ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к химическому составу стали, используемой для изготовления роторов турбин, а более конкретно к содержанию хрома в стальных опорных поверхностях роторов.
Обычно роторы турбин изготавливают посредством ковки из стали, содержащей хром в количестве, превышающем девять процентов. Такие роторы вполне удовлетворяют большинству требований, предъявляемых к роторам турбин, включая, например, их химическую устойчивость и выдерживание напряжений от воздействующей нагрузки. Однако, как показывает опыт, одна из проблем заключается в том, что такое высокое содержание хрома приводит к образованию «ворсистости». Образование «ворсистости» - это процесс, приводящий к повреждению подшипников, которые совершают движение по металлам с высоким содержанием хрома. Поэтому нет ничего необычного в том, что подшипники получают повреждения, обусловленные образованием «ворсистости», когда они совершают движение на вертикальных опорных поверхностях, воспринимающих осевую нагрузку, а также на горизонтальных цилиндрических поверхностях, когда такие поверхности имеют высокое содержание хрома. Один из способов, который используют для снижения образования «ворсистости», заключается в применении промежуточного металлического материала с содержанием хрома менее 2,2 весовых процентов, между ротором турбины и подшипником.
Способ, который используют для нанесения промежуточного слоя на цилиндрические поверхности, заключается в установке поверх цилиндрических поверхностей дающей усадку цилиндрической втулки из сплава, содержание хрома в которой составляет менее 2,2 весовых процента. Хотя этот способ весьма приемлем для цилиндрических частей турбины, подвергаемых умеренным напряжениям, он не может быть применен к значительно нагруженным или плоским поверхностям, например к таким, которые используют для контроля осевой нагрузки. Подход, заключающийся в установке посредством усадки, представляет собой лишь механическое крепление и может привести к отделению в течение работы, особенно в местах создания высоких напряжений.
Для плоских поверхностей, воспринимающих осевую нагрузку, один из обычных способов нанесения «накладки» из стали с низким содержанием хрома предполагает приваривание стали с низким содержанием хрома поверх ротора для создания поверхности из стали, содержание хрома в которой составляет менее 2,2 весовых процента. Чтобы свести к минимуму время, требуемое для выполнения сварки, используют способ дуговой сварки под флюсом, поскольку он обеспечивает весьма высокие скорости осаждения металла. Однако способ сварки под флюсом создает возможность объединения расплавленного металла, в результате чего происходит переход некоторой части хрома из стали с высоким содержанием хрома в накладку с низким содержанием хрома, что потенциально приводит к получению опорной поверхности с содержанием хрома, превышающим максимальный желаемый уровень в 2,2 весовых процента. Для предотвращения такого перехода перед выполнением способа сварки под флюсом может быть нанесено несколько слоев посредством дуговой сварки вольфрамовым электродом в среде защитного газа, также известной как дуговая сварка вольфрамовым электродом в среде инертного газа. Пониженная температура сварки в случае выполнения дуговой сварки вольфрамовым электродом в среде защитного газа позволяет обеспечить весьма незначительный переход хрома и создает барьер, который препятствует переходу из базового материала в слои сварки под слоем флюса.
Еще один недостаток большой сварочной ванны с расплавленным металлом, создаваемой в случае выполнения способа сварки под флюсом, может проявиться при выполнении сварки на вертикальной поверхности. Во время выполнения вертикальных сварных швов сила тяжести, действующая на расплавленный металл, может вызвать его течение вниз, в сторону от желаемого места. Поскольку по конструкции несущие поверхности для восприятия осевого усилия ортогональны к оси вращения ротора, и не существует практики расположения оси ротора в ориентациях, отличающихся от горизонтальной ориентации, поверхности для восприятия осевого усилия ориентированы по вертикали.
Способ, разработанный с целью предотвращения течения расплавленного металла при выполнении способа сварки под флюсом, заключается в обработке на металлорежущем станке поверхности для восприятия осевого усилия под углом конусности, обычно составляющим 22,5 градуса от вертикали. Такой угол обеспечивает достаточный горизонтальный компонент для предотвращения течения расплавленного металла. Однако использование при подготовке к выполнению сварки угла, составляющего 22,5 градуса, требует выполнения механической обработки большого объема материала ротора только с целью его замены большим объемом металла, наплавляемого при сварке. Значительная часть этого наплавляемого металла должна быть в дальнейшем удалена посредством механической обработки для возврата вертикальной ориентации несущей поверхности, воспринимающей осевую нагрузку. Этот способ, хотя и является эффективным, требует значительных затрат времени и средств.
