Изобретение относится к обработке металлов давлением и может быть применено для безотходной резки тонкостенных труб на предприятиях машиностроения.
Известен способ резки труб на заготовки (см. А.с. СССР N 774829, кл. В23D 21/00, 1980), заключающийся в деформировании трубы в зоне разделения раздачей и приложении сдвигающего усилия разделения с ограничением течения ее материала в радиальном направлении в зоне разделения.
Недостаток данного способа в том, что происходит изменение геометрии трубы и образование заусениц в зоне ее разделения ввиду отсутствия в месте реза жесткой поддержки при деформировании трубы раздачей.
Известен способ резки тонкостенных труб (см. А.с. СССР N 1007860, кл. В23D 21/00, 1981), при котором внутри трубы, в зоне реза, создается радиальная и осевая поддержка эластичной втулкой, обеспечивающая в трубе упругие деформации растяжения в окружном и осевом направлениях, и имеется «сжимное подрезающее устройство».
Недостаток способа в том, что процесс резки происходит за пределами упругости материала, - форма трубы изменяется, а эластичная втулка не обеспечивает восстановление ее первоначальных размеров. Кроме того, в связи с неравномерным трещинообразованием в зоне реза по периметру трубы не исключаются значительные неровности, возникающие при отделении заготовки.
Наиболее полно предлагаемому изобретению соответствует (см. SU 518891, кл. B 23D 21/00, 2000) способ резки тонкостенных труб, при котором импульсная нагрузка через полуматрицы воздействует на наружную поверхность трубы, а рез осуществляют путем наложения друг на друга микронадрезов на трубу в момент образования эллипса на трубе при ее упругой деформации.
К недостатку данного способа следует отнести то, что форма трубы не сохраняется, так как образование надрезов на трубе связано с пластическим деформированием ее в зоне сдвиговой деформации. В результате наружный диаметр трубы уменьшается (проверено экспериментально), что препятствует осуществлению резки.
Изобретение, касающееся способа безотходной резки тонкостенных труб, решает следующую задачу: повышение качества реза и сохранение формы трубы при безотходной резке тонкостенных труб. Поставленная задача решается тем, что резку труб осуществляют нормированными циклическими сдвиговыми деформациями, в результате которых появляются и развиваются микротрещины в радиальном направлении как на наружной, так и на внутренней поверхности трубы. Для этого дополнительно используют внутренние ножевые вставки с режущими кромками, образующие с полуматрицами кольцевую полость, в которую вводят трубу, причем грани полуматриц и ножевых вставок располагают в одной плоскости, перпендикулярной их общей оси симметрии, трубу упруго деформируют до линейного контакта с внутренними ножевыми вставками, при этом воздействие на наружную полуматрицу сопровождается ответным воздействием на внутреннюю поверхность трубы внутренних ножевых вставок, а циклическое воздействие осуществляют нормированным смещением наружной полуматрицы путем поворота вектора силы, смещающей эту полуматрицу на угол π радиан, причем одному циклу сдвиговой деформации по всему периметру трубы соответствует поворот вектора силы на угол 2π радиан. Предлагаемое изобретение поясняется графическим материалом.
На фиг.1 изображена схема, на которой показаны две наружные полуматрицы, две внутренние ножевые вставки и труба до приложения нагрузки.
На фиг.2 изображена схема результата сдвиговой деформации, когда левая полуматрица закреплена неподвижно, а правая смещена силой, направленной по нормали к оси симметрии.
На фиг.3 изображена схема взаимного расположения элементов при сдвиговой деформации в противоположном направлении.
На фиг.4 представлена часть установки (силовой узел), в которой осуществляется резка.
На фиг.5 показана фотография трубной заготовки с незавершенным процессом резки.
На фиг.6 приведена фотография той же трубной заготовки после завершения резки.
Способ резки реализуется следующим образом.
Правую наружную полуматрицу 1 (см. фиг.1) смещают на величину 2(s1+s2), где s1 - исходный зазор между полуматрицами 1 и 2 и трубой 5, s2 - исходный зазор между трубой 5 и ножевыми вставками 3 и 4 (s1>s2), вследствие чего труба упруго деформируется на величину 2s2 и вступает в линейный контакт с внутренними ножевыми вставками 3 и 4. Результат смещения (см. фиг.2) на величину δ=δ1+2(s1+s2), где δ1 - наибольшая величина сдвиговой деформации в стенке трубы 5 на участке непосредственного контакта трубы 5 с полуматрицами 1 и 2 и ножевыми вставками 3 и 4.
Поворот вектора силы F сопровождается относительным сдвигом полуматриц 1 и 2, при котором наибольшее смещение происходит по направлению его действия. При повороте вектора силы F на угол π радиан (см. фиг.3) нормированная величина сдвиговой деформации в стенке δ1 происходит в противоположном направлении.
Поворот вектора силы F на угол 2π радиан соответствует одному циклу сдвиговой деформации по всему периметру трубы. Многократные циклические сдвиговые деформации приводят к разделению трубы на две части в результате появления, роста и замыкания встречных трещин.
Пример конкретного исполнения.
