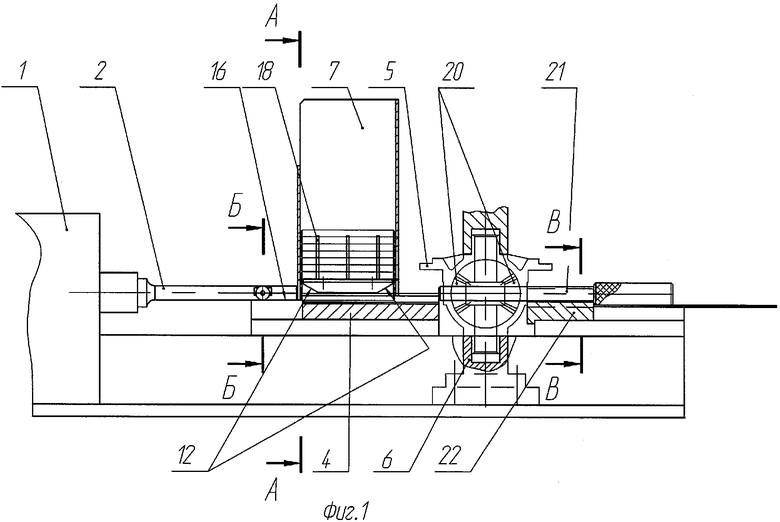
| SU 7744894 A2, 30.10.1980 | |||
| Автомат для сборки стержневых деталей с шайбами | 1987 |
|
SU1791095A1 |
| Автомат для изготовления сборных изделий | 1989 |
|
SU1691047A1 |

