Настоящее изобретение относится к способу изготовления полых конструкций различных размеров из листового материала.
Изобретение также относится к полой конструкции из листового материала, изготовленной из листовой заготовки с загнутыми сторонами и основанием и с соединенными швами.
Задачей настоящего изобретения при изготовлении полых конструкций является в основном исключение времени наладки (необходимости наладки), относящегося главным образом к гибке, и одновременно увеличение гибкости производственного процесса для обеспечения возможности неограниченного (непрерывного) выбора основных размеров полой конструкции. Это существенно увеличивает возможности изготовителя полых конструкций изготавливать полую конструкцию, точно соответствующую требованиям заказчика, без значительного повышения стоимости производства, связанного с необходимостью использования специализированных инструментов и со временем наладки.
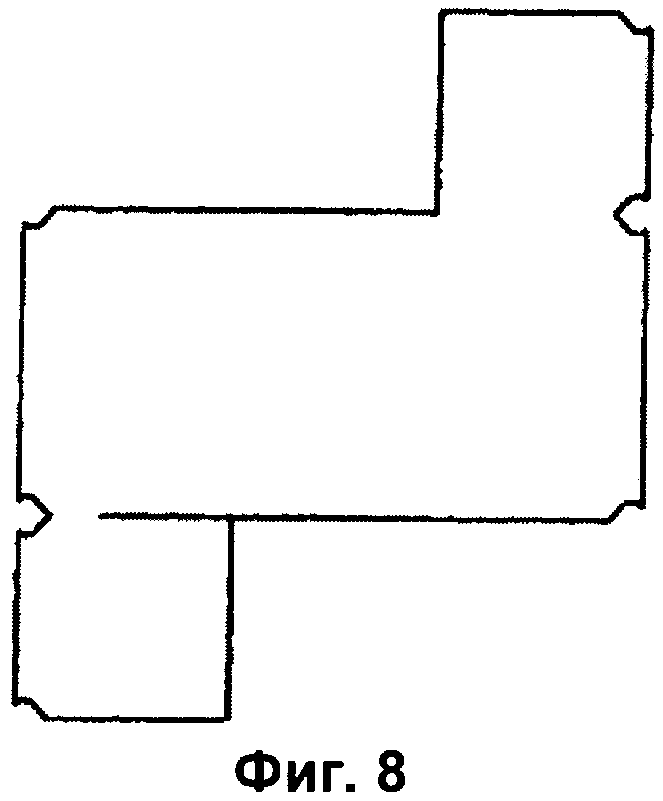
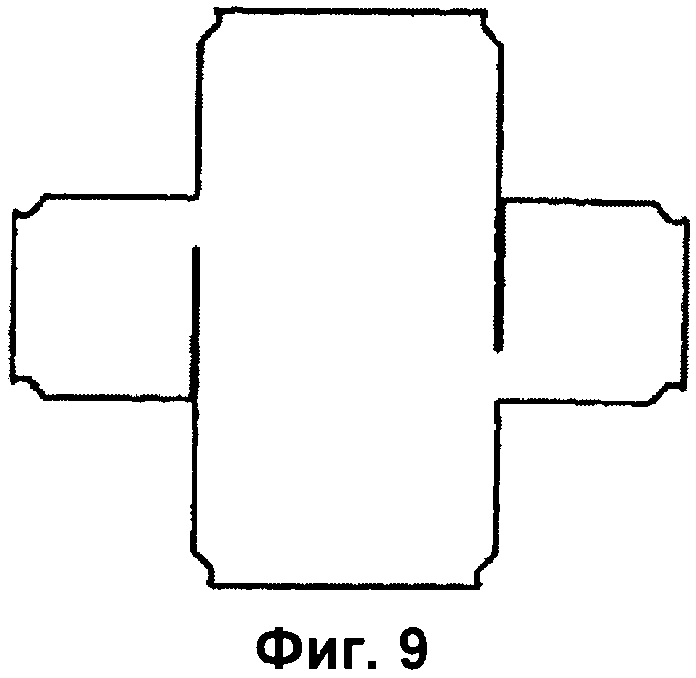
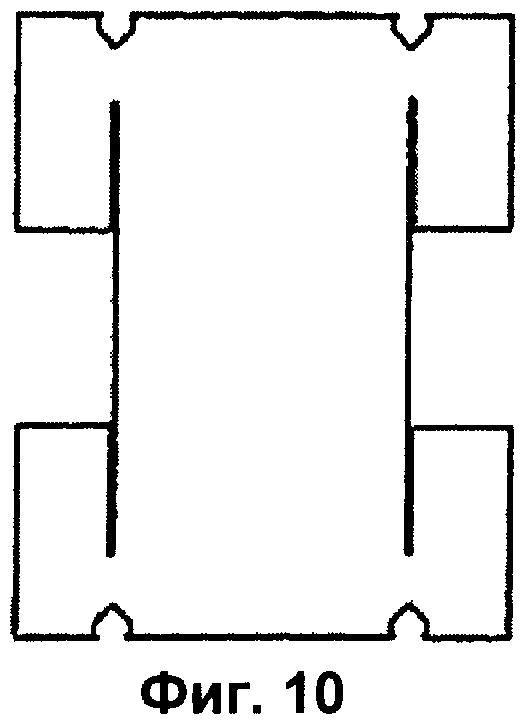
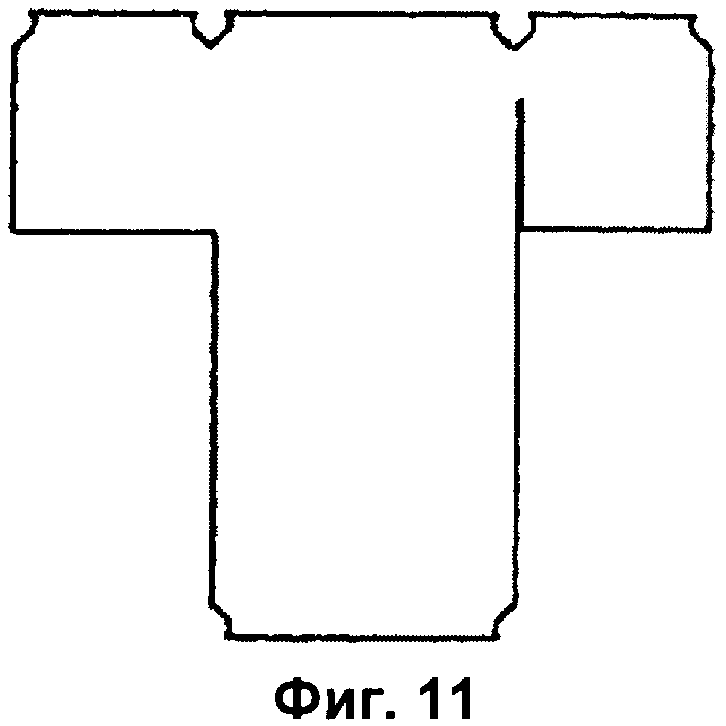
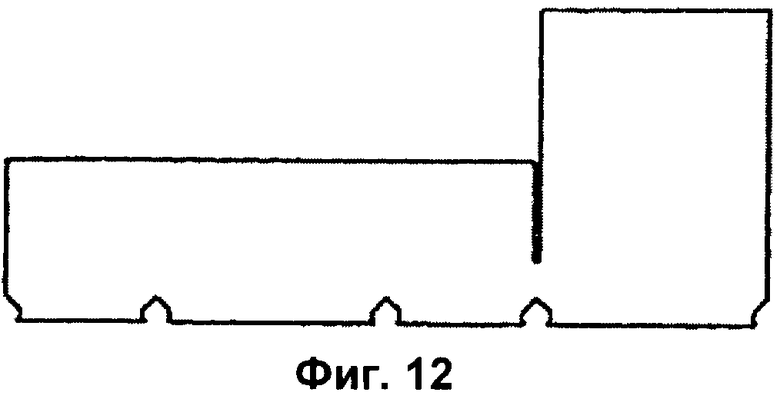
Другим аспектом настоящего изобретения является форма начальной заготовки. В соответствии с общей практикой начальной формой заготовки является звездообразная форма, другими альтернативными формами начальной заготовки, т.е. листовой заготовки, являются также L-образная, Т-образная, S-образная и Н-образная формы, преимущество которых состоит в возможности более эффективного использования сырья благодаря тому, что они имеют больше «пустого» пространства и лучше выкраиваются из листового сырья с меньшими отходами