Данное изобретение относится к столовым и/или сервировочным приборам, изготовленным из стального материала, который сформирован из ферритной сердцевины с поверхностным слоем, состоящим по существу из мартенсита. Таким образом, в случае столовых и/или сервировочных приборов по данному изобретению поверхностная твердость поверхностного слоя, определенная в соответствии со способом определения твердости по Виккерсу HV 3, на 30-300% больше, чем минимальная твердость сердцевины, также измеренная как твердость по Виккерсу HV 3.
В случае столовых и/или сервировочных приборов, особенно в случае ножей, основной материал лезвия, который, как правило, включает сталь, обычно закаливают путем термообработки, чтобы повысить режущую способность и способность сохранять заточенное состояние лезвия. Тип термообработки зависит также от применяемой стали, то есть от того, используют ли низколегированную или высоколегированную сталь.
Таким образом, в качестве способов термообработки за основу можно взять стандартные способы, такие как, например, термообработку в печи. Температура закалки, которую следует использовать для таких способов, зависит от типа стали и может составлять выше 1000°C.
Кроме того, в данной области техники уже известны способы закалки, в которых закалку осуществляют посредством лазерного луча и/или электронного пучка.
Однако на практике было показано, что эти способы термообработки и/или другие упомянутые выше способы закалки не всегда приводят к удовлетворительным результатам в отношении столовых и/или сервировочных приборов. Основная причина заключается в том факте, что в результате вышеупомянутых способов закалки обычно получают полную закалку по всему стальному материалу, однако эксплуатационные свойства, требуемые в целом для столовых и/или сервировочных приборов, при этом нарушаются таким образом, что снижаются, в частности, упругие свойства отдельных предметов, например ножа или вилки. Кроме того, было показано, что во многих случаях поверхностная твердость, которую можно получить вследствие такой обработки, также является недостаточной для предотвращения возникновения царапин на столовых и/или сервировочных приборах при их постоянном использовании. В некоторых случаях наблюдают также образование ржавчины на поверхности.
Способ закалки мартенситной стали (ASI 410) известен из Corrosion Science 48 (2006) 2036-2049 (C.X.Li).
Таким образом, все еще существует большая потребность в усовершенствовании столовых и/или сервировочных приборов так, чтобы они сохраняли высокую упругость и при долговременном использовании, имея одновременно превосходные поверхностные свойства в отношении стойкости к царапинам и стойкости к коррозии.
Исходя из этого, задачей данного изобретения является обеспечение способа получения столовых и/или сервировочных приборов, которые превосходят изделия существующего уровня техники по своей упругости и в то же время обладают такой высокой поверхностной твердостью и поверхностными свойствами, которые позволяют в значительной степени избежать образования царапин и получить стойкость к коррозии даже при долговременном использовании.
Данной цели достигают посредством отличительных признаков пункта 1 формулы изобретения. Зависимые пункты формулы изобретения раскрывают преимущественные варианты реализации.
В соответствии с данным изобретением предложено использовать для столовых и/или сервировочных приборов по данному изобретению материал из ферритной стали, который имеет по существу мартенситный поверхностный слой. Поверхностный слой можно создать на одной стороне или на нескольких сторонах, или вокруг сердцевины. Данное изобретение также дополнительно включает примеры реализации, в которых поверхностный слой дополнительно содержит небольшую долю остаточного аустенита, в зависимости от содержания С и N в применяемом стальном материале. Для данного изобретения является существенным, чтобы между поверхностной твердостью поверхностного слоя и минимальной твердостью сердцевины существовала разница по твердости, измеренной по методу определения твердости Виккерса HV 3, по меньшей мере от 30 до 300%. Кроме того, столовые и/или сервировочные приборы по данному изобретению отличаются тем, что они обладают, независимо от вышеупомянутой разницы по твердости, и различием в отношении модуля упругости между мартенситным поверхностным слоем и сердцевиной материала. В соответствии с данным изобретением мартенситный поверхностный слой имеет модуль упругости, измеренный в кН/мм2, который на 1-100% больше, чем модуль упругости материала сердцевины.
Было показано, что столовые и/или сервировочные приборы, которые соответствуют вышеупомянутым условиям, достигают цели данного изобретения. Это, очевидно, можно отнести к тому факту, что в соответствии с данным изобретением сердцевину делают относительно упругой, то есть формируют ее из ферритного материала, который сохраняет присущие ему свойства необработанного стального материала, а затем только создают поверхностный слой, обеспечивая разницу твердости или разницу модулей упругости, как это описано выше. Таким образом, при проведении испытаний было показано, что столовые и/или сервировочные приборы по данному изобретению не только обладают очень высокой упругостью, но и можно в значительной степени избежать образования царапин на их поверхности.
