Настоящее изобретение относится к области создания защитных газовых завес, именуемых также защитным газом или активным газом, в точке сварки в электросварочном аппарате и, в частности, к способу и устройству для управления расходом газа завесы (защитного газа, активного газа) на различных этапах процесса сварки.
В процессе электросварки, когда в точке сварки нужно создавать завесу из инертного газа, такой газ завесы обычно поступает от централизованного оборудования подачи газа завесы или от баллона с газом, расположенного рядом со сварочным модулем сварочного аппарата. Газ завесы, подаваемый из централизованного оборудования-источника или от баллона с газом, обычно поступает под давлением, превосходящим давление, при котором устройство управления газовой завесой в сварочном аппарате способно управлять потоком газа завесы. Для снижения давления газа до уровня, при котором удобно подавать газ к сварочному аппарату и управлять подачей газа посредством регулирующего клапана сварочного аппарата, открывающего и перекрывающего поток газа завесы, в подающий газопровод газа завесы рядом с баллоном с газом или с централизованным источником встраивают редуктор для снижения давления газа. Таким образом, между редуктором и собственно сварочным аппаратом располагается участок подающего газопровода, в котором газ находится под более низким давлением, чем в централизованном источнике газа или в баллоне с газом. Обычно этот участок «низкого давления» имеет значительную длину, чтобы можно было практически пользоваться сварочным аппаратом, от которого часто требуется легкость перемещения с места на место, где нужно произвести сварочные работы. Другие подробности относительно различных аспектов подающего газопровода низкого давления и управления подачей газа завесы приведены в поданной настоящим заявителем заявке №20021557 на патент Норвегии и в соответствующих заявках, обладающих приоритетом перед указанной заявкой.
Когда для обеспечения необходимого качества сварочных работ требуется адекватная подача газа завесы, правильность подачи газа завесы зависит от ряда различных факторов. Одним из таких факторов является электрический ток сварочной дуги, устанавливаемой между сварочным электродом и свариваемым электропроводным объектом, тогда как другим важным фактором является конструкция самого сварочного аппарата и, в частности, то, каким образом управляют подачей газа завесы применительно к условиям реально выполняемой сварочной операции. Последнее важно также с точки зрения экономичности работы электросварочного аппарата, поскольку расход газа завесы является важным фактором, влияющим на общие экономические показатели оператора оборудования, выполняющего сварочные работы с использованием электродуговой сварки. Для такого оператора важно регулировать расход газа завесы таким образом, чтобы минимизировать потребление этого, возможно дорогостоящего, газа завесы, но при этом обеспечить соблюдение требований к качеству сварного шва, выполняемого в процессе сварки.
Поток газа завесы в точку сварки обычно регулируют путем приведения в действие клапана подачи газа завесы в сварочном аппарате с использованием сигнала управления, регулирующего подачу напряжения на сварочный электрод или на двигатель механизма подачи непрерывного электрода в сварочном аппарате для дуговой сварки плавящимся электродом в инертном газе (MIG), или сигнала, связанного с каким-либо из вышеуказанных процессов. При приведении в действие клапана газа завесы в сварочном аппарате, открывающего поток газа к точке сварки через трубопровод подачи газа в гибком шланге, по которому в зону сварки подают и газ, и электроэнергию, газ завесы течет со скоростью, устанавливаемой регулятором расхода, обычно взаимодействующим с регулятором давления, указанным выше. При использовании системы управления расходом, описанной в заявке №20021557 на патент Норвегии, подачу газа завесы к месту проведения сварочных работ можно оптимизировать применительно к поступлению сварочного газа по мере продвижения реального процесса сварки.
Недостатком способов и устройств подачи газа завесы для электродуговой сварки в электросварочном аппарате остается то, что такие известные способы и устройства не учитывают влияния скорости подачи газа завесы перед началом тепловыделения или во время выделения тепла на начальной поверхности конкретной сварочной операции.
Задачей настоящего изобретения является решение указанной выше и других проблем, связанных с начальной фазой операции электродуговой сварки, а также усовершенствование самого процесса сварки и улучшение качества получаемых сварных швов в той степени, в какой это связано с начальной фазой процесса электродуговой сварки.
Предметом настоящего изобретения является устройство, характеризующееся признаками, указанными в п.2 и 6 соответственно прилагаемой формулы изобретения. Другие признаки устройства согласно настоящему изобретению перечислены в п.2-5 и 7-10.
Авторы настоящего изобретения установили, что в процессе электродуговой сварки можно добиться выигрыша путем регулирования расхода газа завесы специальным образом во время короткого периода перед или в момент, когда на начальной поверхности сварки начнет накапливаться тепло. Установлено, что тщательное регулирование расхода газа завесы на начальной поверхности конкретной сварочной операции позволяет добиться однородного качества сварного шва, что, естественно, важно для любой сварочной операции и, действительно, особенно предпочтительно, когда сварочные работы выполняют в виде совокупности нескольких коротких сварочных периодов.