Безотходная резка тонкостенных труб описанным способом была реализована на экспериментальной установке в КТФ ИГиЛ СО РАН. Главной частью установки, в которой осуществляется резка, является силовой узел (см. фиг.4), снабженный режущими элементами - двумя внешними полуматрицами и двумя внутренними ножевыми вставками, взаимное расположение которых описано выше. Для получения отрезка трубы заданной длины вводят в устройство трубную заготовку, при этом она движется вниз до упора (см. фиг.4). После этого производится нагружение трубной заготовки поперечной горизонтально направленной силой с помощью четырех пневмоцилиндров. Порядок подачи и сброса воздуха из цилиндров обеспечивает циклический поворот вектора силы в горизонтальной плоскости. Поперечная сила достаточно велика, поэтому заготовка попадает в режим сдвигового циклического деформирования, при котором амплитуда сдвига меньше толщины стенки трубной заготовки. Многократные циклические сдвиговые деформации приводят к расчленению тубы, то есть к ее резке. После завершения резки остаток заготовки убирают вверх, отделенная часть трубы извлекается из кольцевой полости силового узла. После этого часть трубной заготовки снова вводится в устройство для следующего реза.
Трубная заготовка (см. фиг.5 и 6) показана в незавершенном процессе безотходной резки и та же заготовка, состоящая из двух частей, после завершения резки.
Исследования по безотходной резке предложенным способом проведены на трубах, имеющих наружный диаметр 50 мм и толщину стенки 1 мм. Указанный размер труб соответствует масштабу моделирования приблизительно 4:1 от циркониевых труб, применяемых в атомной промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТРУБНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2192324C2 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2000 |
|
RU2185909C2 |
| ОПРАВКА ДЛЯ ОБРАБОТКИ ТОНКОСТЕННОЙ ДЕТАЛИ | 2005 |
|
RU2291760C2 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ МАТЕРИАЛА В ТРУБНЫХ ЗАГОТОВКАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403206C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2009 |
|
RU2392077C1 |
| Штамп для канального углового прессования | 2018 |
|
RU2724231C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2013 |
|
RU2528928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2007 |
|
RU2345859C1 |
Способ осуществляют путем циклического воздействия на наружную поверхность трубы через полуматрицы. Для повышения качества реза и сохранения формы трубы дополнительно используют внутренние ножевые вставки с режущими кромками, образующие с полуматрицами кольцевую полость, в которую вводят трубу, причем грани полуматриц и ножевых вставок располагают в одной плоскости, перпендикулярной их общей оси симметрии. Трубу упруго деформируют до линейного контакта с внутренними ножевыми вставками. При этом воздействие на наружную полуматрицу сопровождается ответным воздействием на внутреннюю поверхность трубы внутренних ножевых вставок, а циклическое воздействие осуществляют нормированным смещением наружной полуматрицы путем поворота вектора силы, смещающей эту полуматрицу на угол π радиан, причем одному циклу сдвиговой деформации по всему периметру трубы соответствует поворот вектора силы на угол 2π радиан. 6 ил.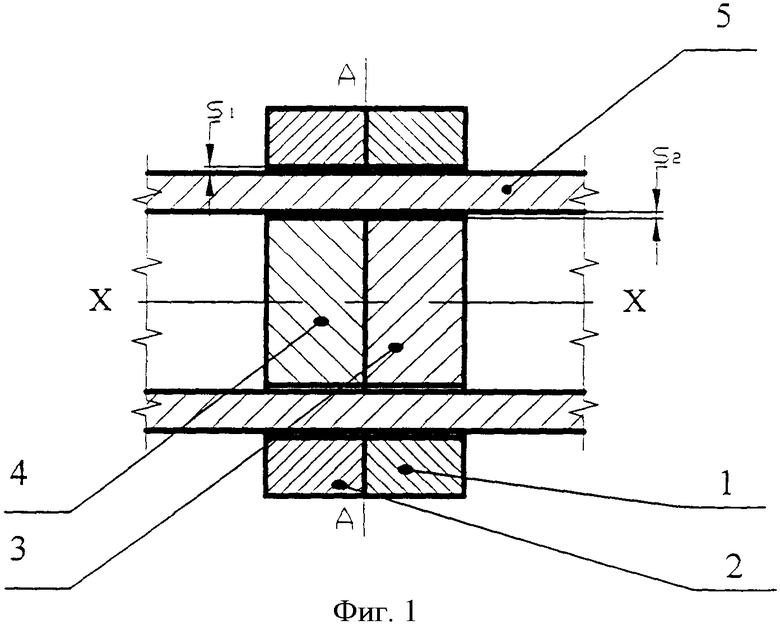
Способ безотходной резки тонкостенных труб путем циклического воздействия на наружную поверхность трубы через полуматрицы, отличающийся тем, что дополнительно используют внутренние ножевые вставки с режущими кромками, образующие с полуматрицами кольцевую полость, в которую вводят трубу, причем грани полуматриц и ножевых вставок располагают в одной плоскости, перпендикулярной их общей оси симметрии, трубу упруго деформируют до линейного контакта с внутренними ножевыми вставками, при этом воздействие на наружную полуматрицу сопровождается ответным воздействием на внутреннюю поверхность трубы внутренних ножевых вставок, а циклическое воздействие осуществляют нормированным смещением наружной полуматрицы путем поворота вектора силы, смещающей эту полуматрицу на угол π радиан, причем одному циклу сдвиговой деформации по всему периметру трубы соответствует поворот вектора силы на угол 2π радиан.
| SU 518891 A, 27.02.2000 | |||
| Устройство для резки труб на заготовки | 1980 |
|
SU965637A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2006348C1 |
| Экономайзер | 0 |
|
SU94A1 |

