Изобретение относится к процессам дробеструйной обработки деталей и металлоконструкций, в частности к способам и оборудованию, применяемым для очистки и упрочнения магистральных нефтегазовых трубопроводов с применением самодвижущихся трассовых машин.
Известен способ обработки деталей дробью, при котором струйному аппарату относительно детали сообщают рассчитанные по формулам продольное и поперечное движение подачи (авторское свидетельство №15621112, В24С 1/00, 1990 г.).
Недостатками этого способа являются: невозможность использования его для обработки труб в трассовых условиях; наличие полос перекрытия обработки.
Наиболее близким является способ очистки и упрочнения струями дроби (наиболее эффективную обработку обеспечивает смесь колотой дроби с острыми кромками и стальными шариками), циркулирующей посредством сжатого воздуха, которым задают поступательное движение вдоль оси трубы и качательное в перпендикулярном направлении. Устанавливают согласованные скорости качательного движения и линейного перемещения трассовой машины по трубе. Способ осуществляется при использовании трассовой самодвижущейся машины для очистки дробью труб нефтегазопроводов (патент №2281850, В24С 3/06, 2006 г.)
Недостатком этого способа является также наличие полос перекрытия обработки и участков, не захваченных струей дроби, т.е. полос перекрытия, что вызывает неравномерность очистки и упрочнения обрабатываемой поверхности или необходимости двойной обработки поверхности.
Неравномерность очистки и упрочнения поверхности приводит к снижению адгезионных свойств обрабатываемой поверхности, коррозионной стойкости и усталостной выносливости магистральных трубопроводов.
С другой стороны, при увеличении скорости линейного перемещения трассовой самодвижущейся машины, имеющей механизм качательного движения сопел, для повышения производительности очистки трубы свыше скорости, соответствующей двукратной обработке каждого участка, неизбежно появление треугольников поверхности, неохваченных струей дроби. Это ограничивает возможность увеличения производительности очистки и упрочнения при существующей траектории движения сопел.
Для повышения степени равномерности очистки и упрочнения поверхности трассовой машине задают периодическое поступательное движение вдоль оси трубы и периодическое качательное движение в перпендикулярном направлении, т.е. обработку производят без включения продольной подачи во время качательного движения сопел, при смещении струи дроби на расстояние, равное установленному шагу качательного движения t1, выключают качательное движение сопел и включают продольную подачу со скоростью, равной качательной скорости сопел на время, обеспечивающее перемещение струи дроби на расстояние, равное установленному шагу поступательного движения t2. Далее процесс повторяется. Шаги t1 и t2 выбирают из условия, обеспечивающего максимальную равномерность упрочнения обрабатываемой поверхности известными расчетными методами и экспериментами.
Периодическое попеременное отключение продольного и качательного движений позволяет максимально увеличить производительность процесса очистки и упрочнения обрабатываемой поверхности посредством исключения повторной обработки необработанных участков трубы.
Пример осуществления способа.
Пуск отлаженной и заправленной дробью трассовой машины (патент №2281850, В24С 3/06, 2006 г.) производят включением привода механизма качания равнорасположенных по окружности струйных аппаратов на угол 2 π/n (n - количество струйных аппаратов высокого давления), обеспечивающего качательную скорость обработки кольцевого участка поверхности трубы струей дроби. При смещении струи дроби на расстояние, равное шагу t1, выключают механизм качания сопел и включают привод продольной подачи со скоростью, равной качательной скорости струйных аппаратов на время, обеспечивающее перемещение струи дроби на расстояние, равное шагу t2, затем привод механизма продольной подачи отключают. Далее процесс повторяется. Для обеспечения заданного режима поочередности включения продольной передачи и скорости качания сопел настраивают программу управления приводами трассовой машины.
На фигурах 1а, б изображены участки траектории следов струи дроби при непрерывной обработке, где 1, 2 - траектория следов обработки дробью, 3 - участки, обработанные дважды, 4 - не захваченные обработкой участки. На фигуре 2 изображен участок траектории следов дроби по предлагаемому способу, где 1, 2 - траектория следов обработки дробью. На фигуре 3 изображен график плотности потока дроби по предлагаемому способу.
При предлагаемом способе очистки и упрочнения поверхности магистральных нефтегазовых трубопроводов отсутствуют участки, не обработанные струей дроби, и участки, обработанные дважды.