Далее настоящее изобретение будет объяснено более подробно на примерах и со ссылками на прилагаемые чертежи, где
на фиг.1 схематично представлен электросварочный аппарат, оснащенный устройством в соответствии с первым примером осуществления настоящего изобретения,
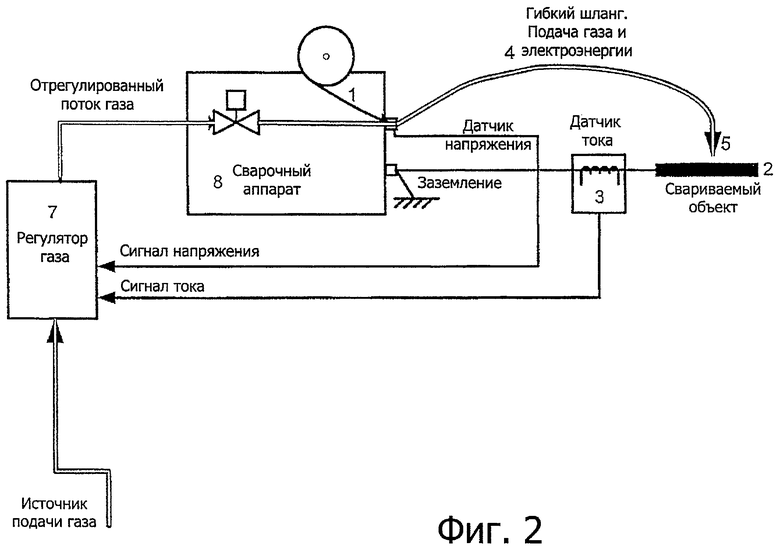
на фиг.2 схематически представлен электросварочный аппарат, оснащенный устройством в соответствии с вторым примером осуществления настоящего изобретения,
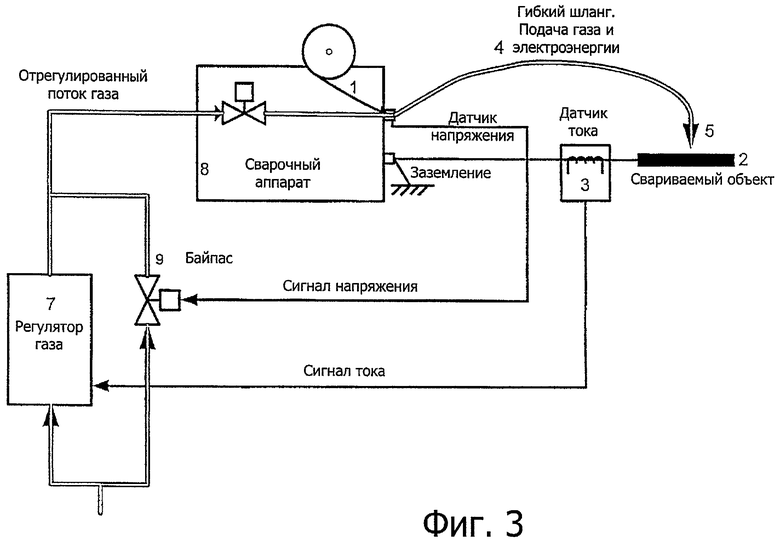
на фиг.3 схематически представлен электросварочный аппарат, оснащенный устройством в соответствии с третьим примером осуществления настоящего изобретения,
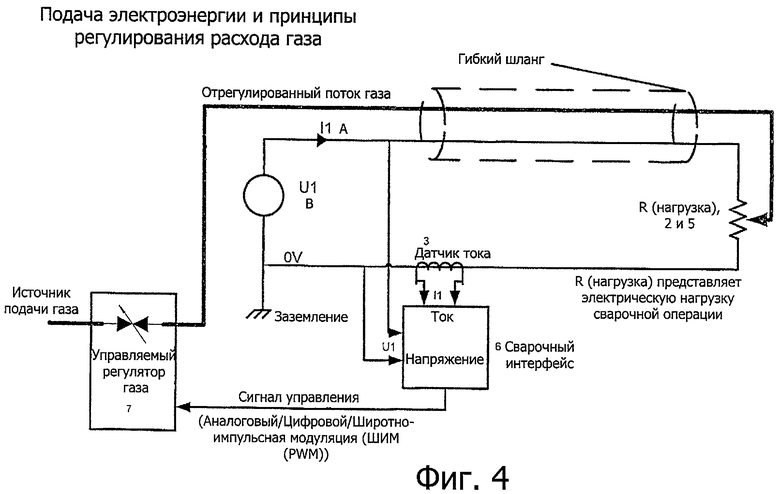
на фиг.4 схематически представлены интерфейсы и соединения электрических цепей и системы подачи газа между устройством в соответствии с вариантом настоящего изобретения и электросварочным аппаратом,
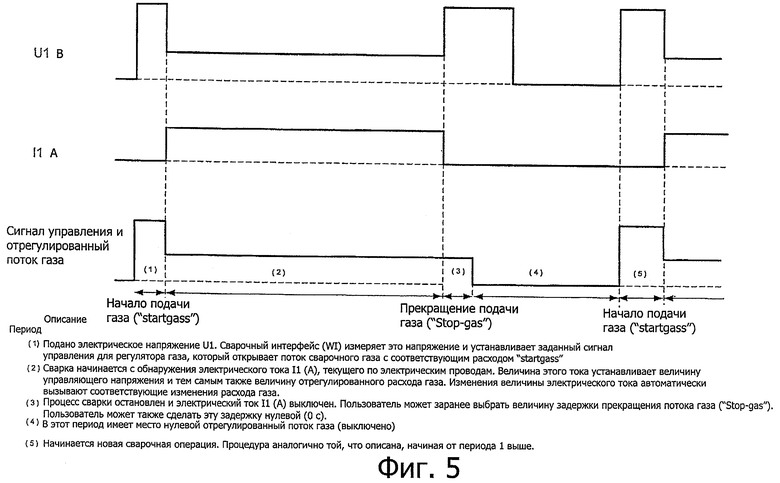
на фиг.5 представлен первый график, показывающий временные соотношения между сигналами управления и расходами газа для первого варианта настоящего изобретения, и
на фиг.6 представлен второй график, показывающий временные соотношения между сигналами управления и расходами газа для настоящего изобретения.
