Изобретение имеет отношение к устройству для изготовления резинового полосового материала, содержащего корд, согласно преамбуле пункта 1 формулы изобретения. Армированный кордом материал, выполненный в виде такого резинового полосового материала, может в случае так называемого брекера представлять собой, например, упрочненный кордом полосовой резиновый материал, в котором корд образован стальной проволокой или синтетическими волокнами, уложенными под углом, например, 15-70°, или, в случае так называемых «слоев», текстильными волокнами, уложенными под углом 80-90°.
Такое устройство известно, например, из патентной заявки Японии 200595656. В этом документе описан экструдер с шестеренчатым насосом, скорость работы которого регулируется. Регулирование используется для поддержания постоянного объема подаваемого материала. В случае использования известного устройства для изготовления, например, слоев брекера других размеров, изменение настроек экструдера занимает много времени, в течение которого устройство не производит продукцию.
Среди прочих целью изобретения является устранение этого недостатка.
С этой целью настоящее изобретение предлагает устройство для изготовления резинового полосового материала, содержащего корд, выполненное в соответствии с пунктом 1 формулы изобретения. В результате передачи измеренных значений высоты и ширины резиновой полосы в управляющее устройство может обеспечиваться непрерывное изготовление экструдером резиновых полос воспроизводимого качества, поскольку дозирование резины точно регулируется путем изменения числа оборотов шестеренчатого насоса. Кроме того, именно вследствие использования этого конкретного типа экструдера устройство, соответствующее настоящему изобретению, сможет удовлетворять изменяющуюся в более широких пределах производственную потребность в резиновых полосах при сохранении качества изготовленных резиновых полос. Вместе с тем, вследствие использования такого экструдера возможно значительно ускорить переход на другие размеры резиновых полос (и, следовательно, слоев брекера). Сверх того, в результате применения шестеренчатого насоса возможна пластикация резины независимо от ее дозирования.
Из патентной заявки США 2003/0051794 известно измерение ширины полосы для регулирования угловой скорости роликов, между которыми пропускают резиновую полосу. В этом документе не указано, что измеренная ширина может быть использована для регулирования скорости работы насоса экструдера, и не указано, что измеряется высота резиновой полосы.
В соответствии с одним из предпочтительных вариантов осуществления устройства, соответствующего данному изобретению, устройство снабжено датчиком давления для измерения давления у конца подающего шнека экструдера и формирования сигнала давления, соответствующего величине измеряемого давления, причем датчик давления выполнен с возможностью подключения к управляющему устройству регулирования скорости работы шестеренчатого насоса для формирования и передачи на упомянутое управляющее устройство сигнала давления, и скорость работы шестеренчатого насоса может регулироваться упомянутым управляющим устройством по меньшей мере на основании сигнала измерения размеров для поддержания постоянным давления у конца подающего шнека. Благодаря этому может быть обеспечена хорошая адгезия резины к поверхности корда.
В вышеупомянутой патентной заявке США 2003/0051794 описан датчик давления как таковой, который передает измеренные значения на управляющее устройство, благодаря чему обеспечивается подача одинакового количества вещества в единицу времени. То есть измеренные значения не используются для поддержания постоянным давления у конца подающего шнека.
В другом варианте осуществления устройства, соответствующего данному изобретению, или как отдельный его аспект, устройство содержит узел оттягивания, включающий в себя тянущий ролик, приводимый в движение двигателем, для оттягивания резиновой полосы от экструдера, причем двигатель представляет собой регулируемый двигатель для приведения в движение тянущего ролика с регулируемой частотой вращения. Именно путем использования такого регулируемого двигателя устройство, соответствующее настоящему изобретению, сможет удовлетворять изменяющуюся в более широких пределах производственную потребность в резиновых полосах, в результате использования такого экструдера возможно значительно ускорить переход на другие размеры резиновых полос (и, следовательно, слоев брекера).