материала. Полая конструкция из листового материала может быть изготовлена из любого соответствующего материала. Важно, чтобы при помощи гибки материалу можно было придать постоянную деформацию без каких-либо повреждений материала, которые могли бы рассматриваться как разрушение. Материалами, пригодными для этой цели, являются, например, некоторые типы листового материала, сталей, алюминия, меди, латуни, некоторых пластмасс и т.д., а также их различные смеси.
В патентном документе DE 10020068A1 описан способ изготовления коробки из листового материала. В соответствии с этой публикацией перфорация проходит по линиям сгиба, так что гибку легко можно осуществить вручную.
Также известен патент США №6412325 В1. Здесь линии сгиба заготовки коробки из листового материала также перфорируются перед складыванием готовой коробки.
Согласно патентной публикации JP 09141333A предусматривают V-образную прорезь для сгибания, проходящую соответственно по линии сгиба. В этом случае гибка осуществляется легко, но конструкция остается неповрежденной в противоположность гибке перфорированных листов, когда перфорированные отверстия расположены по всей длине сгиба.
Другие известные решения основаны на уменьшении времени наладки при помощи роботизированных гибочных машин или полностью автоматизированной гибочной машины. Эти решения более дорогие и основаны на автоматической наладке инструментов и на их автоматической замене, а не на устранении необходимости наладки как таковой. В решениях, связанных с автоматическими машинами, в качестве начальной заготовки обычно используется звездообразная заготовка или отдельные стенки и основание.