Далее настоящее изобретение будет объяснено более подробно на примере предпочтительных вариантов.
На фиг.1 показан первый вариант настоящего изобретения, в котором регулятор 7, встроенный в подающий газопровод газа завесы для электросварочного аппарата 8, предназначен для регулирования расхода газа завесы на своем выходе в соответствии с сигналом управления, формируемым устройством 6 управления регулятором расхода газа завесы на основе сигнала напряжения от датчика напряжения, измеряющего напряжение, передаваемое сварочным аппаратом 8 сварочному электроду 5, и сигнала тока (А) от датчика 3 тока, измеряющего ток в цепи сварочного тока, например тока, текущего в электрической цепи от источника сварочного электрического тока в сварочном аппарате 8 к сварочному электроду 5, или предпочтительнее в электрическом соединении между свариваемым объектом 2 и сварочным аппаратом 8. Сигнал напряжения (В) от датчика 10 напряжения и сигнал тока (А) от датчика 3 тока поступают в устройство 6 управления регулятором расхода газа завесы. В ответ на входные сигналы от датчика 10 напряжения и датчика 3 тока устройство 6 управления регулятором расхода газа завесы генерирует сигнал управления, поступающий к регулятору 7 газа, регулирующему расход газа завесы от источника газа к сварочному аппарату 8. В следующем варианте устройства, показанного на фиг.1, устройство 6 управления регулятором расхода газа завесы может быть выполнено заодно с регулятором 7 газа, однако в силу самой природы электросварки, связанной с сильными и быстро изменяющимися токами и напряжениями, что порождает значительные электрические шумы, установка устройства 6 управления регулятором расхода газа завесы рядом или в самом сварочном аппарате 8 может быть предпочтительной с точки зрения упрощения электрической схемы с целью предотвращения образования паразитных контуров заземления и длинных электрических линий для сигналов от датчика напряжения и датчика тока, которые могут воспринимать шумы от самого сварочного аппарата 8 или других расположенных рядом с ним электрических устройств, а передача сигнала управления регулятору 7 газа на достаточно высоком для местных условий уровне сделает управление регулятором менее чувствительным к источникам электрических шумов, расположенным вокруг регулятора. Пример регулятора газа 7, имеющего устройство 6 управления регулятором расхода газа завесы в качестве составной части, изображен на фиг.2.
Фиг.3 схематически изображает еще один вариант настоящего изобретения. В варианте, показанном на фиг.3, вместо применения устройства 6 управления регулятором расхода газа завесы, генерирующего сигнал управления регулятором 7 газа на основе сигналов обоих датчиков - датчика напряжения и датчика тока, управление расходом газа завесы осуществляется посредством раздельных первого и второго регуляторов расхода газа завесы, представленных на фиг.3 регулятором 7 газа и байпасом 9, управляемыми отдельными сигналами для регулирования соответствующих составляющих полного потока газа завесы к сварочному аппарату 8.
Другие преимущества различных вариантов и исполнений настоящего изобретения далее будут изложены со ссылками на варианты и исполнения, изображенные на фиг.1, 2 и 3. В варианте, показанном на фиг.1, сварочный аппарат 8 соединен с регулируемым источником подачи газа посредством регулятора 7 газа, работающего подобно регулятору газа, описанному в заявке №20021557 на патент Норвегии, с тем, что устройство 6 управления регулятором расхода газа завесы добавляет функциональные возможности управления расходом газа на самой первой поверхности сварочной операции при сохранении рабочих характеристик и преимуществ регулятора 7 газа для динамического управления расходом газа завесы в процессе конкретной сварочной операции. С этой целью изменения сигнала управления, генерируемого устройством 6 управления регулятором расхода газа завесы, показанным на фиг.1, могут быть сделаны пропорциональными сварочному току, измеренному датчиком 3 тока, или, если обратиться к вариантам, показанным на фиг.2 и 3, регулятором может непосредственно управлять сигнал тока (А) от датчика 3 тока. В случае применения отдельного устройства 6 управления регулятором расхода газа завесы, как схематично показано на фиг.1, существующая система, содержащая сварочный аппарат 8 и регулятор 7 газа, может быть легко модифицирована для реализации прецизионного управления расходом газа завесы в короткий период до и непосредственно в момент зажигания сварочной дуги, причем такое управление невозможно при использовании известных решений. Кроме того, если рассматривать возможности модификации существующих сварочных аппаратов 8 с регулятором 7 газа, где последний уже присоединен для динамического управления расходом газа завесы в продолжении реального периода сварки, такая модификация возможна путем введения байпасного регулятора 9 расхода газа и датчика 10 напряжения, передающего сигнал напряжения (В) байпасному регулятору 9 расхода газа, предоставляя тем самым необходимые средства и функции для прецизионного управления расходом газа завесы непосредственно перед и/или в момент начала реальной сварки.