В другом варианте осуществления устройства, соответствующего данному изобретению, или как отдельный его аспект устройство включает в себя компенсатор, снабженный некоторым количеством нижних и некоторым количеством верхних реверсивных роликов, причем расстояние между верхними и нижними реверсивными роликами является регулируемым; а также устройство измерения расстояния для измерения расстояния между верхними и нижними реверсивными роликами и для формирования сигнала расстояния. Именно вследствие применения этого устройства измерения расстояния устройство, соответствующее настоящему изобретению, сможет удовлетворять изменяющуюся в более широких пределах производственную потребность в резиновых полосах. Вместе с тем, в результате использования такого экструдера возможно значительно ускорить переход на другие размеры резиновых полос (и, следовательно, слоев брекера).
При этом особенно предпочтительно, чтобы устройство измерения расстояния могло быть подключено к регулируемому двигателю узла оттягивания, причем частота вращения тянущего ролика может регулироваться по меньшей мере на основании сигнала расстояния, и, в частности, регулируемый двигатель выполнен с возможностью формирования сигнала частоты вращения, соответствующего частоте вращения тянущего ролика. Благодаря этому возможно наиболее точно и быстро реагировать на изменение расхода и подачи резиновых полос.
В частности, если устройство содержит средство для формирования сигнала частоты вращения и передачи этого сигнала на управляющее устройство регулирования скорости работы шестеренчатого насоса, причем скорость работы шестеренчатого насоса может регулироваться управляющим устройством по меньшей мере на основании сигнала частоты вращения, то изготовление резиновых полос экструдером может быть ускорено или замедлено в зависимости от расхода.