Еще одна проблема, создаваемая этим способом, заключается в ухудшении свойств исходного основного металла ротора. Особая проблема касается радиуса внутренней галтели, образуемого между цилиндрической опорной поверхностью (шейкой), концентричной с осью вращения ротора, и ортогональной к ней несущей поверхностью, воспринимающей осевую нагрузку. После выполнения сварки с созданием угла 22,5 градуса или больше радиус внутренней галтели будет полностью покрыт наплавляемым металлом, который должен быть удален посредством механической обработки с целью корректировки внутреннего радиуса галтели. Во время процесса сварки температуры основного металла ротора повышаются в том месте, которое обычно известно как зона термического влияния. Некоторая часть основного металла в зоне термического влияния будет подвергнута изменениям свойств, что приводит к ослаблению металла. Поскольку, как известно, радиус внутренней галтели является весьма напряженной зоной при условиях работы, предполагающих весьма высокие уровни осевых усилий, какое-либо ослабление металла в этой зоне может привести к преждевременным повреждениям ротора.
Кроме того, способ дуговой сварки под флюсом часто оставляет дефекты, скрытые внутри наплавленного металла, которые, оставаясь необнаруженными и неустраненными, также могут привести к преждевременному повреждению ротора. Для обнаружения таких дефектов обычно используют ультразвуковые испытания. Ультразвуковые испытания наиболее эффективны применительно к слоям, которые имеют равномерную толщину, и к линии сварного шва, которая перпендикулярна наружной поверхности, на которой устанавливают ультразвуковой измерительный преобразователь; ни одно из этих условий не имеет место в случае конического угла, который обеспечивают при выполнении описанного выше способа дуговой сварки под флюсом.