Обратимся к фиг.4 для объяснения принципов настоящего изобретения и его применения на основе схематического изображения электрических схем и трактов прохождения потоков газа в системе, использующей настоящее изобретение. Согласно схеме на фиг.4 измеряют напряжение, подаваемое на сварочный электрод, непосредственно перед реальным началом сварки, что важно для настоящего изобретения. Что касается управления расходом газа завесы, одной из целей настоящего изобретения является создание способа и средства, позволяющего заполнить газом шланг, подающий газ завесы к сварочной головке 5 сварочного аппарата, чтобы газ завесы попал в зону сварки в момент, когда происходит зажигание сварочной дуги. В качестве опорной величины для регулятора 7 газа используют результат измерения тока, чтобы должным образом приспособить расход газа завесы к реальным условиям сварочной операции и, в частности, к установленной величине тока. Эта опорная величина (сигнал управления) может иметь различные форматы, это может быть, например, аналоговый сигнал, цифровой сигнал, сигнал с импульсной модуляцией (АИМ (РАМ)) или сигнал в другом формате, который будет сочтен подходящим для реально используемого сварочного аппарата.
Во время операции сварки подают напряжение U1 через сварочный электрод 1, приведенный в электрический контакт со свариваемым объектом 2. Этот сварочный электрод 1 может представлять собой непрерывно подаваемую проволоку. В момент контакта между сварочным электродом 1 и свариваемым объектом 2 напряжение, действующее на сварочный электрод 1, обычно падает до уровня, при котором ток I1 становится достаточно большим, чтобы поддерживать напряжение на этом низком уровне. Этот ток на деле может достигать нескольких сот Ампер, а мощность, выделяющаяся в точке сварки и вычисляемая по формуле Р=U×I, обычно лежит в диапазоне кВт. Для обеспечения хорошего качества сварного шва важно, чтобы в области, где сварочный электрод имеет электрический контакт со свариваемым объектом, на самой начальной поверхности в момент зажигания электрической дуги или после установления дуги была создана атмосфера с низким содержанием кислорода или, еще лучше, совсем без кислорода. Подавая инертный газ завесы, не содержащий кислорода или других газов, которые могли бы вступить в нежелательные реакции с расплавленным материалом, можно обеспечить, чтобы область сварки между сварочным электродом 1 и свариваемым объектом 2 была покрыта газовой завесой в продолжение всей сварочной операции.
Обычно, как показано на фиг.4 и также на фиг.1, 2 и 3, газ завесы подают в гибкий шланг 4, по которому также проволока сварочного электрода проходит к сварочной головке 5, где газ выпускают для образования газовой завесы, окружающей сварочный электрод 1, электрическую дугу, которая может существовать между сварочным электродом 1 и свариваемым объектом 2, и часть свариваемого объекта, находящуюся в расплавленном состоянии.
Для оптимального управления расходом газа завесы необходимо определить опорную величину, представляющую целевой параметр для поступления газа в зону сварки. Эту опорную величину считывают путем измерения силы тока I1 в электрической цепи сварки, используемой для подачи правильного количества газа с целью поддержания адекватной завесы из инертного газа в зависимости от сварочного тока I1. В общем, требуемый расход газа завесы и величина тока связаны так, что больший ток требует увеличения расхода газа завесы.
Для обеспечения правильного начала сварочной операции газ завесы следует подавать в адекватном количестве в течение некоторого периода перед началом реальной сварки и предпочтительно во время реального начала сварки. Реальным началом сварки считается момент, когда в сварочном электроде уже течет значительный ток.
Для обеспечения адекватного поступления газа завесы в зону сварки в соответствии с изложенными здесь требованиями измеряют согласно настоящему изобретению напряжение, подаваемое на сварочный электрод, и передают регулятору расхода газа завесы сигнал управления, приводящий в действие механизм управления расходом газа в регуляторе газа, который инициирует и поддерживает адекватный уровень расхода газа завесы во время подходящего периода перед началом реальной сварки и предпочтительно во время начала сварочной операции.