Таким образом, в случае столовых и/или сервировочных приборов по данному изобретению является предпочтительным, если различие между поверхностной твердостью поверхностного слоя и минимальной твердостью сердцевины составляет от 80 до 250%, предпочтительно от 100 до 250%. Предпочтительно поверхностная твердость мартенситного поверхностного слоя может составлять от 320 до 650 HV 3, а минимальная твердость сердцевины - от 160 до 260 HV 3. Испытания твердости по Виккерсу проводили в соответствии с известными стандартами согласно DIN EN ISO 6507.
Особенно предпочтительно, если модуль упругости мартенситного поверхностного слоя на 1-50% выше, чем модуль упругости сердцевины. Определение модуля упругости в кН/мм2 было проведено при 20°C.
В соответствии с данным изобретением поверхностный слой столовых и сервировочных приборов по данному изобретению определяется глубиной проникновения (ГП), которая изменяется от значения при минимальной твердости сердцевины, измеренной по HV 3, до значения при поверхностной твердости поверхностного слоя, превышающей указанную минимальную твердость на 30%.
В данном изобретении глубина проникновения (ГП) может составлять от 0,005 мм до 1,0 мм, предпочтительно от 0,01 мм до 0,4 мм, а особенно предпочтительно от 0,01 до 0,3 мм.
Дополнительной характеристикой поверхностного слоя по данному изобретению является то, что в пределах мартенситного поверхностного слоя твердость, а также модуль упругости снижаются от поверхности по направлению к сердцевине, как определено выше. Снижение твердости или модуля упругости может быть реализовано непрерывно и/или также по градиенту. В связи с этим наибольшая степень снижения твердости или модуля упругости имеет место в области поверхностного слоя, находящейся вблизи поверхности.
Дополнительно в столовых и сервировочных приборах по данному изобретению является предпочтительным, если поверхность мартенситного поверхностного слоя выполнена шероховатой и/или матовой. В связи с этим шероховатость поверхности может составлять от 1,5 мкм до 4,0 мкм. Предпочтительными являются шероховатости от 1,9 мкм до 2,8 мкм (липкая лента) или от 1,7 мкм до 2,1 мкм (шлифованная поверхность). В противоположность этому полированные поверхности имеют шероховатость от 0,8 мкм до 1,3 мкм.
Таким образом, было показано, что даже если столовые и/или сервировочные приборы имеют матовую поверхность из-за постоянного использования, а также, например, при мытье в посудомоечных машинах снижается опасность появления царапин на поверхности. Это является следствием структуры мартенситного поверхностного слоя, как уже описано выше, в сочетании с гибкой или упругой сердцевиной.
С точки зрения материала для столовых и сервировочных приборов по данному изобретению в принципе можно использовать все ферритные стали.
Примерами ферритных сталей являются 1.4000 и 1.4024. Предпочтительными являются стали 1.4021, а также 1.4016. Существенное преимущество столовых и сервировочных приборов по данному изобретению заключается в том, что можно выбрать сталь, которая имеет относительно низкую твердость и, следовательно, высокую упругость, а затем создать мартенситный поверхностный слой посредством способа обработки, описанного ниже. Мартенситный поверхностный слой приводит к значительному повышению твердости, в то же время сохраняя сердцевину упругой; при этом достигают превосходных свойств в отношении стойкости к образованию царапин и стойкости к коррозии.
Кроме того, было показано, что поверхность поверхностного слоя имеет текстурированную структуру, которая отличается большими размерами зерен по сравнению с необработанными сталями, а также тем, что по границам зерен отсутствуют отложения из карбида хрома.
Что касается столовых и сервировочных приборов, то данное изобретение по существу включает все соответствующие объекты, которые известны специалистам в данной области. Таким образом, примерами являются ножи, ложки, вилки, лопаточки для печенья и тортов, половники, щипцы и комплекты из лопаточки и вилки для салатов.
В столовых и сервировочных приборах по данному изобретению структуру с мартенситным поверхностным слоем получают путем термообработки и так называемого «азотирования». Азотирование стальных материалов известно само по себе в данной области техники и описано, например, в EP 0652300 A1, а также в DE 4033706.
При краевом азотировании этот процесс происходит таким образом, что стальной материал обрабатывают при температуре от 1000 до 1200°C в азотсодержащей атмосфере, а затем охлаждают.
Неожиданно было показано, что такой способ (который известен в данной области техники, например, под названием "процесс SolNit") дает превосходные свойства в отношении столовых и сервировочных приборов. Таким образом, является существенным, как уже было описано выше, что вышеупомянутые условия применяют для столовых и сервировочных приборов по данному изобретению.