Соответственно, в этой области имеется необходимость в создании более эффективного и имеющего меньше недостатков способа нанесения слоя с низким содержанием хрома на несущие поверхности для восприятия осевого усилия, находящиеся на роторе турбины, но без ослабления при этом свойств основного материала в определенных местах.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В этом документе раскрыт способ, который относится к подготовке вращающегося элемента для увеличения долговечности подшипника, содержащий нанесение металлического материала на поверхность ротора, ортогональную к продольной оси ротора, при этом материал имеет содержание хрома, меньшее, чем содержание хрома во вращающемся элементе, и обработку поверхности металлического материала ортогонально к оси ротора.
Кроме того, в этом документе раскрыто устройство, которое относится к вращающемуся элементу для увеличения долговечности подшипника, содержащее ротор с металлической поверхностью, ортогональной к продольной оси ротора, имеющей содержание хрома, меньшее, чем у ротора, и пограничный слой между металлической поверхностью и ротором, ортогональный к оси ротора.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее рассмотрим чертежи, которые представляют собой варианты осуществления изобретения, взятые в качестве примера, и на которых подобные элементы обозначены одинаковыми позициями:
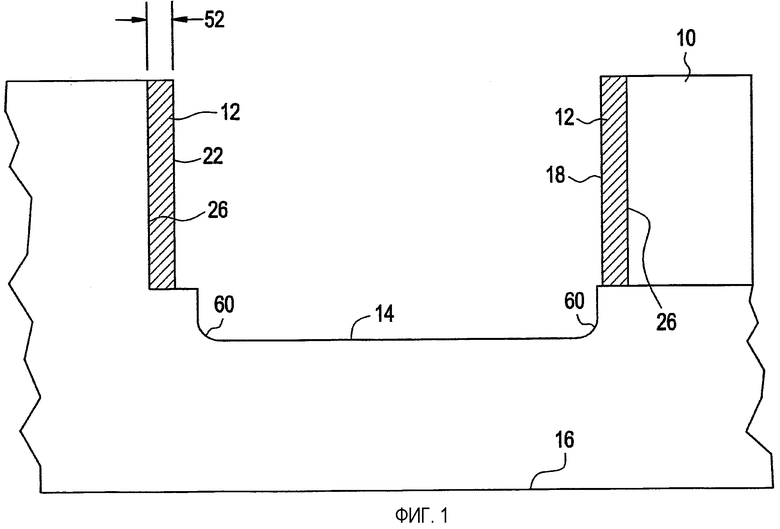
на фиг.1 представлен частичный вид в поперечном сечении подвергнутого сварке и обработке поверхности ротора турбины согласно варианту осуществления изобретения;
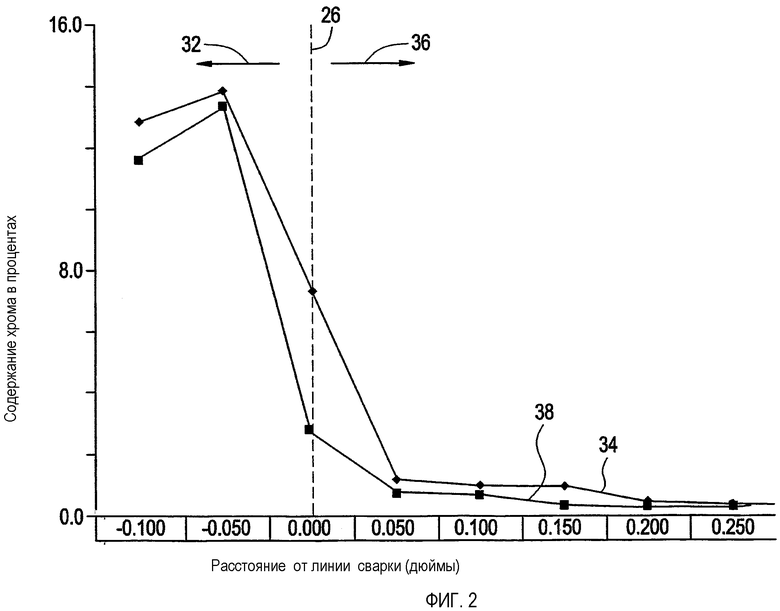
на фиг.2 представлен график зависимости между содержанием хрома и расстоянием от линии сварки согласно варианту осуществления изобретения;
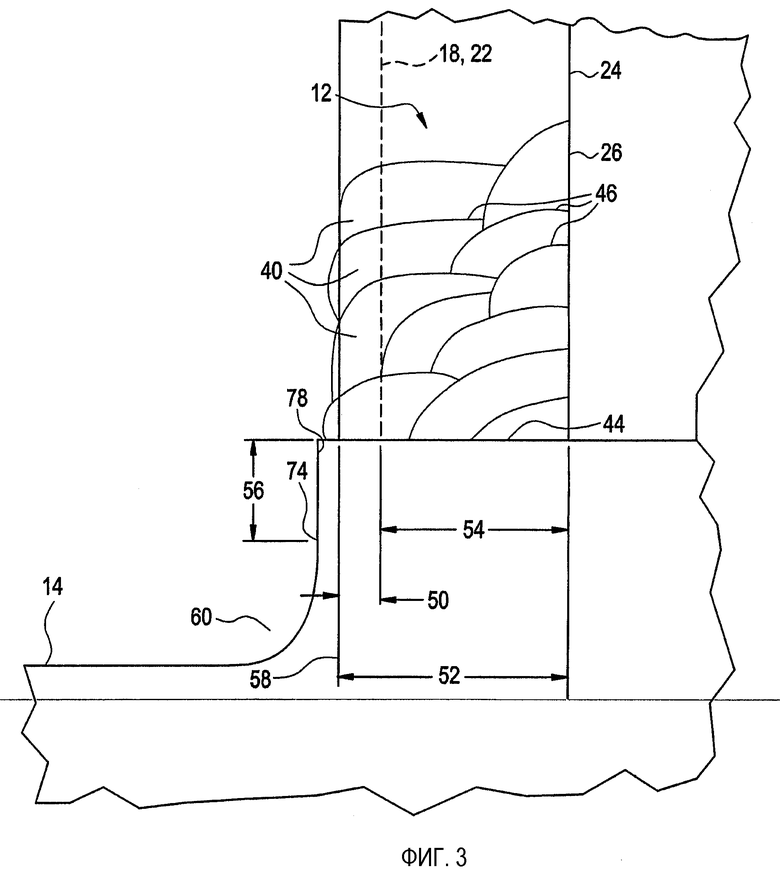
на фиг.3 представлен вид в поперечном сечении с частично показанной сваркой ротора турбины согласно варианту осуществления изобретения;
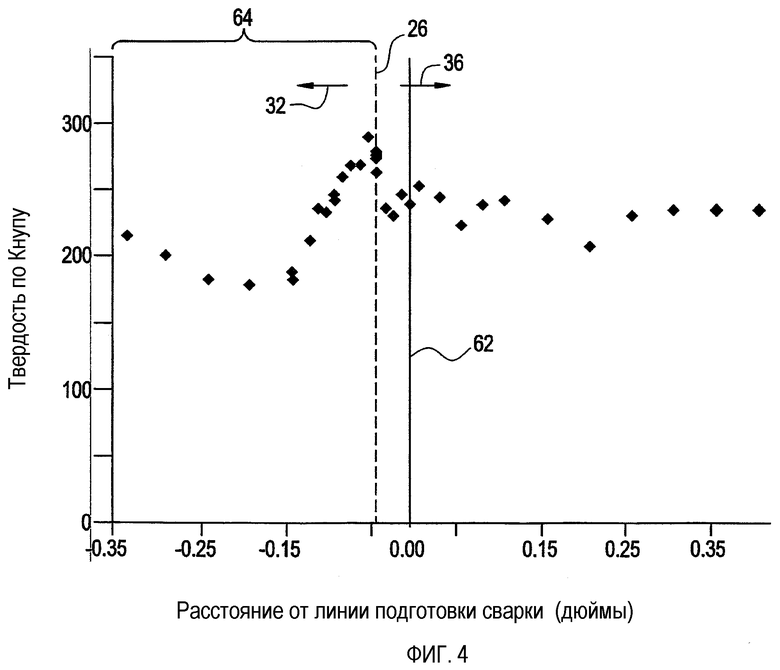