На фиг.5, которую можно рассматривать в связи со схематическим изображением, приведенным на фиг.1, показан график для объяснения на примерах сигналов, которые могут наблюдаться в устройстве согласно варианту настоящего изобретения, использующему устройство 6 управления регулятором расхода газа завесы, получающий входные сигналы от датчика 10 напряжения и датчика 3 тока и генерирующий сигнал управления для передачи регулятору 7 газа. Предпочтительно регулятор 7 газа устроен и работает в соответствии с принципами, изложенными в заявке №20021557 на патент Норвегии. На фиг.7 приведены графики изменения входных сигналов U1 (В) и I1 (А) во времени в ходе выполнения возможного примера сварочной операции, а изменения сигнала управления и, соответственно, регулируемого расхода газа показаны в функции этих входных сигналов U1 (В) и I1 (А). Для большей ясности ось времени разбита на отрезки-периоды, обозначенные (1), (2), (3), (4) и (5). В первый период времени сигнал управления имеет относительно большую амплитуду, когда на сварочный электрод уже подано напряжение U1 (В), а ток в электрической цепи сварки еще протекать не начал. В период (2) в электрической цепи сварки уже течет ток, а напряжение U1 (В) обычно падает из-за влияния внутреннего сопротивления источника питания сварочного аппарата 8. В этом периоде (2) времени сигнал управления и, следовательно, расход газа завесы регулируют динамически в функции сварочного тока. При использовании регулятора 7 газа, спроектированного и работающего в соответствии с описанием в заявке №20021557 на патент Норвегии, сигнал управления и, следовательно, расход газа завесы может обычно изменяться пропорционально сварочному току I1 (А). В предпочтительном варианте регулятор 7 газа в период времени, обозначенный (3) на фиг.5, после завершения периода (2), во время которого течет сварочный ток, создает поток газа завесы в качестве потока после сварки. В течение следующего периода времени, обозначенного (4) на фиг.5, сварочный ток уже не течет, и поток газа завесы после сварки тоже прекратился, но напряжение на сварочный электрод по-прежнему подается. В течение этого периода (4) времени сигнал управления уменьшается до уровня, при котором регулятор 7 газа или другой механизм уже не создает потока газа завесы. После завершения этого периода покоя, обозначенного (4), начинается новая сварочная операция путем подачи напряжения на сварочный электрод 5, что инициирует сигнал управления относительно высокого уровня, чтобы обеспечить необходимый расход газа завесы и покрытие им нужной зоны до начала реальной сварки и предпочтительно также в момент появления реального сварочного тока. В последующем между напряжениями U1, током I1 и сигналами управления имеют место такие же соотношения, как и в предшествующие периоды времени.
Обычно для обеспечения того, что схема управления не пропустит стадию постоянного уровня или изменение уровня входных сигналов, и чтобы предотвратить ложное срабатывание или генерацию сигналов управления, используют один или несколько заданных порогов, так что входной сигнал, например сигнал тока I или сигнал напряжения U, должен быть больше или, возможно, меньше соответствующего порога, чтобы вызвать генерацию определенного сигнала управления.
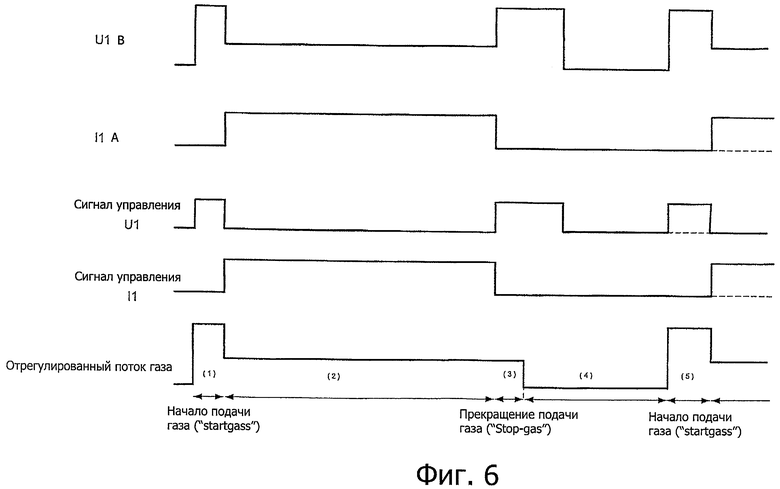
Цели настоящего изобретения могут, как указано ранее, быть также достигнуты с использованием устройства, описываемого и объясняемого со ссылками на фиг.3, где предусмотрены отдельные элементы для управления расходом газа завесы перед и во время появления сварочного тока и отдельный регулятор 7 газа для динамического управления расходом газа завесы во время, когда течет сварочный ток, и, возможно, также для создания потока газа завесы в период после завершения сварки. На фиг.6 сигналы напряжения U1 (В) и тока I1 (А) соответственно, такие же, как было рассмотрено раньше применительно к фиг.5, тогда как сигналы управления для каждого из устройств управления расходом, представленных регулятором 7 газа и байпасом 9 на фиг.3, показаны как сигнал управления U1 и сигнал управления I1 соответственно. Сигнал управления U1 подают на байпас 9 для управления расходом газа завесы перед и в момент появления сварочного тока, тогда как сигнал, обозначенный как сигнал управления I1, подают регулятору 7 газа для получения динамически управляемого расхода газа в период, когда течет сварочный ток. Период времени, показанный на фиг.6, разделен на меньшие периоды, обозначенные (1), (2), (3), (4) и (5), так же как на фиг.5, чтобы идентифицировать соотношения между различными сигналами и показать, как расход газа завесы, обозначенного как «отрегулированный поток газ», изменяется в соответствии с входными сигналами и, следовательно, сигналами управления.
