Предлагаемое изобретение относится к области машиностроения и может быть использовано для расширения технологических возможностей электрохимической размерной обработки при получении полостей в металлических деталях из любых видов заготовок, например, при изготовлении рабочего профиля пресс-форм, ковочных штампов, прошивке полостей переменного сечения.
Известен электрод-инструмент [1] с нежесткой конструкцией рабочей части. К недостаткам известного устройства относится необходимость дополнительного (относительно рабочего) перемещения для равномерной обработки, невозможность удаления больших припусков, что ограничивает область его использования при прошивке полостей.
Известен электрод-инструмент [2] для прошивки полостей с гибкой рабочей частью из металла с эффектом памяти. Недостатком устройства является ступенчатое 1-3-кратное одностороннее изменение формы без возможности управления профилем рабочей части в период обработки.
Известен электрод-инструмент [3] с гибкой биметаллической рабочей частью, изменяющей форму при локальном нагреве за счет разницы тепловых расширений составляющих ее слоев. Недостатком устройства является низкая точность обработки из-за низкой точности управления перемещениями биметаллической рабочей части.
Наиболее близким к заявляемому изобретению является электрод-инструмент [3].
Предлагаемый электрод-инструмент позволяет осуществлять управляемое движение его гибкой рабочей частью (перемещение, вибрацию, изменение формы, а также комбинацию этих воздействий), что расширяет технологические возможности электрохимической размерной обработки при получении полостей в металлических деталях. Это достигается тем, что электрод-инструмент для электрохимической прошивки полости в металлической детали содержит гибкую рабочую часть с отверстиями для подачи электролита, подключаемую к отрицательному полюсу генератора, и жесткий лонжерон, соединенный через подключаемые к источнику тока пьезопреобразователи с жесткими толкателями, установленными по нормали к участкам гибкой рабочей части. Пьезопреобразователи состоят из последовательно соединенных и расширяющихся в направлении осей толкателей пьезоэлементов, количество которых в каждом пьезопреобразователе не менее соотношения между предельным перемещением участка гибкой рабочей части в направлении оси толкателя и предельным изменением расширения каждого пьезоэлемента в том же направлении.
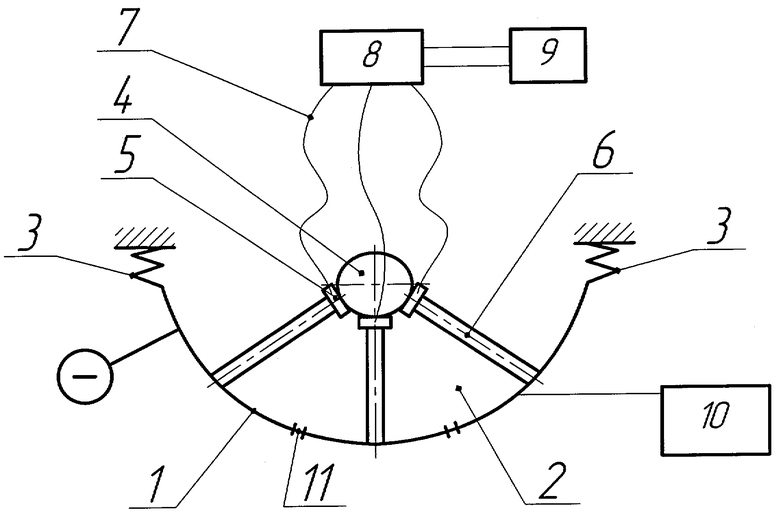
На рисунке показана конструкция электрода-инструмента.
Электрод-инструмент содержит гибкую рабочую часть 1, полость 2 и упругие элементы 3. Внутри полости 2 расположен лонжерон 4, на котором размещены пьезопреобразователи 5, количество которых выбирается экспериментально в зависимости от формы полости 2 и технологических параметров обработки. Пьезопреобразователи 5 соединены с жесткими толкателями 6, воздействующими на гибкую рабочую часть 1 и позволяющими осуществлять ее управляемое движение.
Пьезопреобразователи 5 состоят из последовательно соединенных пьезоэлементов (на рисунке не показаны), расширяющихся в направлении осей толкателей 6, а количество пьезоэлементов для каждого пьезопреобразователя 5 берут не менее соотношения между предельным перемещением участка гибкой рабочей части 1 в направлении оси толкателя 6 и предельным изменением расширения каждого пьезоэлемента в том же направлении. К пьезопреобразователям 5 через регулятор 8 с помощью токоподводов 7 подводят ток от источника тока 9. Гибкая рабочая часть 1 подключена к отрицательному полюсу генератора 10 станка. Для подачи электролита в гибкой рабочей части 1 предусмотрены отверстия 11.
Электрод-инструмент работает следующим образом. При отключенных электропитании от генератора 10 и подаче электролита устанавливают электрод-инструмент с гибкой рабочей частью 1 в начальное положение, определяемое при проектировании технологического процесса обработки. Включают подачу электролита через полость 2 и отверстия 11, подключают гибкую рабочую часть 1 к отрицательному полюсу генератора 10. С помощью регулятора 8 изменяют величину силы тока от источника тока 9, что позволяет осуществлять управляемое движение гибкой рабочей части 1 за счет расширения или сужения пьезоэлементов в пьезопреобразователях 5, упругости элементов 3 и собственной упругости гибкой рабочей части 1. Количество пьезоэлементов в пьезопреобразователе 5 берут не менее соотношения между предельным перемещением участка гибкой рабочей части 1 в направлении оси толкателя 6 и предельным изменением расширения каждого пьезоэлемента (берут из [4] для выбранного материала) в том же направлении. Из того же источника [4] подбирают величину силы давления пьезоэлементов на толкатели 6.