В отношении уменьшения времени наладки недостатками указанных автоматических систем, помимо прочего, являются их стоимость и ограничения по размерам. Гибочный шов постоянной длины трудно получить, и поскольку требуется инструмент, покрывающий всю длину сгиба, почти невозможно рационально это осуществить на практике. Кроме того, поскольку гибка в этих случаях осуществляется не человеком, а гибочной машиной или соответствующим роботом, она в любом случае занимает время. Задачей настоящего изобретения является предложение способа, в соответствии с которым после наладки гибочной машины для изготовления полой конструкции определенного размера не требуется изменение этой наладки при изменении одного размера полой конструкции на другой, даже если размер изготавливаемой полой конструкции постоянно меняется.
Недостатком использования звездообразной заготовки в качестве начальной заготовки для полой конструкции из листового материала является высокая вероятность больших отходов материала из-за звездообразной формы. Площадь, остающаяся в углах листовой заготовки, относительно мала, и, следовательно, ее трудно использовать, и заготовки плохо совмещаются друг с другом. Трудности при использовании отдельных стенок и основания заготовки также связаны с точностью измерения сгибов, деформацией сваривания, длинными участками сваривания и одновременной доставкой основания и стенок к месту сваривания (логистика).
Задачей настоящего изобретения является устранение указанных недостатков и предложение полой конструкции из листового материала, которую можно быстро и просто изготовить без отдельного этапа наладки. Кроме того, задачей настоящего изобретения является предложение полой конструкции, получаемой в основном посредством гибки, в которой длина сварных швов, ослабляющих конструкцию и уязвимых по отношению к коррозии, существенно меньше, чем в соответствии с известными решениями. Также задачей настоящего изобретения является предложение экономичного и высокопроизводительного способа изготовления полой конструкции из листового материала, предоставляющего изготовителю полых конструкций возможность быстрого и простого изготовления полых конструкций, размеры которых можно непрерывно выбирать без этапов наладки инструмента, снижающих производственный потенциал. Кроме того, задачей настоящего изобретения является предложение пользователю полой конструкции возможности непрерывного выбора необходимого размера полой конструкции без значительной задержки поставки или существенного увеличения цены за счет добавления стоимости специального инструмента для заказчика полой конструкции специального размера.
Особенностью способа изготовления полой конструкции из листового материала в соответствии с настоящим изобретением является то, что он включает в себя следующие стадии:
- выбор наибольшей длины сгиба для изготавливаемых полых конструкций и соответствующего первого гибочного инструмента;
- выбор наименьшей длины сгиба для изготавливаемых полых конструкций и соответствующего второго гибочного инструмента;
- подготовка листовой заготовки для полой конструкции из листового материала для гибки;
- выполнение надрезанного отрезка на линии сгиба, причем длина ненадрезанного отрезка на линии сгиба соответствует выбранному второму гибочному инструменту;
- сгибание углов листовой заготовки, за исключением последнего угла, посредством использования первого гибочного инструмента;
- сгибание последнего угла посредством использования второго гибочного инструмента на ненадрезанном отрезке;
- скрепление согнутой полой конструкции с получением готовой формы.
Особенностью полой конструкции из листового материала, изготовленной способом в соответствии с настоящим изобретением, является то, что один сгибаемый угол полой конструкции надрезается по части листовой заготовки, так что надрезанный отрезок вместе с ненадрезанным отрезком образуют прямую линию сгиба и один из углов между стенками полой конструкции.
В соответствии с настоящим изобретением термином «ненадрезанный» определяется сгибаемый край на пересечении двух плоских стенок полой конструкции из листового материала или, как альтернатива, линия на заготовке полой конструкции из листового материала, по которой заготовка будет согнута на последующем этапе изготовления, причем «ненадрезанный» отрезок имеет в основном постоянную длину. Например, сгибаемый край, выполненный непосредственно на листе, является «ненадрезанным». Термин «надрезанный» относится к соответствующему описанному выше участку, полностью или в основном надрезанному, так что прочность материала в направлении толщины листа существенно меньше, чем в других местах, например, равна 0. Целью надрезания является получение сгибаемого края со значительно более низким сопротивлением изгибу, т.е. линии сгиба.