на фиг.4 представлен график зависимости между твердостью по Кнупу и расстоянием от линии подготовки сварки согласно варианту осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Подробное описание нескольких вариантов осуществления раскрытых устройства и способа приведено здесь в виде примера со ссылкой на чертежи, не налагая при этом каких-либо ограничений.
На фиг.1 представлен частичный вид в поперечном сечении вращающегося элемента, показанного в этих вариантах в виде ротора турбины, согласно варианту осуществления изобретения. Цилиндрическая опорная поверхность (шейка) 14 ротора 10 турбины показана в горизонтальной ориентации и концентричной с продольной осью 16. Ортогональными по отношению к оси ротора 16 и к шейке 14, и, следовательно, вертикально ориентированными являются первая опорная поверхность 18, воспринимающая осевую нагрузку, и вторая опорная поверхность 22, воспринимающая осевую нагрузку. Первая вертикальная опорная поверхность 18, воспринимающая осевую нагрузку, препятствует осевому перемещению ротора в одном направлении, в то время как вторая вертикальная опорная поверхность 22, воспринимающая осевую нагрузку и противоположная первой опорной поверхности 18, препятствует осевому перемещению ротора 10 в противоположном направлении. Подшипники (не показаны), которые движутся на опорных поверхностях 18, 22 ротора 10, воспринимающих осевую нагрузку, подвержены преждевременному повреждению вследствие образования «ворсистости», если поверхности, воспринимающие осевую нагрузку, содержат более 2,2% хрома.
Обычно ротор 10 турбины изготавливают посредством ковки из стали с высоким содержанием хрома, которое по весу, как правило, составляет более девяти процентов, а обычно в диапазоне от 9,5 до 13 процентов. Для предотвращения повреждений, связанных с образованием «ворсистости», и для повышения при этом долговечности подшипника в варианте осуществления изобретения на ротор 10 наносят слои 12 из металла с содержанием в них хрома, которое ниже, чем у ротора 10, а точнее с содержанием хрома менее 2,2%.