Настоящее изобретение предлагает также способ управления расходом газа завесы для электросварочного аппарата в составе сварочного оборудования. Этот способ содержит действия, реализуемые операциями устройства согласно настоящему изобретению, как описано выше и как раскрыто действиями, иллюстрируемыми графиками на прилагаемых чертежах.
Настоящее изобретение предоставляет преимущество лучшего управления потреблением инертного газа завесы для сварочных операций, что в свою очередь создает экономический выигрыш, равно как и преимущества для окружающей среды. С одной стороны, при использовании благородного газа, например аргона (Аr), для создания газовой завесы, экономия затрат имеет первоочередной интерес. С другой стороны, особый интерес представляют преимущества для охраны окружающей среды, когда для создания газовой завесы в точке сварки применяют диоксид углерода (СO2), поскольку при сварке в промышленных масштабах потребление газа составляет обычно 18-25 л/мин, а в некоторых случаях даже 50 л/мин и более, при работе с хорошо известным сварочным аппаратом, использующим известные регулятор расхода газа и способ регулирования.
Еще одним преимуществом настоящего изобретения является выигрыш, получаемый от применения изобретения при работе с активным газом или газовой смесью для поддержания адекватного расхода газа и покрытия активным газом области, где реально происходит сварка, чтобы активные ингредиенты газа или газовой смеси присутствовали для взаимодействия со сварным швом все время, когда это нужно, и при этом можно было избежать потерь или выбросов дорогостоящего и, возможно, загрязняющего газа, когда нет реальной нужды в подаче активного газа или газовой смеси.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТРОЛЛЕР РАСХОДА ЗАЩИТНОГО ГАЗА ДЛЯ СВАРОЧНОГО АППАРАТА | 2008 |
|
RU2470751C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| АППАРАТ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2003 |
|
RU2309029C2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| СИСТЕМА ДУГОВОЙ ЭЛЕКТРОСВАРКИ | 2002 |
|
RU2275280C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССАМИ ЭЛЕКТРОДУГОВОЙ СВАРКИ И СВАРОЧНЫЙ АППАРАТ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2001 |
|
RU2223849C2 |
| Устройство управления положением электросварочной горелки | 1984 |
|
SU1191220A1 |
| АВТОМОБИЛЬНЫЙ СВАРОЧНЫЙ АГРЕГАТ | 1992 |
|
RU2042484C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2261159C1 |
| Способ управления положением сварочной горелки относительно стыка и устройство для его осуществления | 1984 |
|
SU1181806A1 |
Изобретение предназначено для использования при управлении расходом газа завесы в электросварочном оборудовании, в котором сварка осуществляется с использованием сварочного электрода, электрически соединенного со сварочным аппаратом. Устройство содержит электроизмерительное устройство, имеющее датчик (3) тока для определения величины сварочного электрического тока в цепи и имеющий выход для генерации I-сигнала, представляющего указанную величину тока, и датчик напряжения (11) для определения величины электрического напряжения, подаваемого на сварочный электрод, и имеющий выход для генерации U-сигнала, представляющего указанную величину напряжения, и устройство (6) управления. Указанное устройство (6) управления имеет входы, соединенные с указанным выходом датчика тока и указанным выходом датчика напряжения соответственно, и выход сигнала управления для генерации сигнала управления для управляемого регулятора (7) расхода газа завесы для генерации указанного сигнала управления в виде сигнала управления заданной первой величины, когда указанный U-сигнал превышает указанный первый U-порог и указанный I-сигнал ниже первого I-порога, и сигнала управления с величиной, изменяющейся пропорционально указанному I-сигналу, когда указанный I-сигнал превосходит указанный первый I-порог. В результате обеспечивается адекватный расход газа для защиты области сварки и предотвращаются потери или выбросы газа в окружающую среду. 5 н. и 10 з.п. ф-лы, 6 ил.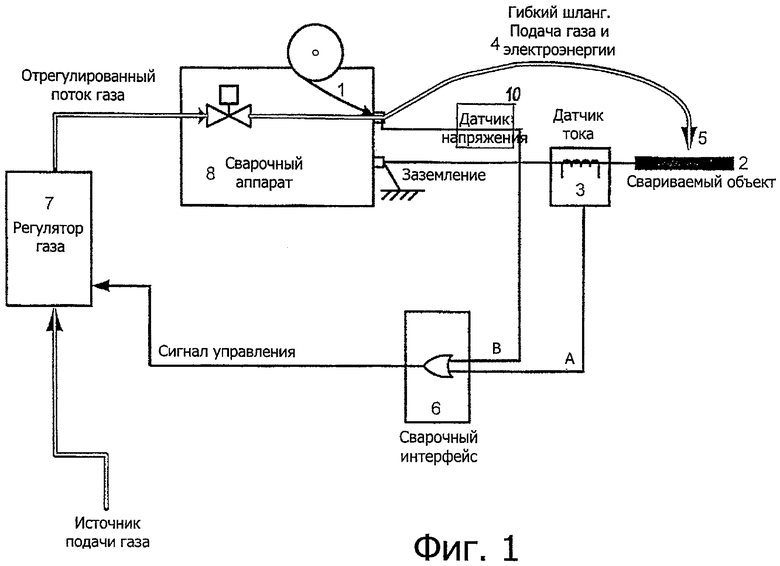