Настоящее изобретение делает возможной ситуацию, при которой не требуется времени наладки, и вся серия полых конструкций разных размеров, намеченная для изготовления, может быть изготовлена при помощи только двух гибочных инструментов, используемых для сгибания углов. Первый гибочный инструмент является так называемым широким гибочным инструментом, ширина которого больше или равна наибольшей длине сгиба изготавливаемых полых конструкций. Второй гибочный инструмент имеет ширину, равную наименьшей длине сгиба для модельного ряда полых конструкций, намеченного к изготовлению. Разумеется, помимо указанных первого и второго гибочных инструментов другие гибочные инструменты, такие как формообразующие инструменты, могут использоваться для других деталей полой конструкции, например, для формирования отверстия. Надрезанный отрезок изготавливается на листовой заготовке по меньшей мере на одном и предпочтительно только на одном отрезке сгибаемого края, так что ненадрезанная длина указанного края соответствует ширине второго гибочного инструмента. Иными словами, угол начальной заготовки должен быть изготовлен следующим образом (см. также чертежи). Начальная заготовка может иметь любую из следующих форм: звездообразную, L-образную, S-образную, Т-образную или Н-образную. Необходимо, чтобы по меньшей мере один угол был надрезан, как показано на чертеже, и чтобы в соответствии с настоящим изобретением он был не надрезан на отрезке, равном или меньшем длине сгиба полых конструкций из серии, таким образом равном ширине второго гибочного инструмента. В случае, представленном на чертеже, угол надрезан на одинаковое расстояние, так что, например, размер в соответствии с самой низкой полой конструкцией из серии выбирается для ширины для гибочного инструмента внутри полой конструкции. Понятие «серия продукции» определяется размерами изготавливаемых полых конструкций, при этом выбираются полая конструкция с наибольшей длиной сгиба и сгибаемый край с наименьшей длиной сгиба или самый короткий сгибаемый край, сгибаемый последним на пересечении двух плоских стенок, так что серия продукции содержит непрерывный ряд всех полых конструкций между этими выбранными размерами.
Таким образом, в модельном ряде или серии полых конструкций из листового материала отношение между указанной длиной надрезанного отрезка и длиной ненадрезанного отрезка таково, что длина надрезанного угла полой конструкции с наименьшей длиной сгиба в серии равна 0. В полой конструкции большего размера, чем наименьшая полая конструкция, длина ненадрезанного отрезка соответствует наименьшей длине сгиба указанной наименьшей полой конструкции и длина надрезанного отрезка составляет остаток длины последнего сгибаемого угла полой конструкции.
Особенностью готовой полой конструкции из листового материала, изготовленной способом в соответствии с настоящим изобретением, может являться то, что при сравнении двух полых конструкций разного размера, изготовленных одним и тем же производителем, каждая из этих полых конструкций предпочтительно имеет ненадрезанный участок сгиба такого же размера только в одном углу, и остальной участок сгиба надрезан и снова соединен. В этом случае очевидно, что по меньшей мере один сгибаемый угол полой конструкции надрезан на части длины в заготовке из листового металла, так что длина одинакового сгиба указанного угла соответствует более короткому из двух используемых инструментов, и последовательность гибки выбирается так, что гибочный инструмент может проходить снаружи полой конструкции в других углах.
Последовательность гибки выбирается так, что указанный надрезанный угол сгибается последним, поскольку в этом случае уже невозможно использовать слишком широкий гибочный инструмент, т.е. первый гибочный инструмент, и необходим гибочный инструмент, который может войти в полую конструкцию, т.е. указанный второй гибочный инструмент. После завершения изготовления полой конструкции надрезанный отрезок в заготовке закрывается свариванием, а также другие возможные соединения скрепляются, например, свариванием. При правильной последовательности гибки таким образом можно получить ситуацию, при которой не требуется наладка гибочной машины и гибка осуществляется в том порядке, при котором длинный, т.е. первый, гибочный, инструмент может «выйти из полой конструкции» после выполнения первых сгибов, и последний сгиб (сгибы) выполняют при помощи короткого, т.е. второго, гибочного, инструмента в частично надрезанном углу. Следует заметить, что это может быть один из четырех надрезанных углов. Это зависит от того, сколько инструментов используется для изготовления полой конструкции (с двумя или тремя ножами).
Настоящее изобретение имеет значительные преимущества, относящиеся к времени наладки и логистике. Эти преимущества связаны с тем, что, поскольку для гибочной машины и робота, подающего на нее листовую заготовку, задана последовательность работы, категория размера полой конструкции уже не имеет значения. В то же время можно экономично и эффективно изготавливать новые размеры полой конструкции в соответствии с размерами, произвольно выбранными заказчиком. При использовании начальной заготовки другого типа также достигается значительная экономия сырья.
Далее описан предпочтительный вариант осуществления настоящего изобретения со ссылками на прилагаемые чертежи.