В одном из вариантов осуществления устройства, соответствующего данному изобретению, измерительное устройство для измерения высоты и ширины резиновой полосы содержит лазер и камеру, при помощи которых результаты измерений могут быть получены быстро и надежно, причем для получения высокоточных результатов измерений предпочтительно, чтобы устройство было снабжено опорой для резиновой полосы, и эта опора также содержала бы дополнительную часть, не предназначенную для поддерживания резиновой полосы, а несущую контрольный шаблон с эталонной шириной и/или эталонной высотой, причем контрольный шаблон размещен относительно измерительного устройства так, чтобы упомянутый шаблон мог быть измерен упомянутым измерительным устройством.
Сущность настоящего изобретения, кроме того, поясняется на примере одного из вариантов осуществления изобретения, для которого:
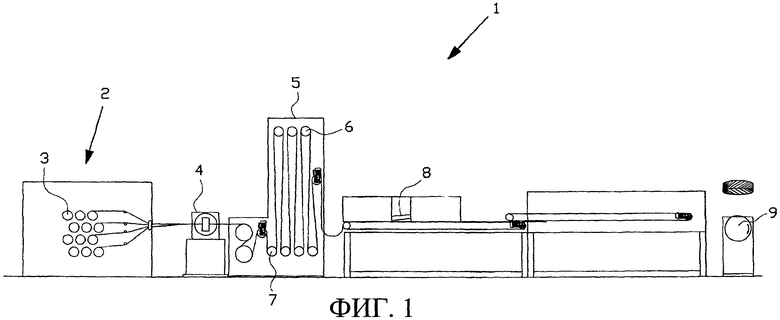
Фиг.1 представляет собой схематический вид сбоку устройства для изготовления резинового полосового материала;
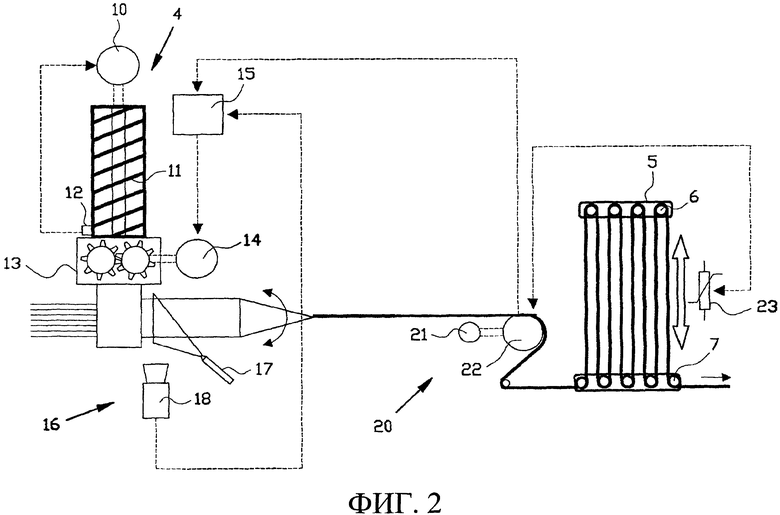
Фиг.2 представляет собой схему управления настройками, в том числе экструдера; и
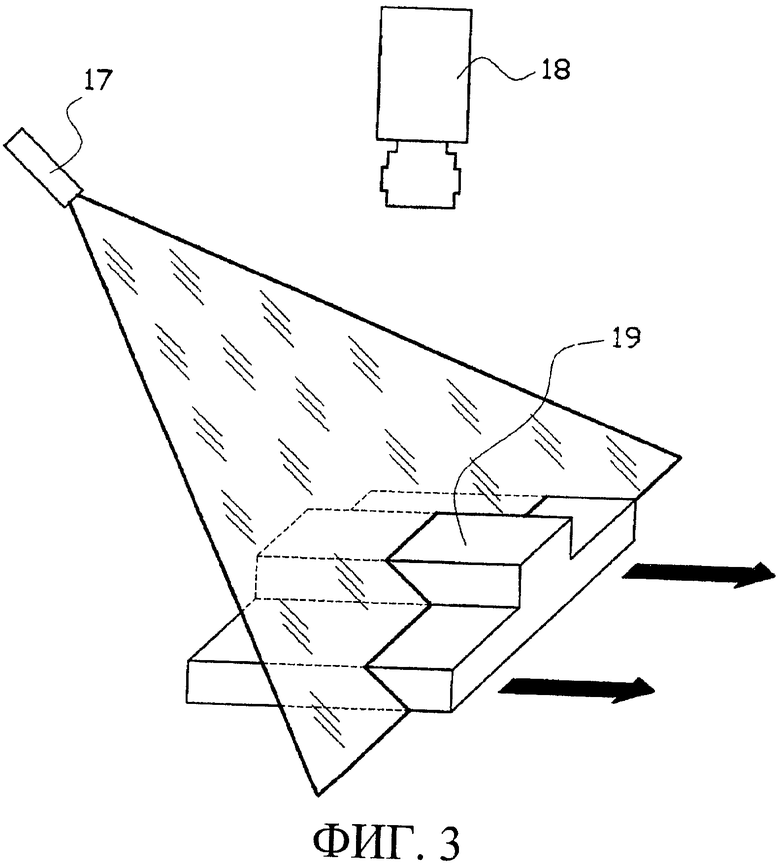
Фиг.3 представляет собой схематический вид в перспективе контрольного шаблона.
На Фиг.1 показан схематический вид сбоку устройства 1 для изготовления брекера. Устройство 1 содержит раскаточное приспособление 2, снабженное шпулями 3 с намотанным на них кордом. Обычно этот корд представляет собой стальной корд, хотя также может быть использован синтетический корд.
Устройство 1, кроме того, содержит экструдер 4 для экструдирования невулканизированной резины вокруг корда и компенсатор 5, в данном случае петлевой компенсатор, для компенсирования неравномерности процесса и охлаждения экструдированного материала. В этом случае также могут быть компенсированы перебои в ходе технологического процесса. Так как в этом случае бесконечная резиновая полоса имеет продольные нити корда, эта резиновая полоса слабо подвержена растяжению или другим деформациям. Компенсатор 5 содержит некоторое количество верхних и нижних реверсивных роликов 6, 7, причем расстояние между верхними и нижними реверсивными роликами является регулируемым.