1. Устройство для управления подачей газа, используемое в установке, имеющей управляемый регулятор расхода газа завесы, снабженный входом управления и предназначенный для управления указанным расходом в электросварочном оборудовании, в котором сварка осуществляется с использованием сварочного электрода, электрически соединенного со сварочным аппаратом, отличающееся тем, что оно содержит электроизмерительное устройство, включающее в себя датчик тока, предназначенный для определения величины сварочного электрического тока в цепи, содержащей сварочный электрод, и имеющий выход датчика тока для передачи I-сигнала, указывающего величину тока, и датчик напряжения, предназначенный для определения величины электрического напряжения, подаваемого на сварочный электрод, и имеющий выход датчика напряжения для передачи U-сигнала, указывающего величину напряжения, и устройство управления регулятором расхода газа завесы, имеющее входы, соединенные с указанным выходом датчика тока и с указанным выходом датчика напряжения, соответственно, и выход сигнала для передачи сигнала указанному управляемому регулятору расхода газа завесы, и предназначенное для генерирования сигнала управления заданной первой величины, когда указанный U-сигнал больше первого U-порога и указанный I-сигнал меньше первого I-порога, и сигнала управления с величиной, изменяющейся пропорционально указанному I-сигналу, когда указанный I-сигнал больше указанного первого I-порога.
2. Устройство по п.1, отличающееся тем, что указанное устройство управления регулятором расхода газа завесы выполнено с возможностью генерирования указанного сигнала управления пропорционально указанному I-сигналу, когда указанный U-сигнал больше указанного первого U-порогa.
3. Устройство по любому из пп.1 или 2, отличающееся тем, что указанное устройство управления регулятором расхода газа завесы предназначено для генерирования сигнала управления заданной второй величины, имеющего заданную продолжительность от момента, когда указанный I-сигнал падает от более высокой величины до величины ниже указанного первого I-порога или второго I-порога.
4. Устройство по любому из пп.1 и 2, отличающееся тем, что указанный датчик тока включает трансформатор тока, предназначенный для соединения с проводником для передачи сварочного тока между электросварочным аппаратом и объектом, свариваемым или подлежащим сварке.
5. Устройство по п.3, отличающееся тем, что отличающееся тем, что указанный датчик тока включает трансформатор тока, предназначенный для соединения с проводником для передачи сварочного тока между электросварочным аппаратом и объектом, свариваемым или подлежащим сварке.
6. Установка для управления расходом газа завесы в электросварочном оборудовании, содержащая устройство по любому из пп.1 и 2, управляемый регулятор расхода газа завесы, установленный рядом с источником подачи газа под высоким давлением, расположенным на удалении от указанного сварочного аппарата указанного электросварочного оборудования, и устройство управления регулятором расхода газа завесы, выполненное в виде блока и расположенное рядом с указанным сварочным аппаратом и местом соединения источника питания для сварки с гибким шлангом для подачи газа завесы и электроэнергии в зону сварки указанного сварочного электрода.
7. Установка для управления расходом газа завесы в электросварочном оборудовании, содержащая устройство по п.3, управляемый регулятор расхода газа завесы, установленный рядом с источником подачи газа под высоким давлением, расположенным на удалении от указанного сварочного аппарата указанного электросварочного оборудования, и устройство управления регулятором расхода газа завесы, выполненное в виде блока и расположенное рядом с указанным сварочным аппаратом, и местом соединения источника питания для сварки с гибким шлангом для подачи газа завесы и электроэнергии в зону сварки указанного сварочного электрода.
8. Установка для управления расходом газа завесы в электросварочном оборудовании, содержащая устройство по п.4, управляемый регулятор расхода газа завесы, установленный рядом с источником подачи газа под высоким давлением, расположенным на удалении от указанного сварочного аппарата указанного электросварочного оборудования, и устройство управления регулятором расхода газа завесы, выполненное в виде блока и расположенное рядом с указанным сварочным аппаратом, и местом соединения источника питания для сварки с гибким шлангом для подачи газа завесы и электроэнергии в зону сварки указанного сварочного электрода.