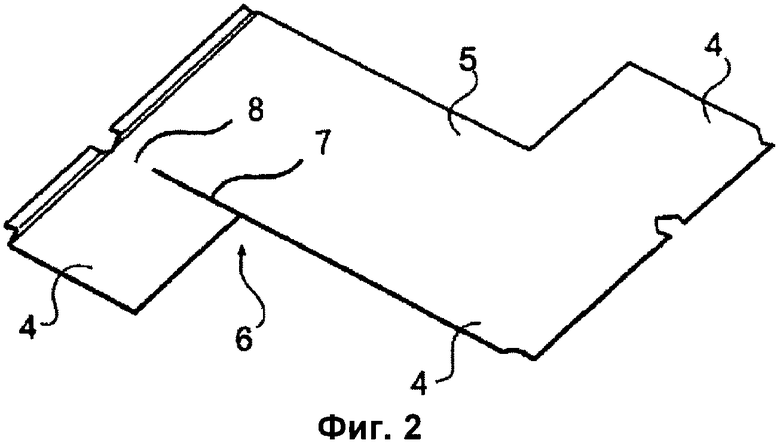
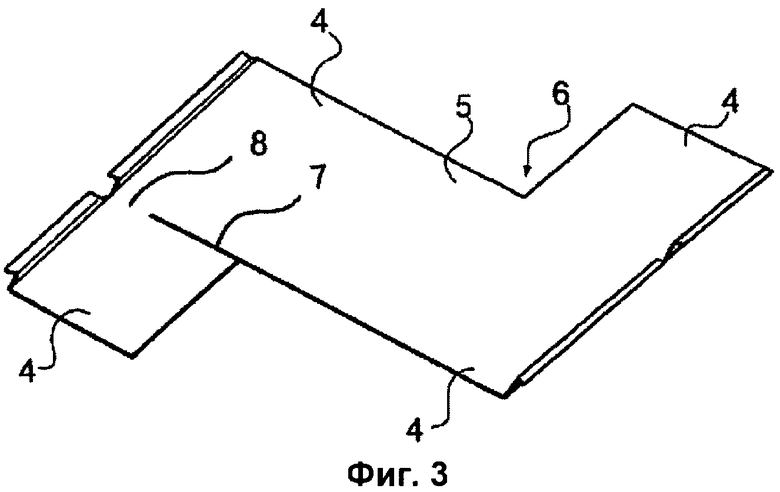
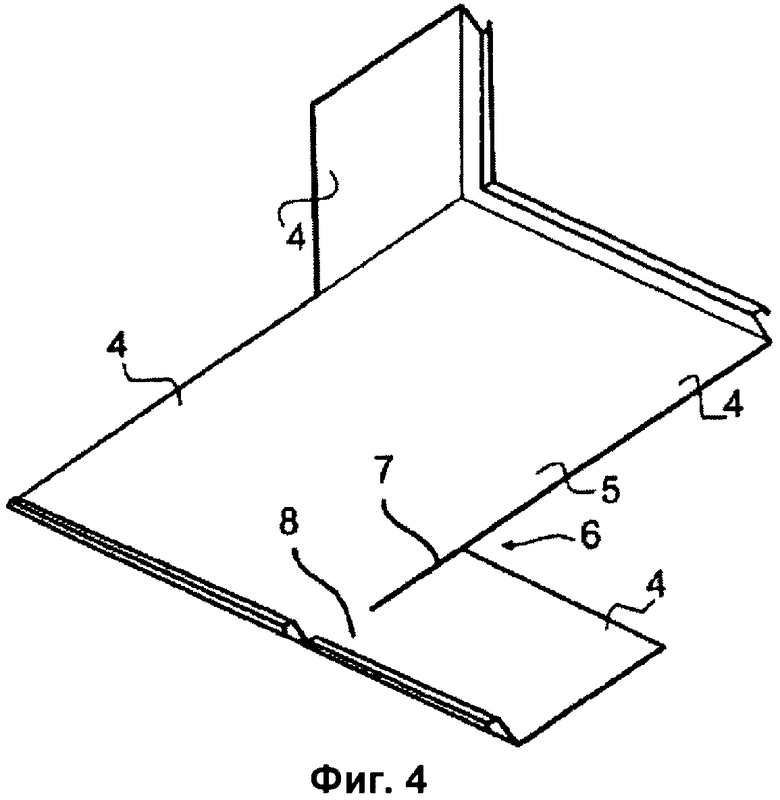
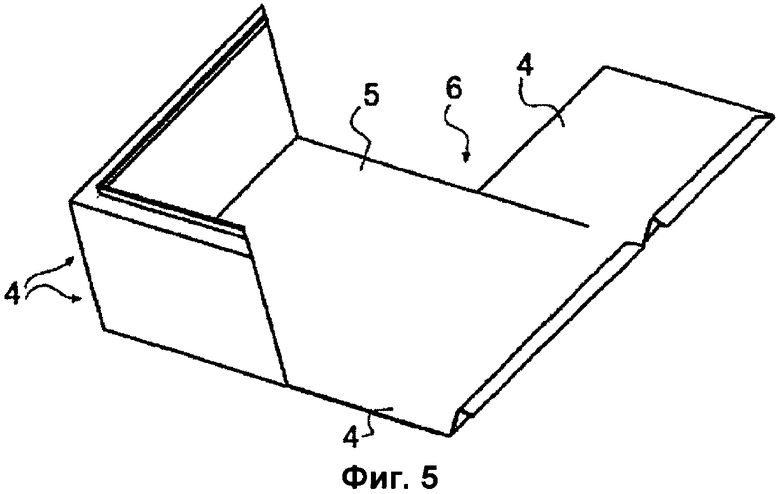
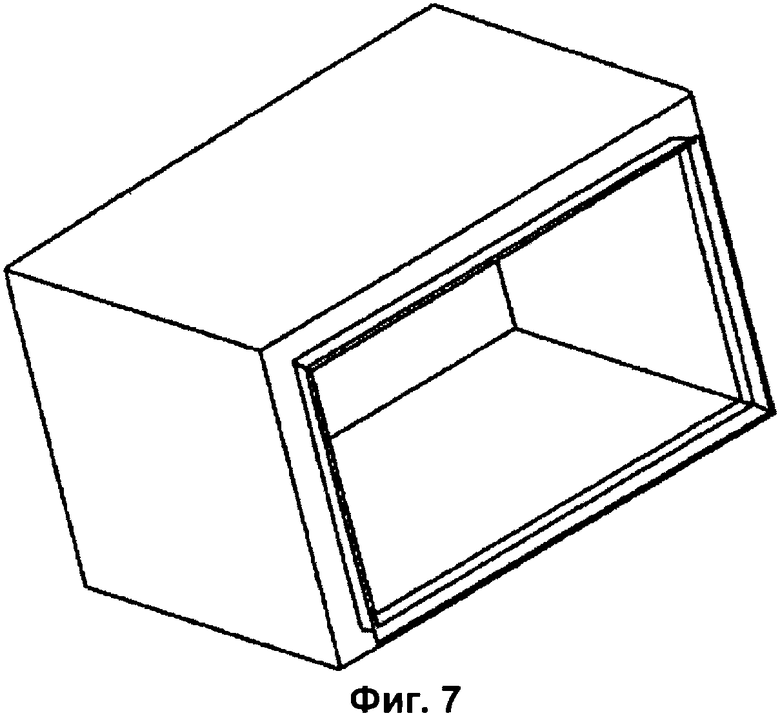
На фиг.1-7 представлена последовательность сгибания готовой полой конструкции из S-образной заготовки.