В одном из вариантов осуществления изобретения используют способ дуговой сварки вольфрамовым электродом в среде защитного газа, чтобы приварить слой 12 с низким содержанием хрома, составляющим порядка 0,5%, к поверхностям 24 ротора, воспринимающим осевую нагрузку (см. фиг.3), чтобы таким образом создать пограничный слой, обозначенный здесь как линия 26 сварки, между слоем 12 приваренного металла и ротором 10 турбины. Способ дуговой сварки вольфрамовым электродом в среде защитного газа выбран вследствие более низкого количества подводимого тепла по сравнению со способом дуговой сварки под флюсом. Это пониженное количество подводимого тепла позволяет свести к минимуму сварочную ванну из расплавленного металла и таким образом обеспечить сварной шов с незначительным переходом высокого содержания хрома основного материала в слой 12 наплавляемого материала. Данные испытаний, которые подкрепляют это утверждение, сведены в график, показанный на фиг.2. График демонстрирует вес хрома в процентах по оси У и расстояние в миллиметрах от линии 26 сварки по оси Х. Основные материалы 32 показаны слева от линии 26 сварки, а наплавленные материалы 36 показаны справа от линии 26 сварки. Из графика можно определить, что основные используемые материалы 32 имели весовое содержание хрома, превышающее девять процентов, а точнее 12,8% хрома для первого образца 34 и 11,7% хрома для второго образца 38 на расстоянии порядка 0,10 дюйма (2,54 мм) от линии 26 сварки. Напротив, наплавленные материалы 36 имели содержание хрома порядка 0,4% для первого образца 34 и 0,3% для второго образца 38 на расстоянии порядка 0,20 дюйма (5,08 мм) от линии 26 сварки. Содержание хрома весьма быстро падает при перемещении от линии 26 сварки в направлении наплавленных материалов 36. Например, содержание хрома в первом образце 34 падает от 7,3% на линии 26 сварки до 1,2% на расстоянии 0,05 дюйма (1,27 мм) от нее, в то время как содержание хрома во втором образце 38 падает от 2,8% на линии 26 сварки до 0,8% на расстоянии 0,05 дюйма (1,27 мм) от нее. Таким образом, на расстоянии 0,05 дюйма (1,27 мм) от линии 26 сварки содержание хрома будет значительно ниже желаемого максимального уровня содержания хрома для поверхностей 18, 22, воспринимающих осевую нагрузку, составляющего 2,2%.
Другое преимущество, являющееся следствием пониженного количества подводимого тепла в случае способа дуговой сварки вольфрамовым электродом в среде защитного газа, заключается в возможности наплавления на вертикальную поверхность, когда сила тяжести не будет приводить к течению расплавленного металла вниз. Однако вертикальная сварка требует, чтобы валики 40, наплавляемые за один проход, как показано на фиг.3, были расположены на верхней части, по меньшей мере, частично горизонтальной поверхности (ступеньки) 44. Каждый последовательно наплавляемый за один проход валик 40 может использовать предыдущий наплавленный валик 40 в качестве поверхности 46 для наплавления, тем самым обеспечивая выстраивание как по вертикали, так и по горизонтали, чтобы создать наплавленный слой 12 с низким содержанием хрома вдоль поверхности 24 ротора, воспринимающей осевую нагрузку. Хотя в этом варианте используют ступеньку 44 в качестве горизонтальной поверхности, на которой начинают построение, также можно осуществлять построение непосредственно на радиусе 60 внутренней галтели, образованном между шейкой 14 и смежной поверхностью 78, ортогональной к шейке 14, без использования ступеньки 44. Возможность наплавления на вертикальную поверхность 24, воспринимающую осевую нагрузку, позволяет снять необходимость придания посредством механической обработки угла порядка 22,5 градуса поверхности 24, воспринимающей осевую нагрузку, экономя тем самым значительное время, идущее на обработку, а также связанные с этим расходы.