Далее данное изобретение описано более подробно со ссылкой на Фиг.1а и 1b, которые не ограничивают область защиты изобретения.
На Фиг.1а показан график изменения твердости после термообработки в примере с типом стали 1.4016, а на Фиг.1b показан шлиф сечения с увеличением 50:1.
В этом примере согласно Фиг.1 столовую ложку компании WMF, изготовленную из стали типа 1.4016, азотировали азотом при температурах выше 1050°C и закаливали резким охлаждением, или глубоко охлаждали, и отжигали. Материал 1.4016, Х7 хром 17, представляет собой ферритную сталь с содержанием углерода от 0,06 до 0,1%. Результатом введения азота является возникновение напряжений в кристаллической решетке; в ходе отжига образуется мартенсит, содержание которого в соответствии с включениями, снижается по направлению к сердцевине, как можно видеть на Фиг.1b,
Как видно из Фиг.1а, столовая ложка имеет поверхностную твердость 594 HV 3. Глубина проникновения в случае данного примера составляет 106 мкм. Расчет глубины проникновения осуществлен в соответствии с данным изобретением таким образом, что она начинается от минимальной твердости сердцевины, также измеренной по HV 3, +30%. В случае данного примера исходное значение, следовательно, составляет 240 HV 3.
Фиг.1b очень ясно показывает топологию текстуры, из которой можно выявить мартенситный поверхностный слой и сердцевину, состоящую по существу из феррита. Таким образом, обработанная поверхность имеет средний диаметр зерен, измеренный в соответствии со способом определения средней величины, от 28 до 40 мкм. Диаметр зерен обработанной части в сердцевине составляет от 15 до 20 мкм, а диаметр зерен в необработанном исходном материале составляет от 10 до 14 мкм, при линейном измерении.
Неожиданно было установлено, что столовые и/или сервировочные приборы с вышеописанной структурой поверхности имеют превосходные свойства в отношении стойкости к коррозии и образованию царапин.
Изобретение относится к столовым приборам и/или сервировочным приборам. Для предотвращения возникновения царапин и повышения коррозионной стойкости используют столовые и/или сервировочные приборы, изготовленные из ферритной стали с поверхностным слоем, который сформирован посредством термообработки с азотированием и последующего охлаждения и является по существу мартенситным, при условии, что поверхностная твердость поверхностного слоя, определенная в соответствии с методом определения твердости по Виккерсу HV 3 (DIN ISO EN 6507), составляет на 80-250% больше, чем минимальная твердость сердцевины, также измеренная как твердость по Виккерсу HV 3. Кроме того, поверхностный слой имеет более высокий модуль упругости, чем сердцевина. Поверхностную обработку осуществляют предпочтительно посредством азотирования и термообработки. 14 з.п. ф-лы, 1 ил.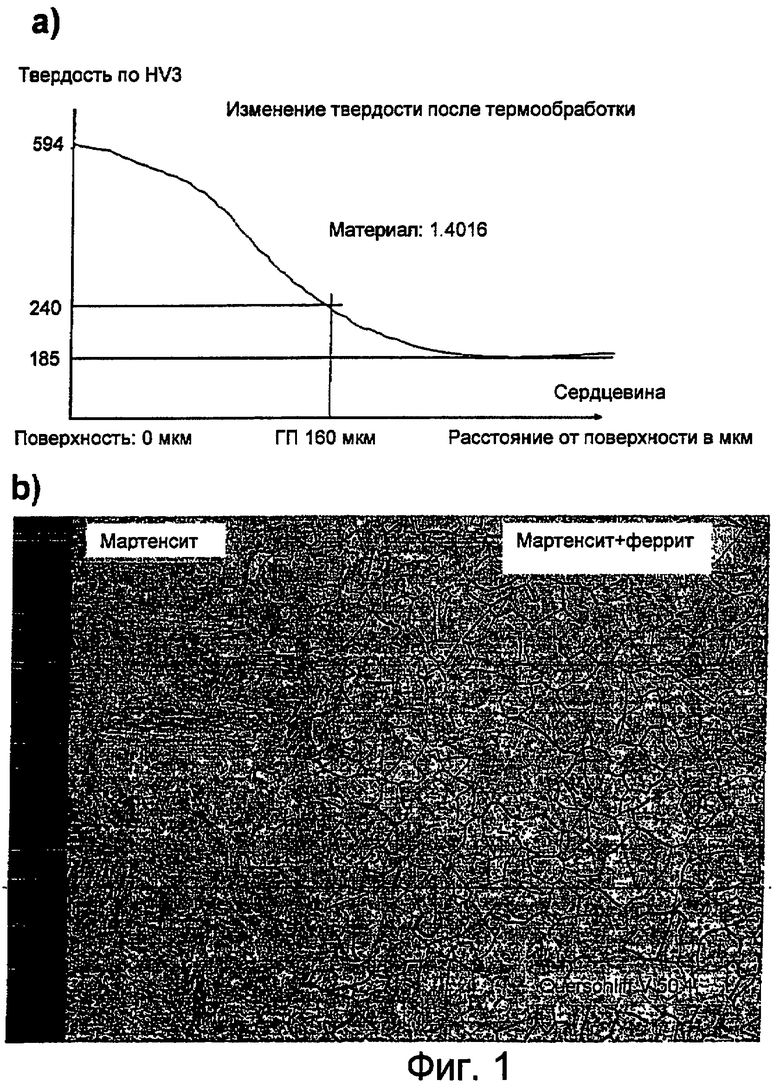
1. Столовые и/или сервировочные приборы, изготовленные из ферритной стали с поверхностным слоем, который сформирован посредством термообработки с азотированием и последующего охлаждения и является по существу мартенситным, при условии, что поверхностная твердость поверхностного слоя, определенная в соответствии с методом определения твердости по Виккерсу HV 3 (DIN ISO EN 6507) на 80-250% больше, чем минимальная твердость сердцевины, также измеренная как твердость по Виккерсу HV 3.