Полученную бесконечную резиновую полосу с внедренными в нее продольными нитями корда затем подают одним из многих известных способов на режущее устройство 8 для дальнейшей обработки. Из размещенных рядом отрезанных частей резиновых полос способом, который сам по себе известен, получают резиновую полосу необходимой длины и ширины на ленте транспортера после режущего устройства, а затем ее размещают на сборочном барабане 9 (Фиг.1).
На Фиг.2 схематически показано управление настройками, в том числе экструдера 4.
Экструдер 4 содержит подающий шнек 11, приводимый в действие первым регулируемым двигателем 10, для экструдирования невулканизированной резины вокруг корда для изготовления бесконечной резиновой полосы. Шнек 11 осуществляет смешивание, перемешивание, нагревание и подачу резины в шестеренчатый насос 13. В данном случае скорость вращения подающего шнека 11 регулируют способом, который сам по себе известен, поддерживая постоянным так называемое давление в цилиндре экструдера Р1, создаваемое у конца подающего шнека, с целью обеспечения оптимальной пластикации резины для получения надлежащей вязкости и адгезии для того, чтобы получить хорошее сцепление с поверхностью корда. Для этого экструдер содержит датчик 12 давления. Экструдер 4 также содержит встроенный шестеренчатый насос 13, скорость работы которого может регулироваться вторым регулируемым двигателем 14. Давление (Р2) в шестеренчатом насосе 13 обеспечивает хорошую адгезию резины к корду. Такой экструдер со встроенным шестеренчатым насосом выпускается, например, фирмой VMI-AZ Extrusion GmbH под наименованием Planetruder®.
Второй регулируемый двигатель 14 приводится в действие управляющим устройством 15 для регулирования скорости работы шестеренчатого насоса 13.
Измерительное устройство 16, в описываемом варианте осуществления содержащее лазер 17 и камеру 18, измеряет высоту и ширину резиновой полосы и формирует и передает на управляющее устройство 15 сигнал измерения размеров, который соответствует величине измеренной высоты и ширины. Для повышения точности измерений контрольный шаблон 19 с эталонной шириной и эталонной высотой может быть размещен на опоре (на фигурах не показана) для резиновой полосы (Фиг.3). Контрольный шаблон 19 расположен, например, на дополнительной части опоры, которая предпочтительно не предназначена для поддерживания резиновой полосы. Контрольный шаблон 19 расположен относительно измерительного устройства 16, содержащего лазер 17 и камеру 18, так, чтобы упомянутый контрольный шаблон 19 мог быть измерен измерительным устройством. Контрольный шаблон 19 может быть расположен на краю резиновой полосы. В случае, если изготавливают две резиновые полосы, расположенные на некотором расстоянии, контрольный шаблон также может быть расположен между этими резиновыми полосами. Было обнаружено, что контрольный шаблон будет лучше различимым при наличии заметной разницы в высоте [с резиновыми полосами]. В данном случае, например, верхняя поверхность контрольного шаблона расположена ниже верхней поверхности резиновой полосы. Кроме того, ступенчатая форма контрольного шаблона 19 обеспечивает возможность множества изменений. В результате чего может быть использован также и одноступенчатый контрольный шаблон.
Управляющее устройство 15 может реализовывать подходящий алгоритм, создаваемый экспериментально, для формирования на основании измеренных высоты и ширины управляющего сигнала, предназначенного для регулирования скорости работы шестеренчатого насоса 13 в зависимости от сигнала измерения размеров. Благодаря этому дозирование резины регулируется независимо от скорости вращения подающего шнека 11.
Узел оттягивания 20, содержащий тянущий ролик 22, приводимый в действие третьим регулируемым двигателем 21, оттягивает резиновые ленты от экструдера 4. Устройство 23 измерения расстояния измеряет расстояние между верхними и нижними реверсивными роликами 6, 7 компенсатора 5, формирует и передает на узел оттягивания 20 сигнал расстояния, который соответствует измеренной величине расстояния. Иначе говоря, устройство измерения расстояния 23 может быть подключено к регулируемому двигателю 21 узла оттягивания 20, причем частота вращения тянущего ролика 22 может регулироваться по меньшей мере на основании сигнала расстояния. Благодаря этому частота вращения тянущего ролика 22 регулируется в зависимости от заполнения компенсатора 5.
