Изобретение относится к способам изготовления изделий поперечно-клиновой прокаткой и может быть использовано при прокатке малопластичных высоколегированных сталей.
Цель изобретения - повышение качества прокатанных изделий путем снижения уровня остаточных напряжений в их материале за счет исключения цикличности нагружения заготовок в переходах прокатки.
На фиг. 1 изображена конструктивная схема устройства для осуществления способа поперечно-клиновой прокатки; на фиг. 2 - вид А на фиг. 1.
На станине 1 устройства установлено несколько (например, три) ползунов 2 с плитами 3 для закрепления клиновых инструментов 4-7, а также привод 8 синхронного возвратно-поступательного перемещения ползунов. Указанные инструменты образуют комплекты, последовательно размещенные вдоль оси 9 устройства и предназначенные для обработки заготовки за несколько переходов. Клинья любых двух соседних комплектов инструментов направлены в противоположные стороны (фиг. 2). Количество клиновых инструментов в каждом комплекте может быть любым (на фиг. 1 каждый из четырех комплектов состоит из трех клиновых инструментов), инструменты в комплекте равномерно расположены вокруг оси 9.
Согласно изобретению способ поперечно- клиновой прокатки на данном устройстве выполняется в следующей последовательности.
Заготовку 10 устанавливают по оси 9 прокатки и деформируют первым комплектом клиновых инструментов 4. При этом заготовка поворачивается вокруг оси 9 на угол 120° (в комплекте три инструмента), на заготовке образуется замкнутая кольцевая канавка, параметры которой соответст7- 65- 4
вуют параметрам первого перехода прокатки. Для выполнения второго перехода (комплектом клиновых инструментов 5) заготовку перемещают вдоль оси 9 механизмом подачи (не показан) до совмещения осей упомянутой канавки с осью клиновых инструментов 5. Движением ползунов 2 в обратном направлении выполняют второй переход прокатки, при котором заготовка вращается вокруг оси 9 в направлении, противоположном направлению ее вращения при первом переходе прокатки. Угол поворота заготовки вокруг оси 9 (при трех инструментах второго комплекта) также равен 120°. Агалогично изложенному выпол5 няют прокатку на всех прочих переходах с обеспечением реверсирования вращения заготовки. Прокатка по описанному способу исключает цикличность нагружения заготовок в каждом переходе прокатки и снижает количество структурных дефектов
0 в деформируемом материале. При этом вращение заготовки на каждом последующем переходе прокатки в противоположную сторону обеспечивает изменение направления тангенциальных растягивающих на. пряжений прокатки. Это дает возможность снимать часть остаточных напряжений в материале прокатываемой заготовки, а также обеспечивает уплотнение структуры материала, устраняет его осевую рыхлость и, следовательно, повыщает качество прока0 танных изделий в отнощении механических свойств материала (предел прочности, уровень остаточной пластичности).
Согласно изобретению была выполнена прокатка за три перехода комплектами из трех клиньев заготовок диаметром 24 мм
5 и длиной 65 мм из сплава ЭЙ 961 с нагревом до 1150-1170°С. Суммарная степень обжатия 2, 4; предел прочности 1150- 1200 МПа; уровень остаточной пластичности 25-30%.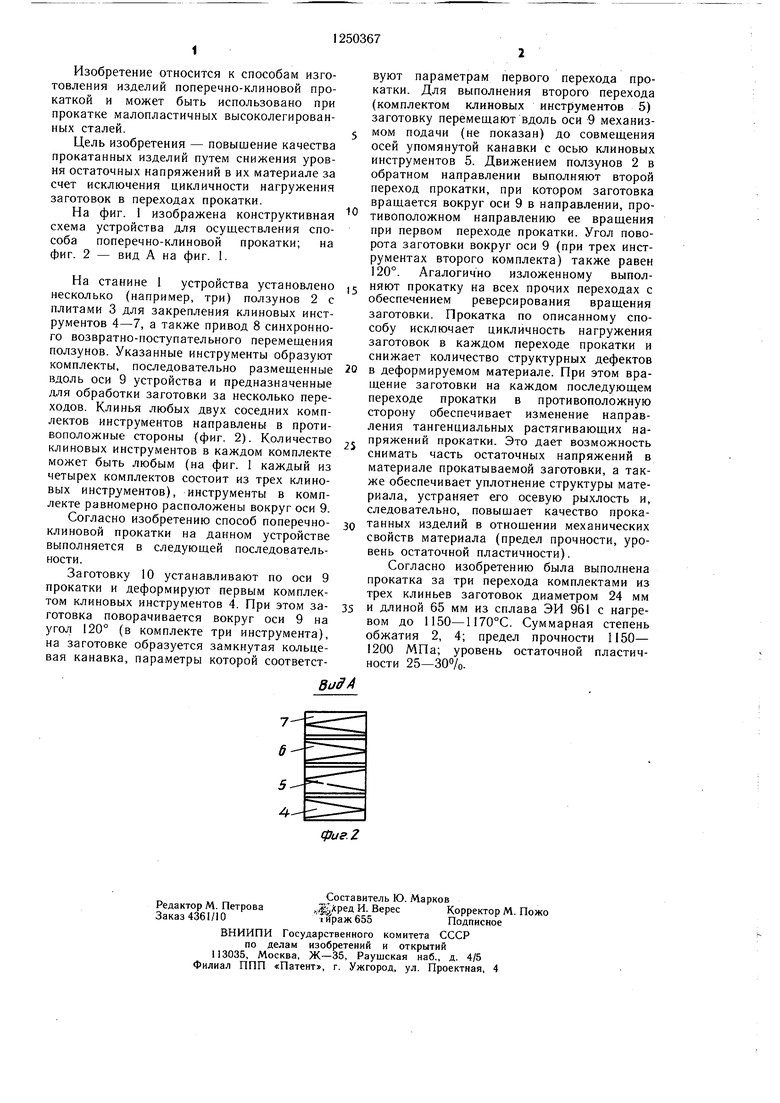
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ПЛОСКИМИ ИНСТРУМЕНТАМИ | 2015 |
|
RU2600302C1 |
| Плоскопрокатное устройство | 1990 |
|
SU1770015A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Стан для поперечно-клиновой прокатки | 1986 |
|
SU1417980A1 |
| СПОСОБ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2111077C1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| СПОСОБ УТИЛИЗАЦИИ ПОПЕРЕЧНО ОРЕБРЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2268113C2 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU969390A1 |
| Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля | 1990 |
|
SU1803241A1 |

| Способ поперечно-клиновой прокатки | 1977 |
|
SU707664A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Стан поперечно-клиновой прокатки | 1975 |
|
SU569359A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