2. Столовые и/или сервировочные приборы по п.1, в которых различие твердости поверхностного слоя и минимальной твердости сердцевины составляет от 100 до 250%.
3. Столовые и/или сервировочные приборы по п.2, в которых поверхностная твердость поверхностного слоя составляет от 320 до 650 HV 3, а минимальная твердость сердцевины составляет от 160 до 260 HV 3.
4. Столовые и/или сервировочные приборы по п.1, в которых поверхностный слой определяется глубиной проникновения, которая изменяется от значения при минимальной твердости сердцевины, измеренной по HV 3, до значения при поверхностной твердости поверхностного слоя, превышающей указанную минимальную твердость на 30%.
5. Столовые и/или сервировочные приборы по п.4, в которых глубина проникновения находится в интервале от 0,005 мм до 1,00 мм, предпочтительно от 0,01 мм до 0,4 мм, а особенно предпочтительно от 0,01 мм до 0,3 мм.
6. Столовые и/или сервировочные приборы по п.1, в которых модуль упругости, кН/мм2, мартенситного поверхностного слоя на 1-100% больше модуля упругости, кН/мм2, материала сердцевины.
7. Столовые и/или сервировочные приборы по п.4, в которых модуль упругости мартенситного поверхностного слоя на 1-50% больше модуля упругости сердцевины.
8. Столовые и/или сервировочные приборы по п.1, в которых в пределах мартенситного поверхностного слоя твердость и/или модуль упругости падает от поверхности по направлению к сердцевине.
9. Столовые и/или сервировочные приборы по п.1, в которых поверхность мартенситного поверхностного слоя выполнена шероховатой и/или матовой.
10. Столовые и/или сервировочные приборы по п.9, в которых шероховатость поверхности составляет от 1,5 мкм до 4,0 мкм при измерении в соответствии с DIN ISO EN 4287.
11. Столовые и/или сервировочные приборы по п.10, в которых сталь выбирают из сталей 1.4016 1.4021, 4.4000 и 1.4024.
12. Столовые и/или сервировочные приборы по п.1, в которых на поверхности мартенситного поверхностного слоя отсутствуют отложения из карбида хрома по границам зерен.
13. Столовые и/или сервировочные приборы по п.1, в которых поверхность мартенситного поверхностного слоя имеет больший размер зерен по сравнению с незакаленной поверхностью исходного материала.
14. Столовые и/или сервировочные приборы по п.1, в которых мартенситный поверхностный слой сформирован посредством термообработки.
15. Столовые и/или сервировочные приборы по любому из пп.1-14, которые представляют собой нож, вилку или ложку.
| DE 4033706 A1, 21.02.1991 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛЯ ОБРАЗОВАНИЯ ВЫСОКОПРОЧНОГО АУСТЕНИТНОГО ПОВЕРХНОСТНОГО СЛОЯ В НЕРЖАВЕЮЩИХ СТАЛЯХ | 1994 |
|
RU2127330C1 |
| КОРРОЗИОННО-СТОЙКАЯ НЕМАГНИТНАЯ СТАЛЬ | 2005 |
|
RU2284365C1 |
| КОРРОЗИОННО-СТОЙКАЯ НЕМАГНИТНАЯ ИЗНОСОСТОЙКАЯ СТАЛЬ | 1996 |
|
RU2116374C1 |
| DE 19626833 A1, 08.01.1998 | |||
| Устройство для нанесения покрытий | 1979 |
|
SU810294A1 |