В описываемом варианте осуществления узел оттягивания 20, в частности, регулируемый двигатель 21, выполнен с возможностью формирования и передачи на управляющее устройство 15 сигнала частоты вращения, который соответствует частоте вращения тянущего ролика. Благодаря этому скорость работы шестеренчатого насоса 14 может регулироваться по меньшей мере на основании сигнала частоты вращения, полученного от оттягивающего двигателя 21.
Благодаря применению описанного выше устройства может быть осуществлен очень широкий диапазон управления (5-100% скорости работы), причем может быть получена резиновая полоса с высокой воспроизводимостью как формы, так и степени пластикации.
Изложенное выше описание приведено для иллюстрирования работы предпочтительных вариантов осуществления изобретения, а не для ограничения объема изобретения. Ознакомившемуся с приведенными выше пояснениями специалисту будут очевидны многочисленные изменения, которые не выходят за пределы сущности и объема настоящего изобретения, конкретно определенного прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО, АГРЕГАТ И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ БРЕКЕРНОГО СЛОЯ ШИНЫ | 2003 |
|
RU2331519C2 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА, ПЕРЕМЕЩЕНИЯ И УКЛАДЫВАНИЯ ЛЕНТ ИЛИ ПОЛОС ГИБКОГО МАТЕРИАЛА | 2005 |
|
RU2379186C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ СУРОВОЙ ТКАНИ ДЛЯ ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ ВСПОМОГАТЕЛЬНОГО СЛОЯ ШИНЫ | 2004 |
|
RU2376326C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ УСИЛЕННЫХ РЕМНЕЙ | 2012 |
|
RU2573021C1 |
| Шина автомобильная бескамерная непрокольная | 2019 |
|
RU2733890C1 |
| ШИНА И СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ | 2014 |
|
RU2614402C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИН | 2012 |
|
RU2596769C2 |
| ШИНА С ДИАГОНАЛЬНЫМ КОРДОМ | 2017 |
|
RU2709151C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРУКТУРНОГО ПОЛИКАРБОНАТНОГО ЛИСТА | 2009 |
|
RU2422275C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2008 |
|
RU2441769C2 |
Изобретение относится к устройству для изготовления резинового полосового материала, содержащего корд. Техническим результатом заявленного изобретения является возможность осуществления очень широкого диапазона управления (5-100% скорости работы) для получения резиновой полосы с высокой воспроизводимостью формы и степени пластикации. Технический результат достигается устройством, которое включает в себя экструдер, имеющий встроенный шестеренчатый насос с регулируемой скоростью работы и подающий шнек, для экструдирования невулканизированной резины вокруг корда для изготовления бесконечной резиновой полосы. Устройство дополнительно содержит управляющее устройство регулирования скорости работы шестеренчатого насоса и измерительное устройство для измерения высоты и ширины резиновой полосы и для формирования сигнала измерения, соответствующего величине измеренной высоты и ширины. Измерительное устройство выполнено с возможностью подключения к управляющему устройству регулирования скорости работы шестеренчатого насоса для формирования и передачи на управляющее устройство сигнала измерения размеров. При этом скорость работы шестеренчатого насоса может регулироваться управляющим устройством по меньшей мере на основании сигнала измерения размеров. 8 з.п. ф-лы, 3 ил.
1. Устройство для изготовления кордсодержащего резинового полосового материала, которое содержит:
экструдер с подающим шнеком для экструдирования невулканизированной резины вокруг корда для изготовления бесконечной резиновой полосы, причем экструдер снабжен встроенным шестеренчатым насосом с регулируемой скоростью работы, управляющее устройство регулирования скорости работы шестеренчатого насоса,
отличающееся тем, что оно дополнительно содержит:
измерительное устройство для измерения высоты и ширины резиновой полосы и для формирования сигнала измерения размеров, который соответствует величине измеренной высоты и ширины, причем измерительное устройство выполнено с возможностью подключения к управляющему устройству регулирования скорости работы шестеренчатого насоса для формирования и передачи на управляющее устройство сигнала измерения размеров, и скорость работы шестеренчатого насоса может регулироваться управляющим устройством по меньшей мере на основании сигнала измерения размеров.
