Изобретение относится к области металлообработки давлением и может быть использовано при изготовлении внутренних конических резьб, как резьбонакатной инструмент.
Известен инструмент, состоящий из хвостовика и как минимум одной цилиндрической вставки и деформирующего элемента в виде свободно вращающегося ролика, установленного внутри цилиндрической вставки (патент РФ RU 2 117 571 опубликован 20.11.2009), а в дальнейшем прототип.
К недостаткам известного технического решения относится то, что форма оправки инструмента не позволяет обрабатывать конические резьбы, так же расположение роликов допускает возникновение погрешности профиля резьбы вследствие пластической деформации соседних витков при работе инструмента.
Техническая задача заключается в расширении технологических возможностей путем обеспечения возможности обработки внутренних конических резьб, а также снижение погрешности профиля резьбы возникающей вследствие пластической деформации соседних витков при работе инструмента. Это достигается за счет применения конусной оправки и свободно вращающегося деформирующего элемента в виде сдвоенного ролика с разными диаметрами, наружный профиль которого соответствует профилю накатываемой резьбы.
Устройство поясняется графическими материалами.
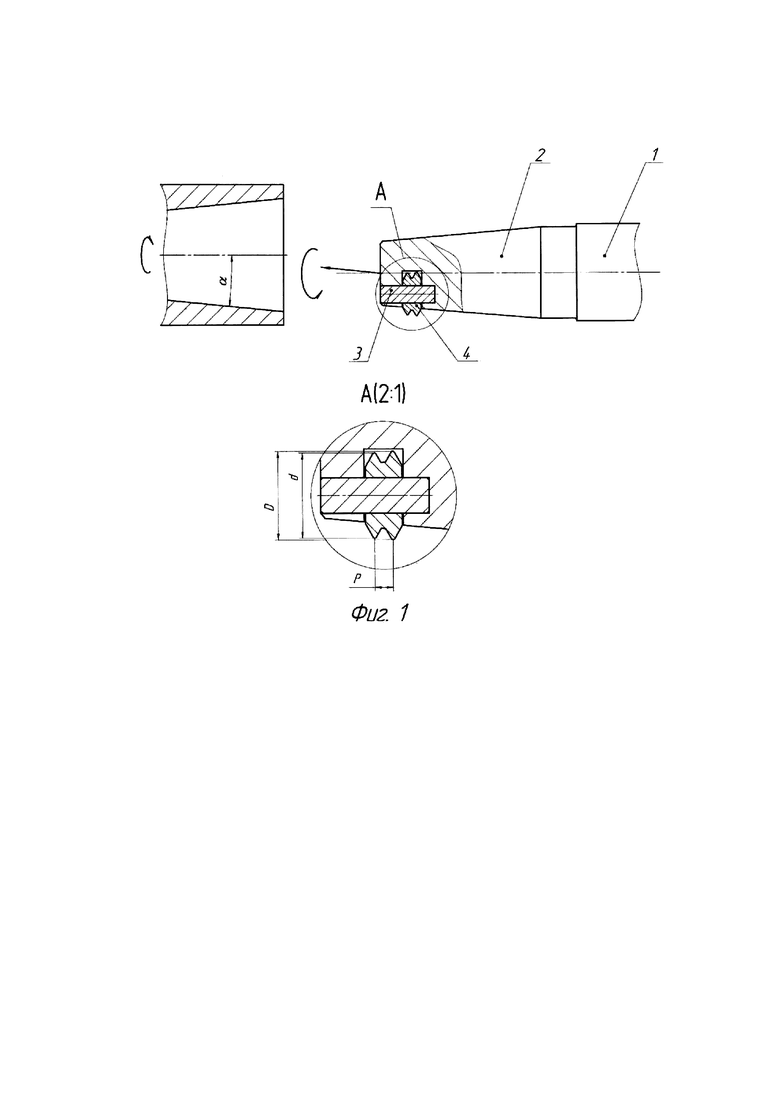
На фиг. 1 изображена схема обработки и конструкция инструмента для накатки внутренней конической резьбы.
Предлагаемый инструмент для накатки резьбы устанавливается в специальное приспособление на суппорте станка, который при помощи программного управления обеспечивает обработку внутренней конической резьбы.
Устройство содержит хвостовик 1, торец которого переходит в коническую державку 2. В пазу конической державки 2 на оси 3 установлен свободно вращающийся сдвоенный накатной ролик 4, наружный профиль которого соответствует профилю накатываемой резьбы. Хвостовик 1 относительно предварительно обработанного конического отверстия под накатку внутренней конической резьбы устанавливается так, чтобы при вращении вокруг своей оси накатной ролик 4 внедрялся в деталь на глубину H, где H - высота профиля накатываемой резьбы за вычетом припуска под накатывание. Для обеспечения обработки конических резьб, больший диаметр ролика равен величине, рассчитываемой по формуле D=d+2⋅P⋅tgα, где d - наименьший диаметр ролика, P - шаг резьбы α - угол наклона сторон конуса резьбы. Расстояние между вершинами сдвоенного ролика равно шагу резьбы.
Устройство, совершая одновременно вращение вокруг своей оси и осевое перемещение по двум осям, соответствующее шагу и углу наклона сторон конуса накатываемой резьбы, внедряется в заготовку, вращающуюся на встречу устройству.