Время обработки, требуемое для завершения наплавления на поверхность 24, воспринимающую осевую нагрузку, зависит, в частности, от того, насколько толстым должен быть наплавляемый слой 12. Имеются две основные характеристики, которые следует учитывать при определении требуемой глубины 52 сварки. Первой является расстояние от линии 26 сварки, требуемое для гарантии того, чтобы было достигнуто содержание хрома, составляющее менее 2,2%, а второй является глубина 50 механической обработки, необходимая для создания гладкой опорной поверхности 18, 22 из шероховатой наплавленной поверхности 58. Для определения минимальной глубины 54 содержания хрома следует провести анализ (фиг.2), чтобы выяснить, на каком расстоянии от линии 26 сварки содержание хрома должно быть гарантированно меньше желаемого уровня, составляющего 2,2%. Как установлено выше, на расстоянии порядка 0,05 дюйма (1,27 мм) от линии 26 сварки в направлении наплавленного материала 36 происходит падение содержания хрома до величины, составляющей менее 1,5%. Также может быть добавлен запас надежности, например, порядка 0,10 дюйма (2,54 мм) для гарантии того, чтобы содержание хрома в 2,2% было сохранено в начисто обработанных поверхностях 18 и 22, что приводит к получению минимального расстояния 54 с содержанием хрома, составляющего порядка [0,05+0,10=0,15 дюйма (3,81 мм)]. Опыт выполнения механической обработки поверхностей, наплавленных посредством дуговой сварки вольфрамовым электродом в среде защитного газа, показывает, что может быть выбрана минимальная глубина 50 механической обработки, составляющая, например, 0,10 дюйма, для гарантии того, чтобы при механической обработке все неровности наплавленной поверхности были устранены, так чтобы оставалась приемлемая опорная поверхность 18, 22, воспринимающая осевую нагрузку. Добавление минимального расстояния 54 содержания хрома к расстоянию 50 для проведения механической обработки [0,15+0,10=0,25 дюйма (6,35 мм)] приводит к получению для этого варианта глубины 52 наплавления, составляющей порядка 0,25 дюйма.
Еще одним важным моментом, который необходимо учитывать перед выполнением сварки, когда используют ступеньку 44, является определение высоты 56, на которой следует расположить ступеньку 44 выше переходной зоны, определяемой в данном случае как радиус 60 внутренней галтели. В одном из вариантов осуществления изобретения высоту 56 ступеньки устанавливают исходя из свойств основного материала 32. Опыт работы в этой области показывает, что свойства материала кованного ротора 10 турбины достаточны для выдерживания напряжений, которые воздействуют на ротор 10 в течение срока его службы. Как показывает анализ, проведенный посредством метода конечных элементов, радиус 60 внутренней галтели, образованной между поверхностями 18, 22, на которые воздействует осевая нагрузка, и шейкой 14, подвергается наивысшим напряжениям по сравнению с какой-либо зоной ротора 10 в течение условий высокой осевой нагрузки. Поэтому желательно сохранить свойства материала кованного ротора 10 в весьма напряженной зоне радиуса 60 после завершения нанесения слоя 12 с низким содержанием хрома.
Если обратиться к фиг.4, то на ней показан график зависимости между данными, касающимися свойств материала, в этом случае твердости материала, и расстоянием от линии 62 подготовки сварки для образца, который был наплавлен посредством способа дуговой сварки вольфрамовым электродом в среде защитного газа и затем был подвергнут местному отпуску. Для разъяснения различия между линией 62 подготовки сварки и линией 26 сварки следует отметить, что линия 62 подготовки сварки представляет собой местоположение основного металла 32 до сварки, а линия 26 сварки представляет собой линию перехода основного металла 32, который не расплавился в течение сварочного процесса. График позволяет установить, что твердость по Кнупу у 500 кг основного материала 32, наиболее близкого к линии 26 сварки, является более высокой, составляя примерно 290 единиц по Кнупу, чем твердость 66 кованного материала, составляющая по Кнупу порядка 226 единиц. Такое увеличение твердости является результатом процесса сварки, повышающего температуру выше температуры аустенизации стали. После прохождения сварочной головки сталь охлаждается весьма быстро вследствие термической массы ротора 10. Быстрое охлаждение вызывает переход к более твердой мартенситной структуре. Основной материал 32 далее от линии 26 сварки также нагревается, но недостаточно для перехода в аустенит, и таким образом фактически будет мягче, с твердостью по Кнупу порядка 175 единиц, чем твердость 66 кованного материала, вследствие эффекта отпуска при этой повышенной температуре. Перемещение в противоположном направлении от линии 26 сварки, то есть в направлении наплавляемого материала 36, позволяет сделать вывод, что сохраняется относительно устойчивая твердость с величинами, подобными твердости 66 кованного материала, составляющей 220 единиц по Кнупу, поскольку материал смягчен посредством локального отпуска.