На фиг.8-12 представлены листовые заготовки различных форм, при использовании любой из которых достигается один и тот же конечный результат.
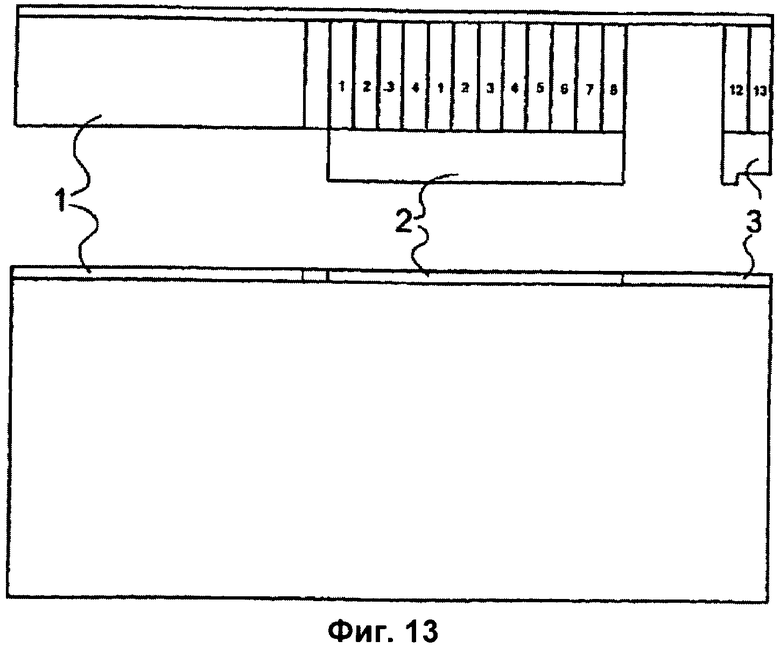
На фиг.13 представлены верхняя и нижняя части гибочной машины.
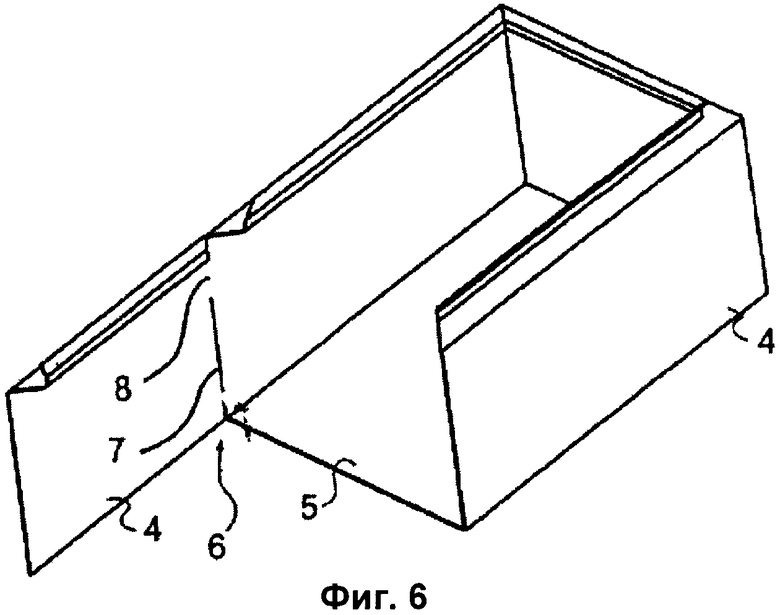
Полая конструкция изготавливается из листовой заготовки, так что стороны 4 и основание 5 полой конструкции сгибаются, а линии стыка (швы) скрепляются, причем угол 6 листовой заготовки полой конструкции, подлежащий сгибанию, имеет надрез 7 по части длины. Далее подробно описываются этапы изготовления со ссылками на прилагаемые чертежи.