2. Устройство по п.1, отличающееся тем, что оно снабжено датчиком давления для измерения давления у конца подающего шнека экструдера и для формирования сигнала давления, соответствующего величине измеряемого давления, причем датчик давления выполнен с возможностью подключения к управляющему устройству регулирования скорости работы шестеренчатого насоса для формирования и передачи на управляющее устройство сигнала давления, и скорость работы шестеренчатого насоса может регулироваться управляющим устройством по меньшей мере на основании сигнала измерения размеров для поддержания постоянным давления у конца подающего шнека.
3. Устройство по п.1, отличающееся тем, что оно дополнительно содержит:
узел оттягивания, включающий в себя тянущий ролик, приводимый в движение двигателем, для оттягивания резиновой полосы от экструдера, причем двигатель представляет собой регулируемый двигатель для приведения в движение тянущего ролика с регулируемой частотой вращения.
4. Устройство по п.1, отличающееся тем, что оно дополнительно содержит:
компенсатор, снабженный некоторым количеством верхних и некоторым количеством нижних реверсивных роликов, причем расстояние между верхними и нижними реверсивными роликами является регулируемым; и
устройство измерения расстояния для измерения расстояния между верхними и нижними реверсивными роликами и для формирования сигнала расстояния.
5. Устройство по п.4, отличающееся тем, что оно дополнительно содержит:
узел оттягивания, включающий в себя тянущий ролик, приводимый в движение двигателем, для оттягивания резиновой полосы от экструдера, причем двигатель представляет собой регулируемый двигатель для приведения в движение тянущего ролика с регулируемой частотой вращения;
причем устройство измерения расстояния может быть подключено к регулируемому двигателю узла оттягивания, и упомянутая регулируемая частота вращения может регулироваться по меньшей мере на основании сигнала расстояния.
6. Устройство по п.3, отличающееся тем, что регулируемый двигатель выполнен с возможностью формирования сигнала частоты вращения, соответствующего частоте вращения тянущего ролика.
7. Устройство по п.6, отличающееся тем, что снабжено средством для формирования сигнала частоты вращения и передачи его на управляющее устройство регулирования скорости работы шестеренчатого насоса, причем скорость работы шестеренчатого насоса может регулироваться управляющим устройством по меньшей мере на основании сигнала частоты вращения.
8. Устройство по п.1, отличающееся тем, что измерительное устройство для измерения высоты и ширины резиновой полосы содержит лазер и камеру.
9. Устройство по п.8, отличающееся тем, что оно снабжено опорой для резиновой полосы, и эта опора также содержит дополнительную часть, не предназначенную для поддерживания резиновой полосы, а несущую контрольный шаблон с эталонной шириной и/или эталонной высотой, причем контрольный шаблон размещен относительно измерительного устройства так, что упомянутый контрольный шаблон может быть измерен измерительным устройством.
| JP 2005205656 A, 04.08.2005 | |||
| US 2003051794 A1, 20.03.2003 | |||
| US 5378415 A, 03.01.1995 | |||
| US 3573135 A, 30.03.1971 | |||
| JP 7061711 A, 07.03.1995 | |||
| Устройство для контроля изготовления состоящих из нескольких секторов профилей из каучука или термопластического синтетического материала | 1983 |
|
SU1175359A3 |
| Аналого-цифровой преобразователь | 1980 |
|
SU919078A1 |
| RU 2005123386 A, 20.01.2006 | |||
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ ПОД ДАВЛЕНИЕМ ШПРИЦОВАННЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 0 |
|
SU168411A1 |
| DE 4431922 A1, 23.05.1996 | |||
| Способ регулирования толщины в производстве полимерной пленки | 1988 |
|
SU1610474A1 |