Производительность повышается примерно в 1,5 раза за счет исключения повторной обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ СВОБОДНЫМ АБРАЗИВОМ | 2013 |
|
RU2558782C2 |
| ТРАССОВАЯ САМОДВИЖУЩАЯСЯ МАШИНА ДЛЯ ОЧИСТКИ ДРОБЬЮ ТРУБ НЕФТЕГАЗОПРОВОДОВ | 2004 |
|
RU2281850C1 |
| Способ финишной обработки поверхности трения | 2020 |
|
RU2729242C1 |
| СПОСОБ СТРУЙНОЙ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2006 |
|
RU2363568C2 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ ОЧИСТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2626521C2 |
| УСТРОЙСТВО ДЛЯ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2004 |
|
RU2376127C2 |
| СПОСОБ ПЕРЕМЕЩЕНИЯ УСТРОЙСТВА В ТРУБОПРОВОДЕ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА (ЕГО ВАРИАНТЫ) | 2008 |
|
RU2392533C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СТАЛЬНЫХ ФУТЕРОВОК ШАРОВЫХ МЕЛЬНИЦ | 2010 |
|
RU2451591C2 |
| Устройство для струйной обработки внутренних поверхностей деталей | 1981 |
|
SU948645A1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
Изобретение относится к процессам дробеструйной обработки деталей и металлоконструкций, а именно к способам, применяемым для очистки и упрочнения нефтегазовых трубопроводов с применением самодвижущихся трассовых машин. Обработку осуществляют с помощью сопел струей дроби, циркулирующей посредством сжатого воздуха. Обработку производят без включения продольной подачи во время качательного движения сопел. При смещении струи дроби к границе обрабатываемого участка на расстояние, равное шагу качательного движения, выключают качательное движение сопел и включают продольную подачу сопел. Продольную подачу сопел осуществляют со скоростью, равной качательной скорости сопел. В результате повышается производительность. 3 ил.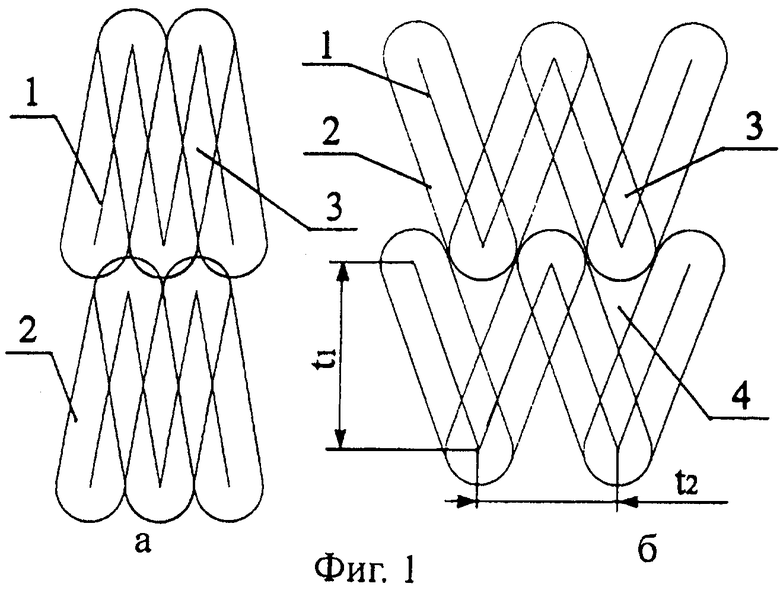
Способ очистки и упрочнения труб магистральных нефтегазовых трубопроводов, включающий обработку с помощью сопел струей дроби, циркулирующей посредством сжатого воздуха, которым задают поступательное движение вдоль оси трубы и качательное в перпендикулярном направлении, отличающийся тем, что обработку производят без включения продольной подачи во время качательного движения сопел, а при смещении струи дроби к границе обрабатываемого участка на расстояние, равное шагу качательного движения, выключают качательное движение сопел и включают продольную подачу со скоростью, равной качательной скорости сопел на время, обеспечивающее перемещение струи дроби на расстояние, равное шагу поступательного движения.
| ТРАССОВАЯ САМОДВИЖУЩАЯСЯ МАШИНА ДЛЯ ОЧИСТКИ ДРОБЬЮ ТРУБ НЕФТЕГАЗОПРОВОДОВ | 2004 |
|
RU2281850C1 |
| Устройство для дробеструйной обработки поверхностей | 1974 |
|
SU503703A1 |
| Способ обработки длинномерных изделий дробью | 1990 |
|
SU1738622A1 |
| Способ обработки деталей дробью | 1987 |
|
SU1562112A1 |
| US 3832809 A, 03.09.1974. | |||