9. Устройство для управления подачей газа завесы в электросварочный аппарат электросварочного оборудования, в котором сварка осуществляется с использованием сварочного электрода, электрически соединенного с указанным сварочным аппаратом, отличающееся тем, что оно содержит электроизмерительное устройство, включающее датчик тока, предназначенный для определения величины сварочного электрического тока в цепи, содержащей сварочный электрод, и имеющий выход датчика тока для передачи I-сигнала, указывающего величину сварочного тока, и датчик напряжения, предназначенный для определения величины электрического напряжения, подаваемого на сварочный электрод, и имеющий выход датчика напряжения для передачи U-сигнала, указывающего величину напряжения, и средство для управления расходом газа завесы, соединенное с указанным выходом датчика тока и указанным выходом датчика напряжения и управляемым регулятором расхода газа завесы, и предназначенное для управления расходом газа завесы между источником подачи газа завесы и сварочным аппаратом в виде первого расхода газа завесы первой заданной величины, когда указанный U-сигнал больше первого U-порога и указанный I-сигнал меньше первого I-порога, и второго расхода газа завесы второй величины, изменяющейся пропорционально указанному I-сигналу, когда указанный I-сигнал больше указанного первого I-порога.
10. Устройство по п.9, отличающееся тем, что указанное средство управления расходом газа завесы предназначено для управления указанным расходом в виде расхода третьей величины, изменяющегося пропорционально указанному I-сигналу, когда указанный U-сигнал больше указанного первого U-порога.
11. Устройство по любому из пп.9 или 10, отличающееся тем, что указанное средство управления расходом газа завесы предназначено для управления указанным расходом в виде четвертого расхода заданной четвертой величины на отрезке времени заданной продолжительности от момента, когда указанный I-сигнал падает от более высокой величины до величины ниже указанного первого I-порога или второго I-порога.
12. Устройство по любому из пп.9 и 10, отличающееся тем, что указанное средство управления расходом газа завесы содержит управляемый регулятор расхода газа, установленный рядом с источником подачи газа под высоким давлением, расположенным на удалении от указанного сварочного аппарата, и имеющий вход сигнала управления, и устройство управления регулятором расхода газа завесы, имеющий входы, соединенные с соответствующими указанными выходами датчика напряжения и датчика тока, и выход сигнала управления, соединенный с указанным входом сигнала управления указанного регулятора расхода газа, и установленный рядом со сварочным аппаратом и с точкой соединения источника сварочного тока с гибким шлангом, предназначенным для подачи и газа и электроэнергии для сварки к сварочной головке, содержащей сварочный электрод.
13. Устройство по п.11, отличающееся тем, что указанное средство управления расходом газа завесы содержит управляемый регулятор расхода газа завесы, установленный рядом с источником подачи газа под высоким давлением, расположенным на удалении от указанного сварочного аппарата, и имеющий вход сигнала управления, и устройство управления регулятором расхода газа завесы, имеющий входы, соединенные с соответствующими указанными выходами датчика напряжения и датчика тока, и выход сигнала управления, соединенный с указанным входом сигнала управления указанного регулятора газа, и установленный рядом со сварочным аппаратом и с точкой соединения источника сварочного тока с гибким шлангом, приспособленным для подачи и газа, и электроэнергии для сварки к сварочной головке, содержащей сварочный электрод.
14. Устройство по любому из пп.9 или 10, отличающееся тем, что указанный управляемый регулятор расхода газа завесы образован первым регулятором газа и вторым регулятором газа, соединенными параллельно в тракте подачи газа, указанный первый регулятор газа имеет вход управления, соединенный с указанным выходом датчика тока, и предназначен для управления расходом газа завесы пропорционально указанному I-сигналу, и указанный второй регулятор газа имеет вход управления, соединенный с указанным выходом датчика напряжения, и предназначен для управления расходом газа завесы и установления фиксированной величины расхода, когда указанный U-сигнал больше первого U-порога.
15. Устройство по п.11, отличающееся тем, что указанный управляемый регулятор расхода газа завесы образован первым регулятором газа и вторым регулятором газа, соединенными параллельно в тракте подачи газа, указанный первый регулятор газа имеет вход управления, соединенный с указанным выходом датчика тока, и предназначен для управления расходом газа завесы пропорционально указанному I-сигналу, и указанный второй регулятор газа имеет вход управления, соединенный с указанным выходом датчика напряжения, и предназначен для управления расходом газа завесы и установления фиксированной величины расхода, когда указанный U-сигнал больше первого U-порога.
| US 2005224466 A1, 13.10.2005 | |||
| US 3808397 A, 30.04.1974 | |||
| Устройство для регулирования подачи защитного газа в зону сварки | 1978 |
|
SU667354A1 |
| Способ обработки металлов плазменной дугой | 1980 |
|
SU912429A1 |
| Станок для изготовления гибких шлангов | 1938 |
|
SU54845A1 |
| Способ дуговой сварки в среде защитных газов | 1987 |
|
SU1558604A1 |
| РЕГУЛЯТОР ПОДАЧИ ЖИДКОСТЕЙ И ГАЗОВ | 2001 |
|
RU2233466C2 |
| Способ дуговой обработки | 1979 |
|
SU870041A1 |