Согласно графику зона 64 термического влияния, определяемая как зона, где тепло приводит к изменению получаемой твердости материала, проходит в основной материал 32 на расстояние порядка 0,35 дюйма (8,9 мм). Твердость какого-либо основного материала 32, который находится дальше от линии 62 подготовки сварки, чем 0,35 дюйма, при воздействии тепла сварки остается неизменной. Таким образом, для гарантии того, чтобы подвергаемая значительным напряжениям зона радиуса 60 сохраняла первоначальные свойства, такие как твердость 66 кованного материала, составляющая 226 единиц по Кнупу, высота 56 ступеньки 44 должна составлять более 0,35 дюйма от точки касания 74 между радиусом 60 внутренней галтели и смежной поверхностью 78, ортогональной к оси ротора 10 (см. фиг.3), непосредственно над радиусом 60. При реальном практическом выполнении для обеспечения запаса надежности может быть выбрана высота ступеньки 56, составляющая порядка 0,50 дюйма (12,7 мм) или более. В зависимости от конкретных используемых параметров сварки и размера зоны 64 термического влияния могут быть выбраны другие высоты 56 ступеньки. По замыслу максимальная высота ступеньки не должна входить в контакт с опорной поверхностью и поэтому не существует опасности образования «ворсистости».
Некоторые варианты осуществления изобретения могут обладать следующими преимуществами: не требуется выполнение подготовки под сварку посредством механической обработки, время выполнения сварки и требования к материалу сведены к минимуму, окончательно обработанная опорная поверхность снимает проблемы образования «ворсистости» в связанных с ней подшипниках и имеет содержание хрома, составляющее менее 2,2% (в некоторых вариантах осуществления изобретения содержание хрома в нанесенном металлическом материале составляет между 0,25 и 0,75 весовых процентов), при этом свойства основного металлического материала в зоне радиуса внутренней галтели, где возникают весьма значительные напряжения, не подвержены влиянию процесса сварки.
Варианты осуществления раскрытых способа и устройства описаны как варианты, взятые в качестве примера, при этом специалистам в данной области будет понятно, что без отклонения от объема раскрытых вариантов способа и устройства могут быть выполнены различные изменения, а элементы могут быть заменены их эквивалентами. Кроме того, могут быть выполнены многие модификации для приспосабливания конкретной ситуации или конкретного материала к идеям раскрытых вариантов способа и устройства без отклонения от их основного объема. Поэтому следует полагать, что варианты раскрытых способа и устройства не ограничены конкретными вариантами, приведенными в качестве наилучшей предполагаемой формы осуществления вариантов способа и устройства, и что варианты осуществления раскрытых способа и устройства будут включать в себя все варианты, попадающие в объем прилагаемой формулы изобретения.
Изобретение относится к химическому составу стали, используемой для изготовления роторов турбин, а более конкретно к содержанию хрома в стальных опорных поверхностях роторов. Способ подготовки вращающегося элемента для повышения долговечности подшипника включает: нанесение металлического материала на поверхность вращающегося элемента ортогонально к продольной оси вращающегося элемента, при этом материал имеет содержание хрома, меньшее, чем содержание хрома у вращающегося элемента; и обработку поверхности металлического материала, ортогональной к оси вращающегося элемента. Вращающийся элемент для повышения долговечности подшипника содержит: вращающийся элемент; поверхность из металлического материала, ортогональную к продольной оси вращающегося элемента, имеющую меньшее содержание хрома, чем у вращающегося элемента; пограничный слой между поверхностью металлического материала и вращающимся элементом, ортогональный к продольной оси вращающегося элемента, при этом поверхность металлического материала представляет собой опорную поверхность, воспринимающую осевую нагрузку; поверхность металлического материала имеет содержание хрома менее 2,2 процента. Изобретение позволяет обеспечить повышение долговечности подшипника, при этом окончательно обработанная опорная поверхность снимает проблемы образования «ворсистости». 2 н. и 8 з.п. ф-лы, 4 ил.