Из листовой заготовки вырезается желаемая форма, в этом примере это S-образная форма. Затем заготовки изделия подаются в гибочную машину. Гибочная машина имеет набор ножей по фиг.13 с использованием трех различных инструментов 1, 2 и 3 для сгибания заготовки. В этом примере отдельный формообразующий инструмент 1 используется для сгибания кромок отверстия; длинные сгибы выполняют при помощи первого гибочного инструмента 2, и сгибание угла с надрезью осуществляют при помощи второго гибочного инструмента 3. При использовании этих гибочных инструментов осуществляется следующая последовательность гибки: сгибание двух первых кромок отверстия при помощи формообразующего инструмента 1 (фиг.2), затем первый угол между двумя сторонами сгибается при помощи первого гибочного инструмента 2 (фиг.3). После этого две из последних указанных кромок отверстия сгибаются при помощи формообразующего инструмента 1 (фиг.4), и затем первый гибочный инструмент 2 используется для сгибания двух углов между основанием и стороной (фиг.5 и 6). Затем последний угол с надрезом сгибается при помощи второго гибочного инструмента 3, так что полая конструкция закрывается. После этого полая конструкция готова для сваривания. Таким образом, основным принципом в этом примере является использование трех фиксированных инструментов для сгибания, так что один из них, а именно формообразующий инструмент 1, используется для формирования отверстия. Ширина инструментов для сгибания может выбираться в соответствии с максимальными размерами серии продукции, поскольку инструменты 1, 2 всегда могут «выйти из полой конструкции». Первый гибочный инструмент 2 используется для сгибания всех тех углов, в которых гибочный инструмент выходит «из полой конструкции» по меньшей мере с одного конца, так что ширина гибочного инструмента может выбираться в соответствии с максимальным размером. Второй гибочный инструмент 3 используется для сгибания углов в случае, когда полая конструкция уже закрыта, так что нож не может свободно выйти из полой конструкции. Ширина такого гибочного инструмента может выбираться в соответствии с наименьшим размером сгиба в серии продукции, и линия сгиба листовой заготовки будет надрезана на отрезке, превышающем ширину второго гибочного инструмента 3, поскольку размер полой конструкции увеличивается. В этом случае ненадрезанный отрезок 8 угла 6 является постоянным, и его максимальная длина соответствует размеру самой короткой стороны или самой короткой стороны, подлежащей сгибанию в последнюю очередь в серии полых конструкций из листового материала различных размеров. Поскольку на практике полые конструкции всегда имеют небольшое отверстие, форма, в конце концов, становится настолько закрытой, что предпочтительно сгибать по меньшей мере один угол при помощи способа в соответствии с настоящим изобретением.
Форма кромки отверстия может также формироваться при помощи первого гибочного инструмента 2 посредством использования двух или нескольких последовательных этапов гибки для придания формы. В этом случае количество гибочных инструментов уменьшается (нет необходимости в формообразующем инструменте 1), но количество шагов гибки увеличивается. Швы полой конструкции могут соединяться, или закрываться, при помощи сваривания, клея, заклепок или винтов. Углы полой конструкции могут свариваться также на ненадрезанном отрезке 8. В соответствии с предпочтительным вариантом осуществления настоящего изобретения на конце надрезанного отрезка 7 на краю листовой заготовки имеется короткая закрытая перемычка для направления сгибаемого края желаемым образом и для уменьшения деформации свариваемого или соединяемого иным способом надреза.
Поскольку в этом случае отправной точкой является по меньшей мере один надрезанный угол 6, и длина фиксированного отрезка угла выбрана в соответствии с полой конструкцией наименьшего размера в изготавливаемой серии, уже не имеет значения, с какого конца угол надрезан, надрезан ли он с обоих концов, надрезан ли один или все четыре угла, и является ли постоянным фиксированный отрезок угла. Модели листовых заготовок S-образной, Т-образной и L-образной формы наиболее предпочтительны, поскольку их использование чаще всего уменьшает отходы материала. В конечных точках надрезанный отрезок 7 может отличаться от других частей, например, V-образной формы, так что положение кромок листа относительно друг друга после сгибания может быть предпочтительным для соединения, такого как сваривание. Листовая заготовка или отрезок 7 сгибаемого угла, надрезанного в заготовке, может предпочтительно надрезаться, например, лазерной или водяной резкой.
Частично надрезанный угол с узкими перемычками может быть необходим или для полного исключения внутреннего инструмента, или при использовании внутреннего инструмента для оптимизации формы сгиба, например, в отношении сваривания или внешнего вида. Вместо прямого надреза для оптимизации формы сгиба в конечных точках может использоваться, например, V-образная форма, так что края листа могут располагаться более предпочтительно по отношению друг к другу, например, для сваривания. Таким образом, надрезанные отрезки 7 угла 6 могут сгибаться последними по обеим сторонам ненадрезанного отрезка 8.