Пример применения изобретения. В стали Х12М требуется выполнить полость для вставки ковочного штампа, имеющего поперечный размер 47 мм и глубину полости 17,5 мм. Наносим на чертеж полости сечения, параллельные рассматриваемому через 30-35 мм. При длине полости 175 мм количество сечений - 5. Пьезоэлементы из керамики позволяют получить максимальное перемещение за счет пьезоэффекта 0,4-0,45 мм. Для углубления на 17,5 мм требуется набор из 44 пьезоэлементов, что обеспечивает перемещение толкателей в рассматриваемом сечении в направлении рабочей части из латуни Л61 с толщиной листа 1 мм. Количество толкателей в сечении полости, определенное экспериментально, должно быть равно 3, что обеспечивает плавное сопряжение в ней профиля рабочей части до достижения требуемой глубины полости (в рассматриваемом сечении с наибольшей глубиной). По чертежу полости составляют карту предельных перемещений всех толкателей для каждого сечения. По информации о глубине обработки в местах расположения всех толкателей и для каждого из них рассчитывается количество пьезопреобразователей, которое потребуется подключить к источнику тока до получения глубины полости во всех точках, противолежащих толкателям.
В начале обработки все толкатели находятся в исходном положении, удерживая гибкую рабочую часть параллельно полости детали до обработки. Через цикл 30 секунд обработки от регулятора подают команду на источник тока, откуда ток поступает на пьезопреобразователи, перемещающие толкатели на величину перемещения от первых пьезоэлементов в каждом пьезопреобразователе. Если ток, поступающий на гибкую рабочую часть, начинает возрастать, то время цикла регулятором увеличивают до достижения первоначального значения силы тока. В противном случае - уменьшают. В процессе обработки полости количество подключенных пьезоэлементов во всех пьезопреобразователях пропорционально глубине полости напротив каждого толкателя до подключения последнего пьезоэлемента в пьезопреобразователе, воздействующем на толкатели с наибольшим перемещением. После остановки перемещения гибкой рабочей части на участках, где действие толкателей закончилось, обработка этих участков анодным растворением затухает за счет возрастания межэлектродного зазора (между гибкой рабочей частью и полостью) до установившегося значения и формируется форма полости, соответствующая чертежу. В рассматриваемом примере время обработки полости составило около 20 минут, что на порядок меньше, чем на профильно-копировальных фрезерных станках.
Источники информации
1. Авт. свид. №265334, бюл. изобр. №10, 1970.
2. Авт. свид. №737186, бюл. изобр. №20, 1980.
3. Авт. свид. №841891, бюл. изобр. №24, 1981.
4. Глозман И.А. Пьезокерамика. М.: Энергия, 1972 - 288с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ДИЭЛЕКТРИЧЕСКИМИ ПОКРЫТИЯМИ | 2013 |
|
RU2522975C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЯ В ТРУБЕ ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 1998 |
|
RU2148481C1 |
| Устройство для электрохимической прошивки глубоких отверстий | 1989 |
|
SU1720817A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
| Способ электрохимической прошивки | 1976 |
|
SU657946A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2004 |
|
RU2257981C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
Изобретение относится к области машиностроения и может быть использовано при получении полостей в металлических деталях из любых видов заготовок, например, при изготовлении рабочего профиля пресс-форм, ковочных штампов, прошивке полостей переменного сечения. Электрод-инструмент содержит гибкую рабочую часть с отверстиями для подачи электролита, подключаемую к отрицательному полюсу генератора, и жесткий лонжерон, соединенный через подключаемые к источнику тока пьезопреобразователи с жесткими толкателями, установленными по нормали к участкам гибкой рабочей части. Пьезопреобразователи состоят из последовательно соединенных и расширяющихся в направлении осей толкателей пьезоэлементов, количество которых в каждом пьезопреобразователе не менее соотношения между предельным перемещением участка гибкой рабочей части в направлении оси толкателя и предельным изменением расширения каждого пьезоэлемента в том же направлении. Изобретение позволяет расширить технологические возможности электрохимической размерной обработки при получении полостей в металлических деталях за счет возможности осуществления управляемого движения гибкой рабочей частью электрода-инструмента (перемещения, вибрации, изменения формы, комбинации этих воздействий) и возможности обеспечения постоянства межэлектродных зазоров при прошивке полостей любой глубины. 1 ил., 1 пр.
Электрод-инструмент для электрохимической прошивки полости в металлической детали, содержащий гибкую рабочую часть с отверстиями для подачи электролита, подключаемую к отрицательному полюсу генератора, и жесткий лонжерон, соединенный через подключаемые к источнику тока пьезопреобразователи с жесткими толкателями, установленными по нормали к участкам гибкой рабочей части, при этом пьезопреобразователи состоят из последовательно соединенных и расширяющихся в направлении осей толкателей пьезоэлементов, количество которых в каждом пьезопреобразователе не менее соотношения между предельным перемещением участка гибкой рабочей части в направлении оси толкателя и предельным изменением расширения каждого пьезоэлемента в том же направлении.
| Катод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи и СпОСОбЕгО изгОТОВлЕНия | 1979 |
|
SU841891A1 |
| Электрод-инструмент | 1979 |
|
SU737186A1 |
| Способ электрохимической размерной обработки металлов | 1981 |
|
SU1007889A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 2004 |
|
RU2265503C1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