Благодаря удароподобному процессу накатки, материал постепенно, все время в пределах малых отрезков профиля резьбы, вытесняется от основания профиля к его вершине, что приводит к значительному снижению усилий накатывания. Свободно вращающийся деформирующий элемент обеспечивает минимальное трение с деталью, что дает возможность производить накатку резьбы при больших скоростях вращения инструмента. Наличие сдвоенного ролика препятствует пластической деформации соседних витков при работе инструмента.
Использование предлагаемого инструмента позволяет производить накатку конической внутренней резьбы с меньшей погрешностью формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ НАКАТКИ ВНУТРЕННЕЙ РЕЗЬБЫ | 2008 |
|
RU2373017C1 |
| Способ накатывания профильных кругов из сверхтвердых материалов | 1990 |
|
SU1810194A1 |
| Устройство для накатывания внутренних резьб | 1986 |
|
SU1337178A1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| Способ изготовления внутренних резьб и бесстружечный метчик для его осуществления | 1977 |
|
SU742018A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ПОД НАПЫЛЕНИЕ | 2012 |
|
RU2516506C2 |
| Способ получения внутренних резьб на тонкостенных трубах | 1984 |
|
SU1389919A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Инструмент для подачи металла под накатку зубчатых профилей | 1978 |
|
SU854531A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
Изобретение относится к инструменту для накатывания внутренней конической резьбы. Инструмент содержит хвостовик, оправку, выполненную конусной формы, свободно вращающийся деформирующий элемент, установленный внутри оправки. Деформирующий элемент выполнен в виде сдвоенного ролика с разными диаметрами. Расстояние между вершинами сдвоенного ролика равно шагу внутренней конической резьбы. Диаметр ролика, имеющего больший диаметр, равен D=d+2⋅P⋅tgα, где d - диаметр ролика, имеющего меньший диаметр, P - шаг внутренней конической резьбы, α - угол наклона сторон конуса внутренней конической резьбы. В результате обеспечивается накатка конической внутренней резьбы с меньшей погрешностью профиля. 1 ил.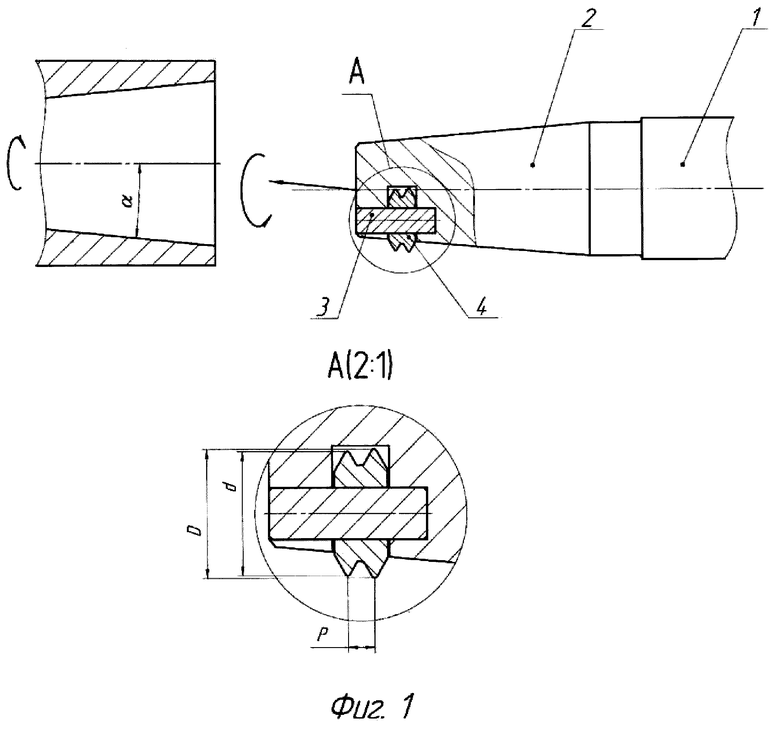
Инструмент для накатывания внутренней конической резьбы, содержащий хвостовик, оправку, выполненную конусной формы, свободно вращающийся деформирующий элемент, установленный внутри оправки, отличающийся тем, что деформирующий элемент выполнен в виде сдвоенного ролика с разными диаметрами, причем расстояние между вершинами сдвоенного ролика равно шагу внутренней конической резьбы, а диаметр ролика, имеющего больший диаметр, равен D=d+2⋅P⋅tgα, где d - диаметр ролика, имеющего меньший диаметр, P - шаг внутренней конической резьбы, α - угол наклона сторон конуса внутренней конической резьбы.
| SU 1186340 A1, 23.10.1985 | |||
| Инструмент для накатки внутренней резьбы | 1982 |
|
SU1050794A1 |
| Инструмент для накатки внутренней резьбы | 1983 |
|
SU1166874A2 |
| Устройство для накатывания внутренних резьб | 1977 |
|
SU621432A1 |
| 0 |
|
SU156042A1 | |
| Инструмент для изготовления резьбы | 1978 |
|
SU770628A1 |
| US 3069939 A1, 25.12.1962. | |||