Изобретение относится к обработке металлов давлением, в частности к изготовлению полой конструкции из листового материала. Листовую заготовку сгибают с помощью гибочных инструментов с получением сторон и основания. Швы соединяют. По меньшей мере один сгибаемый угол полой конструкции надрезают на отрезке листовой заготовки, так что ненадрезанный отрезок соответствует наименьшему размеру сгиба в серии полых конструкций. Повышается производительность, уменьшаются расходы материала. 10 з.п. ф-лы, 13 ил.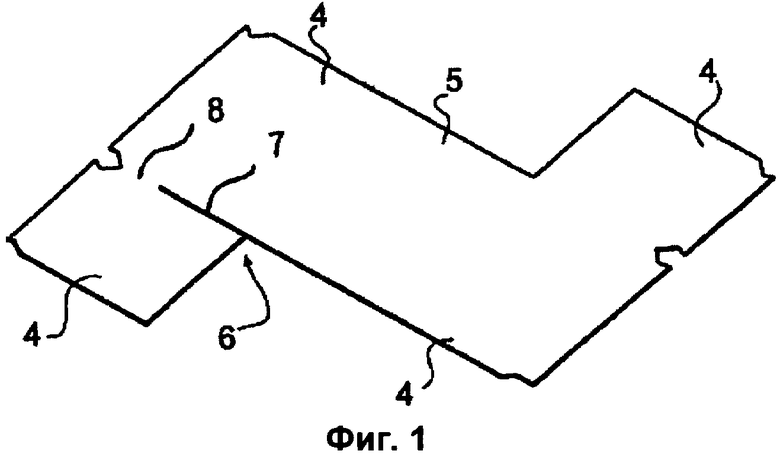
1. Способ изготовления полых конструкций из листовой заготовки различных размеров, отличающийся тем, что он включает следующие стадии:
выбор наибольшей длины сгиба для изготавливаемых полых конструкций и соответствующего первого гибочного инструмента (2);
выбор наименьшей длины сгиба для изготавливаемых полых конструкций и соответствующего второго гибочного инструмента (3);
подготовка листовой заготовки (4, 5) для полой конструкции из листового материала для сгибания;
выполнение надрезанного отрезка (7) на линии сгиба, где длина ненадрезанного отрезка (8) на линии сгиба соответствует второму выбранному гибочному инструменту (3);
сгибание углов листовой заготовки (4, 5), за исключением последнего угла, посредством использования первого гибочного инструмента (2);
сгибание последнего угла (6) посредством использования второго гибочного инструмента (3) на ненадрезанном отрезке (8);
скрепление готовой формы согнутой полой конструкции.
2. Способ по п.1, отличающийся тем, что полую конструкцию изготавливают из листовой заготовки так, что стороны (4) и основание (5) полой конструкции сгибают и швы скрепляют, а один угол (6) полой конструкции, подлежащий сгибанию, надрезают на отрезке (7) листовой заготовки.
3. Способ по п.1, отличающийся тем, что ненадрезанный отрезок (8) угла (6) является постоянным и его максимальная длина соответствует размеру самой короткой стороны, подлежащей сгибанию, в серии изготавливаемых полых конструкций из листового материала различных размеров.
4. Способ по п.1, отличающийся тем, что ненадрезанный отрезок (8) угла (6) является постоянным и его максимальная длина соответствует размеру самой короткой стороны, подлежащей сгибанию в последнюю очередь, в серии изготавливаемых полых конструкций из листового материала различных размеров.
5. Способ по п.1, отличающийся тем, что на конце надрезанного отрезка (7) у кромки листовой заготовки выполнена короткая ненадрезанная перемычка для направления сгибаемого края желательным образом и уменьшения деформаций надреза, подлежащего свариванию.
6. Способ по п.1, отличающийся тем, что надрезанные отрезки (7) угла (6) сгибают в последнюю очередь с обеих сторон ненадрезанного отрезка (8).
7. Способ по п.1, отличающийся тем, что листовую заготовку (4, 5) надрезают лазерной или водяной резкой.
8. Способ по п.1, отличающийся тем, что надрезанный отрезок (7) угла, подлежащего сгибанию, надрезают лазерной или водяной резкой.
9. Способ по п.1, отличающийся тем, что в концевых точках надрезанный отрезок (7) отличается от других частей, например имеет V-образную форму, так что положение кромок листа относительно друг друга после сгибания может быть предпочтительным для скрепления, такого как сваривание.
10. Способ по п.1, отличающийся тем, что углы полой конструкции сваривают также на ненадрезанных отрезках (8).
11. Способ по любому из предшествующих пунктов, отличающийся тем, что швы полой конструкции соединяют или скрепляют посредством сваривания, клея, заклепок или винтов.
| US 2002184936 A1, 12.12.2002 | |||
| Устройство для гибки краев листового материала | 1988 |
|
SU1637900A1 |
| Способ подгибки концов заготовок | 1990 |
|
SU1794530A1 |
| US 6412325 B1, 02.07.2002. | |||