1. Способ подготовки вращающегося элемента (10) для повышения долговечности подшипника, включающий:
нанесение металлического материала (12) на поверхность (26) вращающегося элемента (10) ортогонально к продольной оси (16) вращающегося элемента (10), при этом материал (12) имеет содержание хрома, меньшее, чем содержание хрома у вращающегося элемента (10); и обработку поверхности металлического материала (12), ортогональной к оси (16) вращающегося элемента (10).
2. Способ по п.1, в котором поверхность (18, 22) нанесенного металлического материала (12) имеет содержание хрома менее 2,2%.
3. Способ по п.1, в котором содержание хрома в нанесенном металлическом материале (12) составляет между 0,25 и 0,75 вес.%.
4. Способ по п.1, дополнительно включающий:
приваривание металлического материала (12) к ортогональной поверхности (26) посредством способа дуговой сварки вольфрамовым электродом в среде защитного газа;
нанесение металлического материала (12), когда ортогональная поверхность (26) является фактически вертикальной;
определение глубины нанесения металлического материала (12) на основании содержания хрома в наносимом материале (12).
5. Способ по п.1, дополнительно включающий:
формирование ступеньки (44), по существу параллельной оси (16); и нанесение металлического материала (12) на радиальных расстояниях от оси (16), больших, чем ступенька (44).
6. Способ по п.1, дополнительно включающий:
определение места нанесения металлического материала (12) для предотвращения изменения свойств материала ротора (10) в зоне (60) перехода между опорной поверхностью (18, 22), по существу ортогональной к оси (16), и смежной поверхностью (14), ортогональной к опорной поверхности (18, 22).
7. Вращающийся элемент (10) для повышения долговечности подшипника, содержащий:
вращающийся элемент (10);
поверхность (18, 22) из металлического материала, ортогональную к продольной оси (16) вращающегося элемента (10), имеющую меньшее содержание хрома, чем у вращающегося элемента (10);
пограничный слой (26) между поверхностью (18,22) металлического материала и вращающимся элементом (10), ортогональный к продольной оси (16) вращающегося элемента (10), при этом поверхность (18, 22) металлического материала представляет собой опорную поверхность (18, 22), воспринимающую осевую нагрузку;
поверхность (18, 22) металлического материала имеет содержание хрома менее 2,2%.
8. Вращающийся элемент (10) по п.7, в котором содержание хрома в нанесенном металлическом материале (12) составляет между 0,25 и 0,75 вес.%.
9. Вращающийся элемент (10) по п.7, в котором металлический материал (12) приваривают к ортогональной поверхности (26) посредством способа дуговой сварки вольфрамовым электродом в среде защитного газа.
10. Вращающийся элемент (10) по п.7, в котором свойства материала вращающегося элемента (10) в переходной зоне (60) между опорной поверхностью (14), по существу параллельной оси (16), и смежной поверхностью (78), ортогональной к опорной поверхности (14), остаются неизменными при нанесении металлического материала (12), и нанесенный металлический материал (12) подвергают отпуску под действием тепла.
| JP 8144703 А, 04.06.1996 | |||
| Подшипник качения | 1979 |
|
SU968517A1 |
| Электролит для осаждения покрытий из сплава палладий-индий | 1980 |
|
SU917570A1 |
| Упругая подшипниковая опора вала | 1990 |
|
SU1795171A1 |
| СПОСОБ МОДИФИКАЦИИ ЖЕЛЕЗОСОДЕРЖАЩИХ ПОВЕРХНОСТЕЙ УЗЛОВ ТРЕНИЯ | 2001 |
|
RU2201999C2 |
| ВКЛАДЫШ ДЛЯ ВЫСОКОНАГРУЖЕННЫХ ПОДШИПНИКОВ | 0 |
|
SU261036A1 |

